со
СХ).
эо
00
Изобретение относится к медицинской технике и может быть использовано при изготовлении трубок для гибки медицинских эндоскопов,Гибкая трубка, используемая для эндоскопа, состоит из металлического трубчатого сердечника и полимерной оболочки из термопластичной смолы. Как правило, металлический трубчатый сердечник состоит из одной или более металлических пружин, которые обладают хорошей упругостью при внешнем давлении и обеспечивают защиту различных элементов (волоконная .оптика, каналы для диагностических и хирургических исследований),находящихся внутри трубки эндоскопа.Металлические пружины сверху плотно покрыты металлической сеткой, которая пред- назначена для ограничения продольных растяжений пружины.
Цель изобретения - упрощение технологии изготовления и повьшгение эксплуатационных свойств трубки.
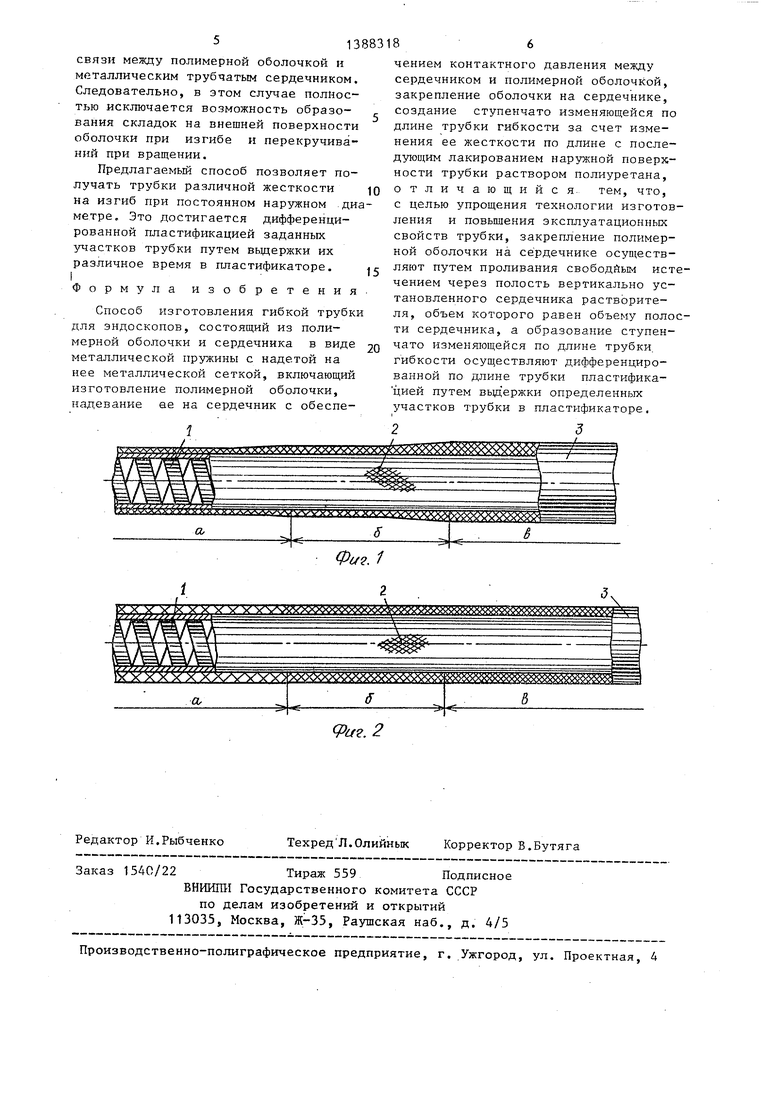
На фиг. 1 показана трубка, изготовленная по предлагаемому способу, на фиг. 2 - трубка, изготовленная по известному способу.
Пример 1 (по известному способу). Методом экструзии изготавливают полимерную оболочку из смеси пластиката ПВХ и термопластичного полиуретана при соотношении 60:40. Полимерную оболочку путем раздува- ния ее сжатым воздухом надевают на металлический сердечник (фиг. 1), представляющий собой одну или более металлические пружины 1, покрытые плотно прилегающей металлической сеткой 2. После прекращения подачи воздуха обеспечивается контактное . давление между полимерной оболочкой 3 и металлическим сердечником. Затем на сердечник с полимерной оболочкой таким же образом надевают еще две оболочки на 2/3 и 1/3 длины трубки. В этом случае трубка имеет три учаска, а, б, в с различной толщиной полимерной оболочки. Полимерную обо- лочку с сердечником и дорном помещают в термошкаф и вьщерживают при 190-200° С в течение 2-3 мин с одновременной подачей вакуума во внутреннюю полость металлического сердечни- ка (5-10 мм рт.ст.), в результате чего происходит крепление полимерной оболочки к металлической сетке .сердечника. После охлаждения полимерную оболочку закрепленную на металлическом сердечнике, снимаю.т с дорна и подвергают лакированию 20%-ным раствором полиуретана в ацетоне . ,
Пример 2-4. Методом экструзии изготавливают полимерную оболочку из термопластичных полимеров и их смеси, например пластиката ПВХ и полиуретана (при соотношении 60:40, 70:30, 80:20). Полимерную оболочку (один слой) надевают на металлический сердечник, как в примере 1. После сброса давления полимерную оболочку, которая плотно облегает металлический сердечник, снимают с дорна. Затем через гибкую трубку, установленную вертикально, проливают свободным истечением тетрагидрофуран в количестве, равном внутреннему объем трубки. В процессе испарения растворителя происходит усадка надухше .о полимера и снятие внутренних напряжений, возникших в оболочке при ее экструзии. Это приводит к плотному облеганию сердечника оболочкой и .проникновению ее в ячейки металлической сетки.
После полного испарения растворителя достигается необходимьш уровень сцепления полимерной оболочки с сердечником, обеспечивающий требуемую жесткость гибкой трубки при ее вращении. В случае необходимости эту операцию можно повторить несколько раз.
Поэтапное, или постепенное, изменение жесткости на изгиб и эластичности нибкой трубки эндоскопа достигают путем различной степени пластификации отдельных участков а, б, в трубки. Пластификацию производят следующим образом. Предварительно герметично закрыв один конец трубки, ее помещают в диоктилфталат до того участка трубки, где пластификация не требуется. Через определенный промежуток времени (24 ч, 48 ч) трубку поднимают на требуемую высоту.
Количество участков трубки с -различными значениями жесткости на изгиб и кручение определяется назначением эндоскопа (гастро-, .бронхо-, колоноскоп), а значения этих показателей регулируют временем экспозиции в пластификаторе.
Широкий диапазон значения свойств .при сохранении постоянной толщины
полимерной оболочки позволяет полностью удовлетворить требованиям,
.предъявляемым к гибким трубкам эндо скопов различного назначения.
Для придания поверхности полимерной оболочки гладкости и скользкости с целью исключения травмируемости и повьппения комфортности при исследова- НИИ пациента ее лакируют. Для этого полимерную оболочку помещают в 20- .25%-ный ацетоновьй раствор полиуретана, а затем высушивают при комнатной температуре до полного удаления ацетона. Эту операцию можно повторить несколько раз.
Предлагаемый способ является более технологичным, поскольку не требует использования энергоемкого оборудования и контрольных приборов, обеспечивающих точность соблюдения температурно.-временных параметров процесса, и характеризуется меньшим количеством стадий. Кроме того, прелагаемый способ исключает применение высоких температур для размягчения полимера, приводящее к нежелательным деструктивным процессам и значительному вьщелению летучих продуктов. Эксплуатационные свойства гибких трубок для эндоскопов характеризуютс значениями жесткости на кручение и ,изгиб,
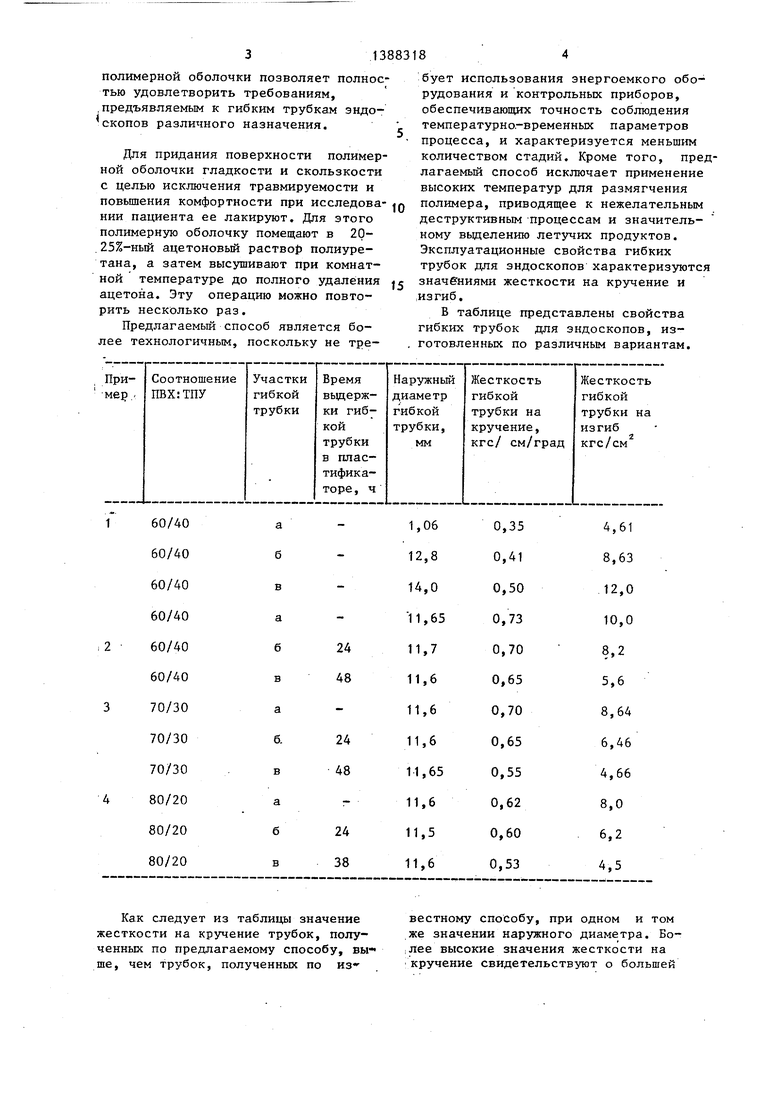
В таблице представлены свойства гибких трубок для эндоскопов, изготовленных по различным вариантам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гибкого элемента эндоскопа | 1990 |
|
SU1736734A1 |
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026507C1 |
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026508C1 |
| ОПТИЧЕСКОЕ ВОЛОКНО В ПЛОТНОМ БУФЕРНОМ ПОКРЫТИИ, ВОЛОКОННО-ОПТИЧЕСКИЕ КАБЕЛИ И СПОСОБЫ НАЛОЖЕНИЯ ПЛОТНОГО БУФЕРНОГО ПОКРЫТИЯ НА ОПТИЧЕСКОЕ ВОЛОКНО (ВАРИАНТЫ) | 2021 |
|
RU2782677C1 |
| ГИБКАЯ ПРОТЯЖЕННАЯ ГИДРОАКУСТИЧЕСКАЯ АНТЕННА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475774C1 |
| Способ изготовления гибкого электрического кабеля | 1991 |
|
SU1767542A1 |
| КАБЕЛЬ МОНТАЖНЫЙ БРОНИРОВАННЫЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, В ТОМ ЧИСЛЕ ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2015 |
|
RU2658308C2 |
| Герметичная токопроводящая жила и способ её изготовления | 2022 |
|
RU2785328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО МЕТАЛЛИЧЕСКОГО МОДУЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2371794C2 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ХОЛОДОСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕРАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2535603C2 |
Как следует из таблицы значение жесткости на кручение трубок, полученных по предлагаемому способу, вы ше, чем трубок, полученных по из вестному способу, при одном и том же значении наружного диаметра. Во- :Лее высокие значения жесткости на кручение свидетельствуют о большей
513
связи между полимерной оболочкой и металлическим трубчатым сердечником. Следовательно, в этом случае полностью исключается возможность образо- вания складок на внешней поверхности оболочки при изгибе и перекручиваний при вращении.
Предлагаемый способ позволяет получать трубки различной жесткости на изгиб при постоянном наружном диметре. Это достигается дифференцированной пластификацией заданньк участков трубки путем выдержки их различное время в пластификаторе.
I
Формула изобретенияСпособ изготовления гибкой трубк для эндоскопов, состоящий из полимерной оболочки и сердечника в виде металлической прз жины с надетой на нее металлической сеткой, включающий изготовление полимерной оболочки, надевание ее на сердечник с обеспе
Фи. 1
(Ра.2
чением контактного давления между сердечником и полимерной оболочкой, закрепление оболочки на сердечнике, создание ступенчато изменяющейся по длине трубки гибкости за счет изменения ее жесткости по длине с последующим лакированием наружной поверхности трубки раствором полиуретана.
отличающийся тем, что, с целью упрощения технологии изготовления и повьппения эксплуатационных свойств трубки, закрепление полимерной оболочки на сердечнике осуществляют путем проливания свободйым истечением через полость вертикально установленного сердечника растворителя, обьем которого равен объему полости сердечника, а образование ступенчато изменяющейся по длине трубки, гибкости осуществляют дифференцированной по длине трубки пластифика- цией путем выд ержки определенных участков трубки в пластификаторе.
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Патент США № 4495134, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
