Изобретение относится к машиностроению, в частности к робототехнике, и может быть использовано в промышленных робото технических комплексах холодной листовой штамповки . Известно устройство для подачи штучных заготовок, содержаш,ее систему управления механизмом подъема и поддержания стопы заготовок на заданном уровне, выполненное в виде связанных между собой посредством клапанов и реле времени мультипликатора и воздухораспределителя слежения, осуществляющего контроль за верхним уровнем стопы заготовок 1. Известно также устройство для поштучной выдачи деталей типа плг.стин, содержащее основание, корпус, смонтированный на основании, установленный в корпусе подъемно-опускной, стол с магазином, связанный с приводом, выполненным в виде силового цилиндра 2. Недостатком указанных устройств является то, что ось силового цилиндра совпадает с направлением перемещения стопы заготовок. Это значительно уменьшает допустимую высоту стопы и, как следствие, требует частых остановок устройства для его загрузки, что снижает производительность всего робототехнического комплекса. Цель изобретения - увеличение емкости магазина. Поставленная цель достигается тем, что устройство, содержащее основание, корпус, смонтированный на основании, установленный в корпусе подъемно-опускной стол с магазином, связанный с приводом, выполненным в виде силового цилиндра, снабжено двумя кинематически связанными зубчато-реечными передачами, при этом одна из зубчатых реек связана с подъемно-опускным столом, а другая - со штоком силового цилиндра, корпус которого неподвижно закреплен на корпусе устройства в плоскости, перпендикулярной направлению подачи заготовок. На чертеже изображена принципиальная схема устройства. Устройство состоит из корпуса 1, на котором смонтирован силовой цилиндр 2, жестко закрепленный на корпусе рейки 3, соединенной через траверсу со штоком силового цилиндра. Движение поршня цилиндра передается на рейку 4 через пару зубчатых колес, закрепленных жестко на оси 5. На рейке 4 закреплен стол 6, на который укладывается стопа заготовок 7, фиксируемая направляющими стойками 8. Верхняя заготовка может удаляться из стопы пневмоприсоской 9. На основании 10 жестко закреплена стойка 11, по наружному диаметру которой выполнена резьба и продольный паз. Шпонка 12 препятствует развороту . корпуса 1 относительно неподвижной стойки 11. Наружный диаметр резьбы стойки II является направляющей для корпуса 1. Вращением гайки 13 осуществляется первоначальная регулировка высоты стола 6 при наладке устройства. Система управления содержит механический датчик 14 контроля верхнего уровня стопы заготовок и пневмораспределитель 15, который преобразует механическое перемещение датчика 14 в пневматический сигнал. Пневмораспределитель 15 соединен пневмомагистралью со штоковой полостью силового цилиндра 2 через последовательно установленный в этой магистрали клапан 16, содержащий подпорный клапан 17, и пневмодроссель с обратным клапаном 18. Поршневая полость силового цилиндра связана другой пневмомагистралью с клапаном 19, подвод давления к которому осуществляется через пневмораспределитель 20. Управляющие элементы клапанов 16 и 19 соединены параллельно с пневмораспределителем 15. В зависимости от положения датчика 14 пневмораспределитель 15 может соединять управляющие полости клапанов 16 и 19 как с давлением FJ,, так и с атмосферой. В магистрали управления поршневой полостью установлен нормально закрытый клапан 21, а в магистрали управления штоковой полостью - обратный клапан 22. Управляющие элементы клапана 21 и пневмораспределителя 20 соединены пневмотумблером и пневмодатчиком (на чертеже не показаны) для управления устройством в наладочном режиме и автоматического возвращения поршня в исходное положение после снятия последней заготовки. Устройство работает следующим образом. Стопа заготовок загружается на стол 6 и фиксируется направляющими стойками 8. В исходном положении верхняя заготовка стопы не воздействует на датчик 14 контроля уровня, а управляющие элементы клапанов 21 и 20 сообщены с атмосферой. При включении системы управления воздух под давлением Р, поступает через пневмораспределитель 15 к управляющим элементам клапанов 16 и 19. При этом давление через пневмоэлементы 20, 19 и 23 поступает в поршневую полость, а штоковая полость цилиндра через пневмоэлементы 18, 16, 17 соединяется с атмосферой. Под действием разности давлений в поршневой и штоковой полости цилиндра поршень перемещается и через реечную передачу поднимает стол 6 до соприкосновения стопы заготовок с датчиком 14. При срабатывании датчик 14 переключает пневмораспределитель 15, который соединяет управляющие элементы клапанов 16 и 18 с атмосферой. Клапан 19 перекрывает подачу и выход воздуха из поршневой полости цилиндра, а в штоковую полость воздух подается через клапан 16
и обратный клапан 18. Под действием противодавления в штоковой полости происходит торможение и останов поршня, а стопа заготовок останавливается на уровне, определенном датчиком 14. При снятии одной (или нескольких заготовок, что определяется толщиной последних и чувствительностью датчика 14) заготовки, датчик переключает пневмораспределитель 15 и работа устройства происходит вышеописанным образом. После снятия последней заготовки, шток цилиндра нажимает на кулачок пневмодатчика (на чертеже не показан), который подает в управляюш.ие полости клапанов 21 и 20 давление управления Р. Клапан 20 соединяет штоковую полость с давлением Pj, а клапан 21 - поршневую полость с атмосферой, в результате
чего поршень цилиндра перемещается в исходное положение и стол 6 опускается вниз. Предлагаемое устройство отличается от базового объекта (прототип) большей допустимой высотой стопы заготовок, укладываемых на стол, что позволяет реже оста.навливать робототехнический комплекс для дозагрузки и тем самым повышает его производительность, обладает более высокой стабильностью и точностью подачи и поддержания на заданном уровне стопы заготовок за счет замены гидропневматической системы управления - пневматической, а также требует меньше времени на наладку и подготовку его к работе за счет возможности перемещения корпуса со стопой заготовок по вертикальной стойке, закрепленной на неподвижном основании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения заготовок от стопы | 1986 |
|
SU1360862A1 |
| Устройство для отделения листа от стопы и подачи его в зону обработки | 1985 |
|
SU1338940A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Устройство для поштучной подачи листовых заготовок в рабочую зону пресса | 1990 |
|
SU1727946A1 |
| Устройство для подачи длинномерного материала в рабочую зону пресса и удаления отходов | 1984 |
|
SU1166870A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| Многопозиционный пресс для штамповки деталей | 1988 |
|
SU1542670A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК, содержащее основание, корпус, смонтированный на основании, установленный в корпусе подъемноопускной стол с магазином, связанный с приводом, выполненным в виде силового цилиндра, отличающееся тем, что, с целью увеличения емкости магазина, оно снабжено двумя кинематически связанными зубчато-реечными передачами, при этом одна из зубчатых реек связана с подъемно-опускным столом, а другая - со штоком силового цилиндра, корпус которого неподвижно закреплен на корпусе устройства в плоскости, перпендикулярной направлению подачи заготовок. О) ел ;о сх 00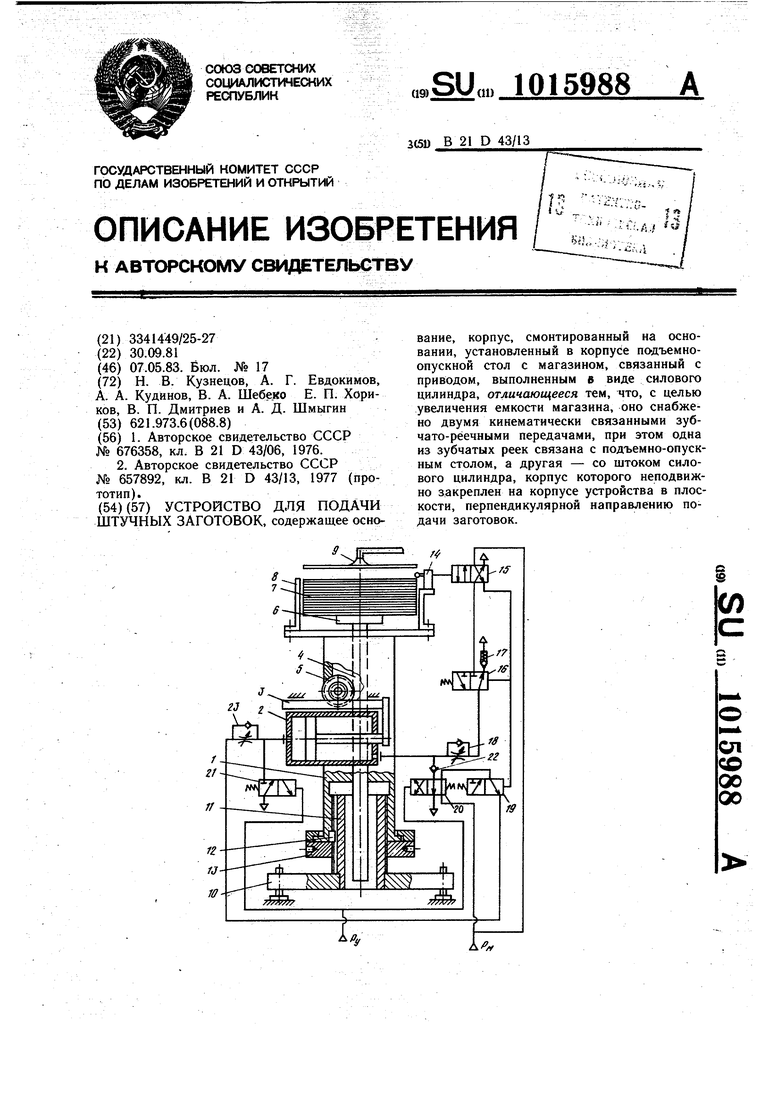
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подачи штучных заготовок | 1976 |
|
SU676358A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для поштучной выдачи деталей | 1977 |
|
SU657892A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
