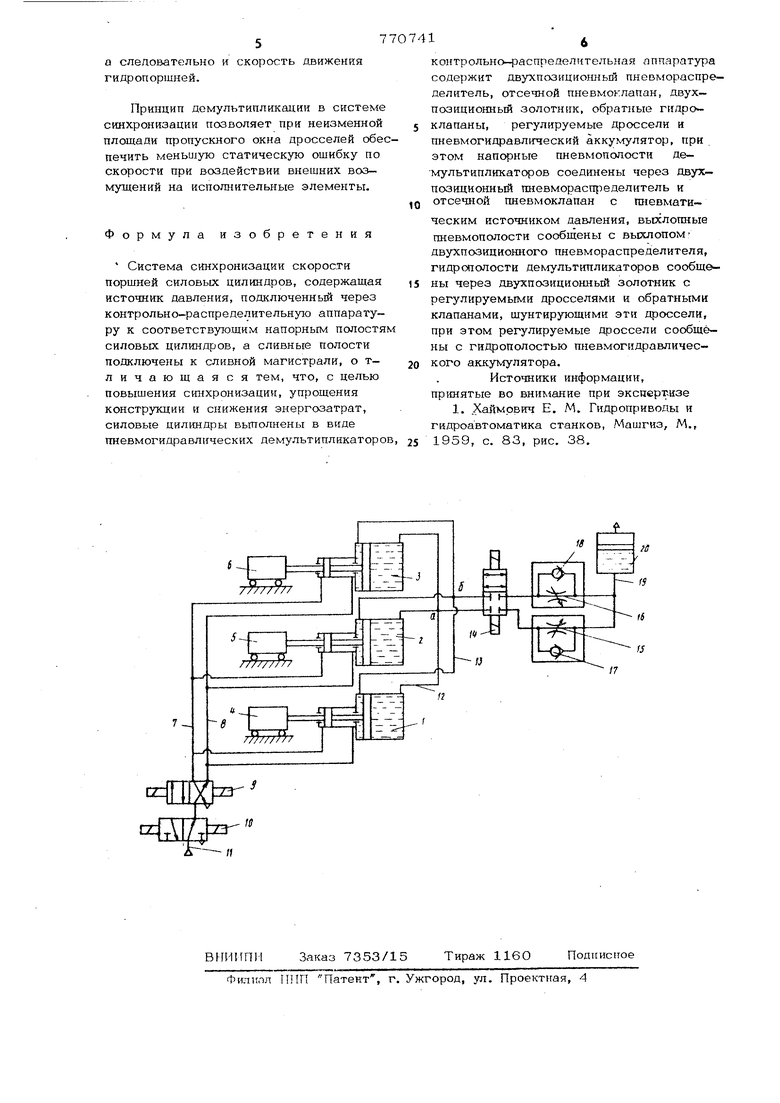
Изобретение относится к области стан ко- и агрегатостроения и может быть использовано как система синхронизации скорости суппортов, работающих с одинаковыми режимами резания. Известны гидравлические приводы для параллельного действия нескольких работаю щих механизмов, приводимых в действие гидравлическими цилиндрами. при этом гидроцилиндры выполнены одностороннми , а их штоки связаны с исполнительными механизмами, Бесштоковые полости этих гидроцилиндров параллельно подключены к напорной магистрали единого гидронасоса. В данной системе скорость перемещения каждого гидроцилиндра регулируется независимо регуляторами скорости. Лишний объем рабочей жидкости, подаваемой гидронасосом сверх требуемого по настройке скорости гидроцилиндра отво- дится через переливной клапан. Регуляторы скорости, как правило, устанавливают ся на входе или на выходе гидравлически силовьк цилиндров 1 . Недостатком известных систем аналогичного назначения является нестабильность скорости каждого гидроцилиндра при воздействии силовых возмущений на его исполнительном элементе, поскольку при этом меняются перепады давлений в гидрополостях и соответственно на дросселирующем элементе регуляторов скорости. Учитывая, что существующие гидромеханические регуляторы скорости достаточно инерционны и при воздействии силовых нагрузок не могут с достаточным быстродействием отработать внешнее возмущение, принципиально невозможно обеспечить синхронное движение исполнительньк элементов. Кроме того, конструктивно существующие системы сложны, содержат автономный постояино работающий источник давления, что обуславливает и большое энергопотребление при реализации рабочих движений. Целью изобретения является повышение синхронизации скоростей испытатель37ных элементов, упрощение конструкции и снижение энергозатрат. Это достигается тем, что силовые цилиндры выполнены в виде пневмогидрав лических демультипликаторов, контрольнораспределительная аппаратура содержит двухпозиционный пневмораспределитель, отсечной пневмоклапан, двухпозиционный золотник, обратные гидроклапаны, регулируемые дроссели и пневмргидравлический аккумулятор, при этом напорные пнев мополости демультипликаторов соединены через двухпозиционный гшевмораспреде- литель и отсечной пневмоклапан с пневматическим источником давления, выхлопные пневмополостн сообщены с выхлопом двухпозиционного пневмораспределителя, гидрополости Демультипликаторов сообщен через двухпозицио1шый золотник с регули руемыми дросселями и обратными клапа- нами, шунтирующими эти дроссели, при этом регулируемые дроссели сообщены с гидрополостью пневмогидравлического аккумулятора. На чертеже показана схема системы .синхронизации скорости поршней силовых цилиндров. Система синхронизации состоит из трех (в данном описываемом случае) пневмогидравлических демультипликаторов 1-3, кинематически связанных с перемещаемыми инерционными нагрузками 4-6. Пневмополости демультипликаторов 1-3 общими пневмопроводами 7 и 8 под ключены к соответствующим каналам дву позиционного четьфехлйнейного пневмо- распределителя 9 с электроуправлением который входом соединен с отсечным пневмоклапаном 10, а вькодом - с атмосферой. Отсечной пневмоклапан 10 входом подключен к напорной магистрали 11 сжатого воздуху. Бесштоковые и шток.овые гидравлические полости демульти пликаторов 1-3 обишми гидромагистра- лями 12 и 13 соединены с входами двухпозиционного четьфехлйнейного гидро золотника 14 с электроуправлением, выходы которого подключены к входу (выходу) регулируемых дросселей 15 и 16, а также к выходам обратных гидроклапанов 17 и 18, которые входами через гидромагистраль 19 подключены к гидро полости пневмогидравлического аккумулятора 2О. Принцип действия системы синхрониза ции скорости поршней силовых цилиндров заключается в следующем. 4 При подаче соответствующей а обмотки электромагнитоотсечного невмоклапана 10 и четырехлинейного невмораспределителя 9 сжатый воздух (газ) по пневмопроводу Ц поступает соответствующие полости демультиплиаторов 1-3, которые при этом остаются еподвижными, поскольку в отключенном остоянии гидрозолотник 14 с электроуправлением перекрывает магистрали. После стабилизации давления сжатого воздуха в напорных пне вмополостях демультипликаторов 1-3 подается команда на обмотки гидрозолотника и поршни демультипликаторов начинают одновременно двигаться влево (согласно положению пневмораспределителя 9), При этом рабочая жидкость из штоковьЕХ чневмополостей демультипликаторов нагнетается через pery-j лируемый дроссель 16 в их бесштоковые гид- рополости, недостаток же ее объема призаполнении компенсируется , от пневмогидравлического аккумулятора 2О по магистрали 19 через обратный гидроклапан 17. По мере перемещения поршней демультипликаторов 1-3 срабатывает отсечной пневмоклапан и доступ энергоносителя в Пневмополости демультипликаторов прекращается. Далее перемещение нагрузки осуществляется за счет расширения газа в пневмополостях демультипликаторов. По достижении заданной координаты . сжатый газ либо остается в полостях демультипликаторов при выдерживании нагрузки под усилием в конечном положении, либо сбрасывается в атмосферу при переключении двухпозиционного четырехлинейного пневмораспределителя 9. При подаче сжатого воздуха в другие Пневмополости демультипликаторов 1-3 рабочая жидкость нагнетается из бесштоковых гидрополрс- тей через регулируемый дроссель 15 и ; обратный клапан 18 в штоковые гидрополости. Избыток объема рабочей жидкости подается в гидравлическую полость аккумулятора 20. Поскольку пневматическое давление одинаково и стабильно длявсех демультипликаторов и гидравлические полости демультипликаторов соединены общими гидромагистралями: бесштоковые (точка а ), штоковйю (точка cf ), колебания давления, обусловленные переменной нагрузкой на штоки демультипликаторов, передаются в общие точки и для каждого из приводов перепад давлений на дросселях 15 и 16 является одним н тем же, что, в свою очередь, обеспечит одинаковый расход из гидрополостей. а следовательно и скорость движения гидропоршней. Принцип домультипликации в систем синхронизации позволяет при неизменной площади пропускного окна дросселей обе печить меньшую статическую ошибку по скорости при воздействии внешних возмущений на исполнительные элементы. Формула изобретения Система синхронизации скорости поршней силовых цилиндров, содержащая источник давления, подключенный через контрольно-распределительную аппараг-уру к соответствующим напорным полост силовых цилиндров, а сливные полости подключены к сливной магистрали, о тличающаяся тем, что, с целью повышения синхронизации, упрощения конструкции и снижения энергозатрат, силовые цилиндры вьтолнены в виде пневмогидравлических демультипликатор контрольно-распределительная аппаратура содержит двухпозицио1шьй пневмораспре- делитель, отсечной пневмоклапан, двух- позиционный золотник, обратные гидро. клапаны, регулируемые дроссели и пневмогидравл1гческий аккумулятор, при этом напорные пневмополости де- мультипликаторов соединены через двух- позиционный пневморасщтеделитель и отсечной пневмоклапан с пневматическим источником давления, выхлопные пневмополости сообщены с выхлопом двухпозиционного пневмораспределителя, гидрополости декгультипликаторов сообщены через двухпозиционный золотник с регулируемыми дросселями и обратными клапанами, шунтирующими эти дроссели, при этом регулируемые дроссели сообщены с гидрополостью пневмогидравличес- кого аккумулятора. Источники информации, принятые во вни iaниe при эксперт-изе 1. Хаймрвич Е. М, Гидроприводы и гидроавтоматика станков, Машгиз, М., 1959, с. 83, рис. 38.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для деформирования трубчатых заготовок | 1982 |
|
SU1065061A1 |
| Установка для формования полых оболочек (ее варианты) | 1982 |
|
SU1101312A1 |
| Металлорежущий станок | 1978 |
|
SU742045A1 |
| Пневмогидравлический цифровой позиционный привод | 1980 |
|
SU906664A1 |
| Установка для формования сильфонов | 1978 |
|
SU867467A1 |
| Пневмогидравлический цифровой позиционный привод | 1980 |
|
SU906665A1 |
| Устройство для изготовления трубок с гофрами | 1977 |
|
SU867466A1 |
| Пневмогидравлический привод металлорежущих станков | 1978 |
|
SU779001A1 |
| Пневмогидравлический привод многоместных зажимных приспособлений технологического оборудования | 1977 |
|
SU1022801A2 |
| Пневмоэлектрогидравлический следящий позиционный привод подачи инструмента | 1974 |
|
SU488450A1 |
