ство 12 aBtoMaTH4ecKH перераспределяет давление жидкости в полостях гидроцилшщра 11 , которым осущест- Вляется корректировка положения заготовки 17 относительно второй заготовки до совмещения их поверхностей. Далее производят известный цикл сварки, 1 з.п, ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| Зажимное устройство контактной стыкосварочной машины | 1990 |
|
SU1818182A1 |
| Машина для контактной стыковой сварки | 1986 |
|
SU1386403A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Участок сварки заготовок | 1985 |
|
SU1294530A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1608028A1 |
| Машина для сварки трением | 1988 |
|
SU1602650A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
Изобретение относится к сварке давлением и молсет быть использовано в контактных стыкосварочных машинах, где требуется точное совмещение поверхностей свариваемых заготовок. Цель изобретения - повьшение производительности труда и качества сварного соединения. Зажимное устройство с приводом зажатия и корректировки положения свариваемой заготовки контактной стыкосварочной машины снабжено дополнительным гидроцилинд- ром 1 1 , соединяющи корпус 1 с цилиндром 4 привода зажатия, электрогидравлическим следящим устройством 12, подключенным к гидроцилиндру 11, и датчиками положения свариваемых заготовок, имеющими электрическую связь с электрогидравлическим следя- щшп устройством 12. Для зажатия заготовки I7 гидрораспределитель 7 занимает правую позицию. При выдвижении штока цилиндра 4 поворачивают ся рычаги 5 и 6, сводя ползуны 2 с зажимными губками 3. После зажатия заготовок сигналы от датчиков их положения попадают на электрическре устройство, где они сравниваются. Усиленный сигнал рассогласования поступает на следящее устройство 12. В зависимости от величш ы сигнала рассогласования и его знака устройе t с: pill, « а t м«
,.
1
Изобретение относится к сварке давлением и может найти применение в контактных стыкосварочиых маши нак, где требуется точное совмеще ние pa6o4iix поверхностей соедшгяз- мьг.к- заготовок .
Одрлш из основных требований 5 предъявляемых к современным свароч- Hb&j машинам, является возможность быстрого захвата свариваемых заго тонок с последующей автоматической корректировкой их взаимного положения . Дель изобратения повьшение про- изводительности труда и качества сварного соед шения.
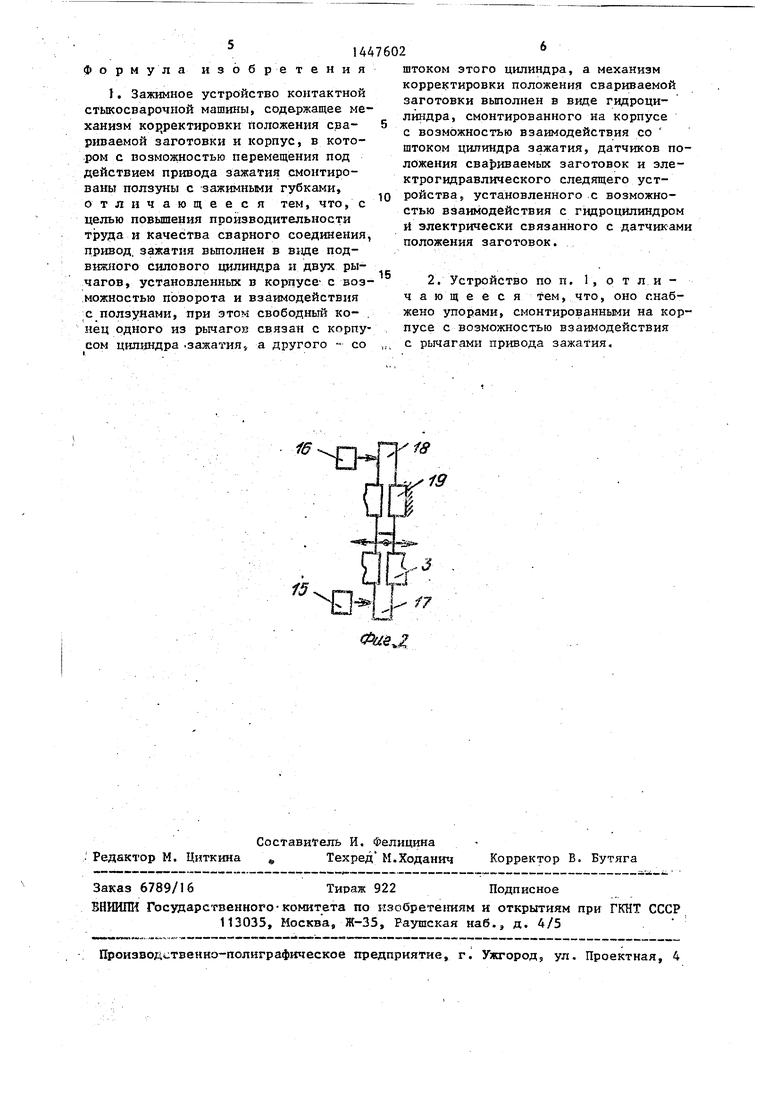
На. фиг, 5 изображена схема зажимного устройства с приводом зажатия и корректировки положения емой заготовки контактной стыкосва- речной машины; на фиг. 2 - зажатые заготовки и направяение- icc относи- и-ельно 11еремещения при корректировке
BastjE iHoe устройство состоит нз ко пуса i, Б котором с возможностью пе ремещения под действием прз1вода зажатия смонтированы ползуны 2 с зажим .2и губками 3. Привод зажатия вьгпсл- нен в виде цилшадра 4 кикематиче- ски связанного через поворотные рычаги 5 и б.с ползунами 2 Оси рыча- ов 5 и 6 смонтированы в корпусе 1, и полости цшлшдра 4 сообщены с выходам -; гз-щрораспределителя. 7, входы которо-- :го соответственно подключены к напорной и сливной магистралям 8 и 9. На корпусе Г с возможностью взаимодействия с рычагами 5 и 6 установлены регулируемые упоры 10.
Зажимное устройство имеет привод корректировки в заде дополнительного гндрощстиндра I , соедин ятощего корпус 1 с приводом зажатия. Полости гидроди,т;к:: ;ра 1 1 сообщены с выходами
электрогимрнвличаского следящего
-с
20
5 зо
35
40
45
ройства 12, входы которого подключены к напорной магистрали 13 низкого давления и сливной магистрали 14.
Привод корректировки .также имеет датчики 15 и 6 положения с.варяваа- мьсх заготовок 17 и 18, которые K-iesoT .электрическую св,язь с электрогидравлическим следящим устройством 12.
З.аг0товка 18 зажимается губками 19 второго зажимного устройства (не показано) одна из которых имеет фиксированное положение.
Зажимное устройство с приводом зажатия и KivppeKTHpoBKH положения свариваемой заготовки контактной стыкоснарочной машины работает сле- дук1Щ1Ш образом.
В исходном положении гидрораспределитель 7 занимает левую позицюо, а электроги.дравличе.ское следящее л ст- ройетво 12-занимает такое положение, что кромки его золотника перекрьюают доступ рабочей жидкости из напорной магистрали 13 в обе полости гщ роци- линдра 1 . Заж:-а-шые устройства готовы к пр шятию свариваемых заготовок. Заготовка 8 поджимается к опор-, ной губке 19 и фиксируется з своем зажимном устройство (не показано)
После введения в зону зажатия заготовки 17 г.г)дрораспределитель 7 занимает празуго позицию, злгктрогид- равлическое следящее устройство 12 устанав.. лшаетея в такое положение, что штоковая полость гидроцилиндра П сообщается с напорной магистралью низкого давления, а поршневая полость - со сливной магистралью 14. При этом из напорной 5агистрали 8 высокого давления через гидрорас- пределитель 7 масло поступает в поршневую полость 1,илиндра 4, а из его штоковой полости жидкость вытесня- ется в сливую магистраль 9. При выдвижении штока гидроцилипдра рычаг
3
6 входит во BsaKNraAeHCTBHe с правым упором 10, после чего оба рычага 5 и 6 начинают сводить ползуны 2 с зажимными губками 3 навстречу друг другу до упора в заготовку 7,
Ограничение разворота рычага 6 Оравым упором О способствует с определенной точностью предварительному центрированию заготовки 17 от- носительно оси сварки, что сокращае время на окончательную корректировку ее положения.
При окончательном центрировании заготовок 7 и 8 сигналы от датчиков 15 и 16 положения этих заготовок подаются на электрическое устройство (не показано), где они сравниваются и усиленный сигнал рассогласования поступает на эле- TC i рогидравлическое следящее устрой-- 12. Б зависимости от величины сигнала рассогласования и его знака следящее устройство 12 ссответст- вующим- образом перераспределяет давление рабочей жидкости в полостях гидродилшщра 1 1 . Например, если заготовка 17 окажется смещенной влево относительно заголовки-18, слдящее- уг.тр;ойство 12 займет такое положение, что усилие действующее на поршень гидроц -шиндра il спрааа, будет превосходить усилке, действующее ыа негр слева. При этом рычаги 5 и 6 начнут поворачиваться по часовой стрелке а ползуны 2 с зажимиы- мк губками 3 и заготовкой 17 будут перемещаться вправо.
Как только в процесса этого перемещения сигнал рассогласования положения совмещенных поверхностей заготовок будет отработан и станет раве нулю, следящее устройство 2 автоматически будет продолясать удерживать его положение,
После Bsai-iMHoro совмещения заготовок производят сварку.
Предлагаемое зажимное устройство
может осуществлять сварку виброоплав- д„ заготовок непосредственно по положалекиеМэ если на основной сигнал рас. согласования от датчиков 15 и 16, подводимый к след :щему устройству 12; накладьшать синусоидальный сигнал, который o6eci ечит возвратно-поступательное движение цилиндра 11 и плоскопараллельное перемещение свариваемой поверхности заготовки 17 относительно заготовки 18 в nj5O-
55
иию JDC совмещаемых поверхностей исключает отрицательное влияние на корректировку износа .зажимных гу6ок5 работающих в условиях больших нагрузок и температур, что тоже повышает кз чество сварного соединения и производительность труда за счет уменьгае- шения припусков па механичгскуй обработку изделия после сварки.
:;
плесе оплавления, что повысить качество сварного соединения.
Для освобождения сваренного изделия из зажимного устройства гидрораспределитель 7 занимает левую позицию, сообщая штоковую полость цилиндра 4 с напорной магистралью
8,а поршневузо полость - со сливом
5 упирается в левьш упор 10, кото- рьй определягт положение разжатого заж1 много устрс-йства для принятия очередной заготовки.
Чтобы не использовать следящее устройство 12 при зажатии -и
разжатии заготовок, параллельно может быть пс-.дключен дополнительный гидрораспределитель 5 одна из позиций которого сообщает обе полости гидроцилиндра 1I со сливной магистралью3
а при корректировке отсекает их.
Поскольку в описанной схеме зажимного устройства усилия, развиваемые приводным цилиндром 4 через заготовку 17, замьпсаются в , самом зажкм ном устройствеS это позволяет даже при больших усилиях зажатия использовать малые усилия (в основном на преодоление сш1 трения) для осуществления корректировки положения заготовок. Зто, в свою очередь, позволяет применить электрогвдравлическое следящее устройство, работающее в автоматическом режда е на низком дав- лении для ведения процессе корректировки, что повьшает производительность труда и качество сварного соединения. ПрИ; STOM контроль, и управление- корре ктнрозкок 1 оложения соедикяемьк
заготовок непосредственно по положа
иию JDC совмещаемых поверхностей исключает отрицательное влияние на корректировку износа .зажимных гу6ок5 работающих в условиях больших нагрузок и температур, что тоже повышает кз чество сварного соединения и производительность труда за счет уменьгае- шения припусков па механичгскуй обработку изделия после сварки.
формула изобретения
I. Зажимное устройство контактной стыкосварочной машины, содержащее механизм корректировки положения свариваемой заготовки и корпус, в котором с возможностью перемещения под действием привода зажатия смонтированы ползуны с зажимными губками, отличающееся тем, что, с целью повышения производительности труда и качества сварного соединения, привод, зажатия выполнен в ваде подвижного силового цилиндра и двух рычагов, установленных в корпусе- с возможностью поворота и взаимодействия с ползунами, при этом свободный ко- . нец одного из рьиагов связан с корпусом цилиндра -зажатия а другого - со
fe
штоком этого цилиндра, а механизм KoppeiCTHpoBKH положения свариваемой заготовки выполнен в виде гидроци- лйндра, смонтированного на корпусе с возможностью взаимодействия со штоком цилиндра зажатия, датчиков положения сва|)иваемых заготовок и электрогидравлического следящего устройства, установленного с возможностью взаимодействия с гидроцилиндром и электрически связанного с датчиками положения заготовок.
2, Устройство по п. 1, о т л и - ч ающе е с я тем, что, оно снабжено упорами, смонтированными на корпусе с возможностью взаимодействия с рычагами привода зажаТия.
1
