(21)4080218/26-27
(22)22.05.86
(46) 15.04.88. Бюл. № 14
(71)Специальное конструкторское бюро Всесоюзного научно-исследовательского, проектно-конструкторского и технологического института источников тока
(72)А.-И.Иванов и Г.В.Васильев
(53)621.97(088.8) . (56)Авторское свидетельство .СССР № 9857П, кл. G 01 F 13/00, 1979.
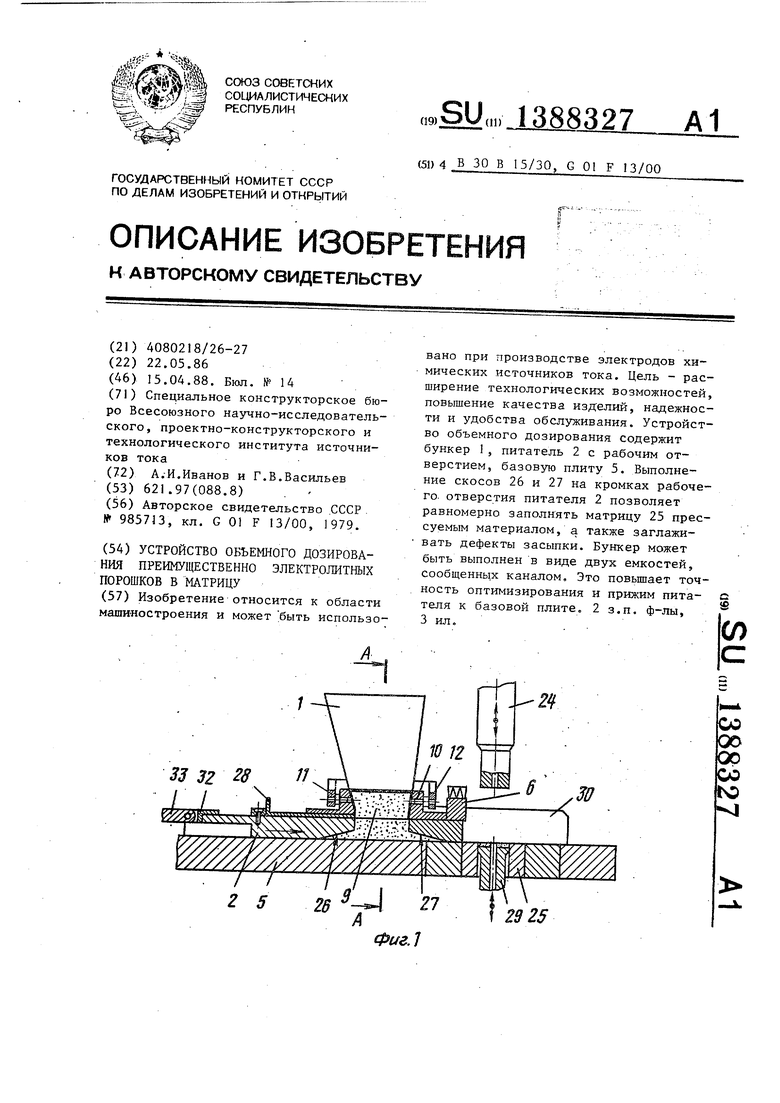
(54)УСТРОЙСТВО ОБЪЕМНОГО ДОЗИРОВАНИЯ ПРЕИМУЩЕСТВЕННО ЭЛЕКТРОЛИТНЫХ ПОРОШКОВ В МАТРИЦУ
(57)Изобретение относится к области маши-ностроения и может быть использовано при производстве электродов химических источников тока. Цель - расширение технологических возможностей, повышение качества изделий, надежности и удобства обслуживания. Устройство объемного дозирования содержит бункер 1, питатель 2 с рабочим отверстием, базовую плиту 5. Выполнение скосов 26 и 27 на кромках рабочего, отверстия питателя 2 позволяет равномерно заполнять матрицу 25 прессуемым материалом, а также заглаживать дефекты засыпки. Бункер может быть выполнен в виде двух емкостей, сообщенньщ каналом. Это повьшает точность оптимизирования и прижим питателя к базовой плите. 2 з.п, ф-лы, 3 ил.
i
сл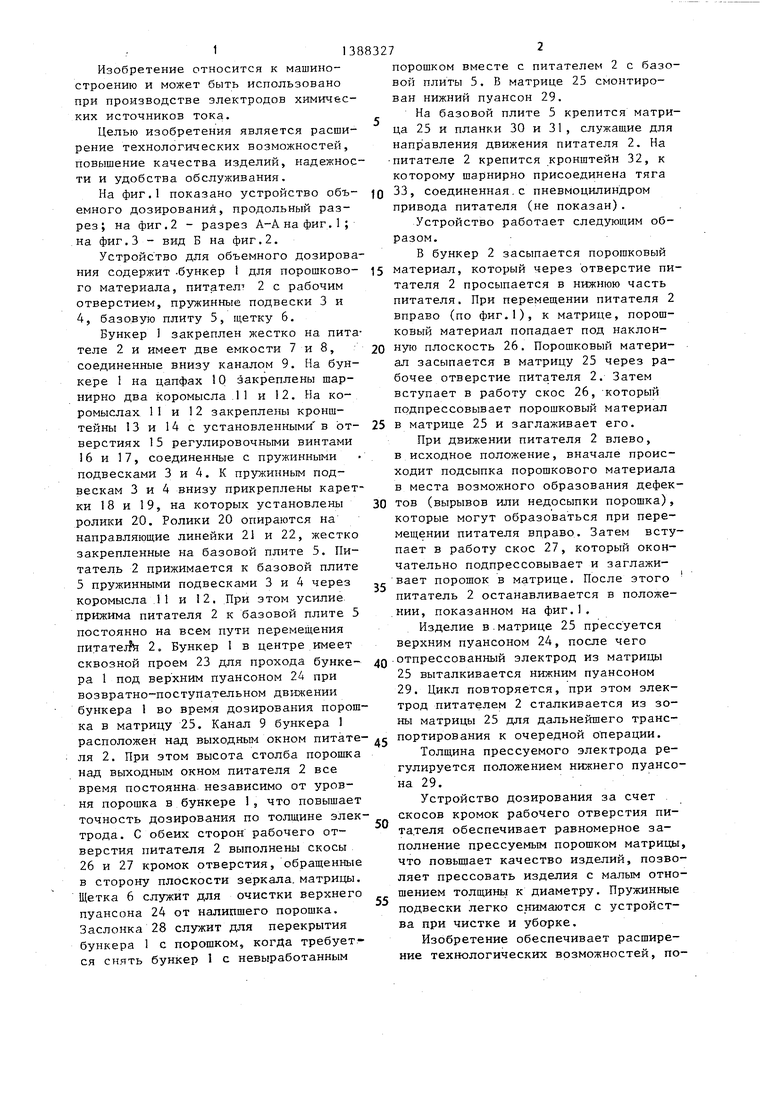
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство объемного дозирования порошков | 1990 |
|
SU1750966A1 |
| Способ объемного дозирования порошкового материала в матрицу и устройство для его осуществления | 1980 |
|
SU985713A1 |
| Устройство для объемного дозирования порошковых материалов | 1978 |
|
SU712270A1 |
| Прессформа для прессования порошковых изделий с полостью | 1980 |
|
SU929326A1 |
| Устройство для прессования порошковых материалов | 1984 |
|
SU1231542A1 |
| Устройство объемного дозирования порошковых материалов в матрицу | 1989 |
|
SU1719158A1 |
| Устройство для прессования порошковых материалов | 1979 |
|
SU856855A1 |
| Устройство для объемного дозирования порошков | 1988 |
|
SU1672225A1 |
| ШТАМП ДЛЯ КЛИНОВОГО ПРЕССОВАНИЯ | 1969 |
|
SU248226A1 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2016 |
|
RU2637190C1 |
Л
со 00
00
:ё
292S
Изобретение относится к машиностроению и может быть использовано при производстве электродов химических источников тока.
Целью изобретения является расширение технологических возможностей, повышение качества изделий, надежности и удобства обслуживания.
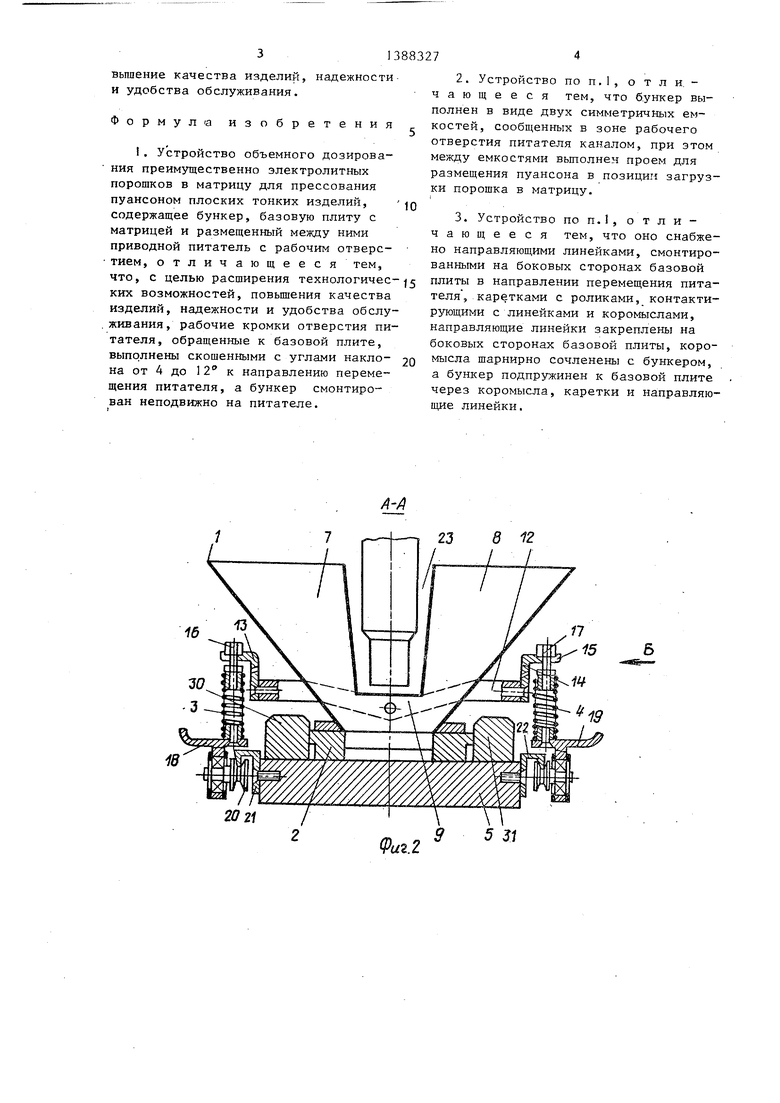
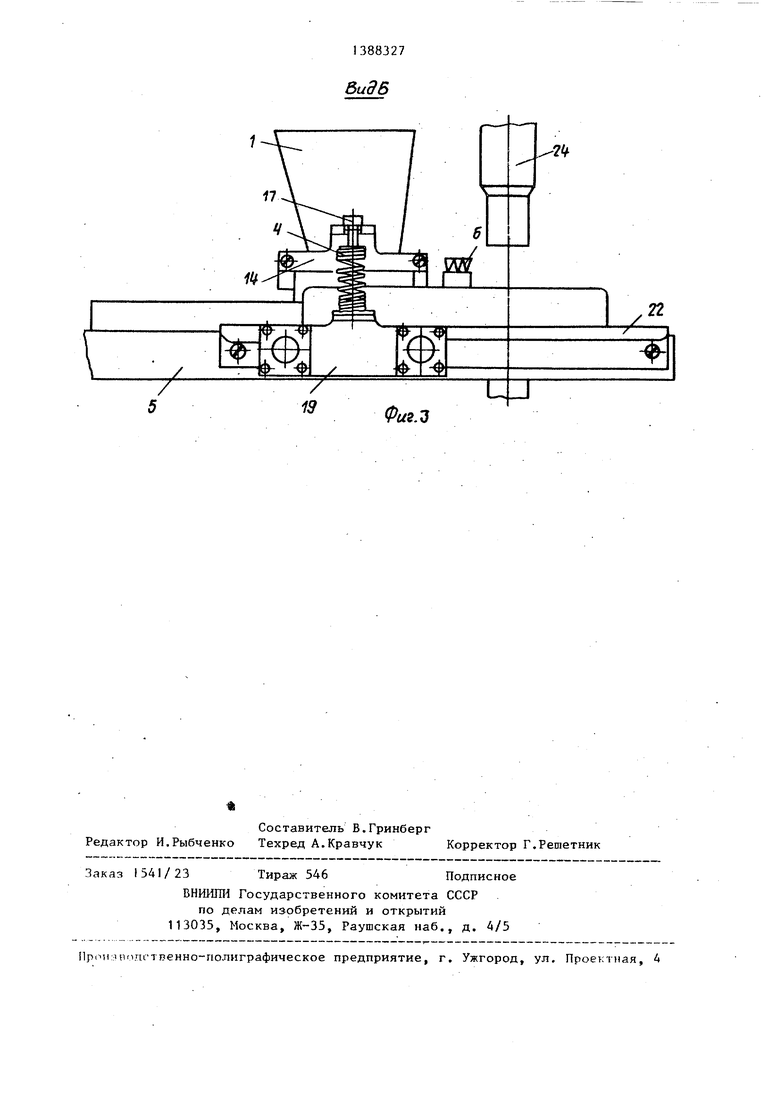
На фиг.1 показано устройство объемного дозирования, продольный разрез; на фиг. 2 - разрез А-Анафиг. 1; ,на фиг.З - вид Б на фиг.2.
Устройство для объемного дозирования содержит .бункер 1 для порошкового материала, питател 2 с рабочим отверстием, пружинные подвески 3 и 4, базовую плиту 5, щетку 6.
Бункер закреплен жестко на питателе 2 и имеет две емкости 7 и 8, соединенные внизу каналом 9. На бункере 1 на цапфах 10 закреплены шар- нирно два коромысла 11 и 12. На коромыслах 11 и 12 закреплены кронштейны 13 и 14 с установленными в отверстиях 15 регулировочными винтами 16 и 17, соединенные с пружинными подвесками 3 и 4. К пружинным подвескам 3 и 4 внизу прикреплены каретки 18 и 19, на которых установлены ролики 20. Ролики 20 опираются на направляющие линейки 21 и 22, жестко закрепленные на базовой плите 5. Питатель 2 прижимается к базовой плите 5 пружинными подвесками 3 и 4 через коромысла II и 12. При этом усилие прижима питателя 2 к базовой плите 5 постоянно на всем пути перемещения питате:1й 2. Бункер 1 в центре имеет сквозной проем 23 для прохода бункера 1 под верхним пуансоном 24 при возвратно-поступательном движении бункера 1 во время дозирования порошка в матрицу 25. Канал 9 бункера 1 расположен над выходным окном питателя 2. При этом высота столба порошка над вьпсодным окном питателя 2 все время постоянна независимо от уровня порошка в бункере 1, что повышает точность дозирования по толщине электрода. С обеих сторон рабочего отверстия питателя 2 выполнены скосы 26 и 27 кромок отверстия, обращенные в сторону плоскости зеркала, матрицы. Щетка 6 служит для очистки верхнего пуансона 24 от налипшего порошка. Заслонка 28 служит для перекрытия бункера 1 с порошком, когда требуется снять бункер 1 с невыработанным
0
5
0
5
0
5
0
5
0
5
порошком вместе с питателем 2 с базовой плиты 5. В матрице 25 смонтирован нижний пуансон 29.
На базовой плите 5 крепится матрица 25 и планки 30 и 31, служащие для направления движения питателя 2. На питателе 2 крепится кронштейн 32, к которому шарнирно присоединена тяга 33, соединенная.с пневмоцилиндром привода питателя (не показан).
Устройство работает следующим образом.
В бункер 2 засыпается порошковый материал, который через отверстие питателя 2 просыпается в нижнюю часть питателя. При перемещении питателя 2 Вправо (по фиг.1), к матрице, порошковый материал попадает под наклонную плоскость 26. Порошковый материал засыпается в матрицу 25 через рабочее отверстие питателя 2. Затем вступает в работу скос 26, который подпрессовывает порошковый материал в матрице 25 и заглаживает его.
При движении питателя 2 влево, в исходное положение, вначале происходит подсыпка порошкового материала в места возможного образования дефектов (вырывов или недосыпки порошка), которые могут образоваться при перемещении питателя вправо.. Затем вступает в работу скос 27, который окончательно подпрессовывает и заглажи- вает порощок в матрице. После этого питатель 2 останавливается в положе- ,нии, показанном на фиг.1.
Изделие в.матрице 25 прессуется верхним пуансоном 24, после чего .отпрессованный электрод из матрицы 25 выталкивается нижним пуансоном 29. Цикл повторяется, при этом электрод питателем 2 сталкивается из зоны матрицы 25 для дальнейшего транспортирования к очередной операции.
Толщина прессуемого электрода регулируется положением нижнего пуансона 29..
Устройство дозирования за счет скосов кромок рабочего отверстия питателя обеспечивает равномерное заполнение прессуемым порошком матрицы, что повьщ1ает качество изделий, позволяет прессовать изделия с малым отношением толщины к диаметру. Пружинные подвески легко снимаются с устройства при чистке и уборке.
Изобретение обеспечивает расширение технологических возможностей, повышение качества изделий, надежности и удобства обслуживания.
Формула изобретения
I. Устройство объемного дозирования преимущественно электролитных порошков в матрицу для прессования пуансоном плоских тонких изделий, содержащее бункер, базовую плиту с матрицей и размещенный между ними приводной питатель с рабочим отверстием, отличающееся тем, что, с целью расширения технологичес ких возможностей, повьш1ения качества изделий, надежности и удобства обслуживания, рабочие кромки отверстия питателя, обращенные к базовой плите, выполнены скошенными с углами накло- на от 4 до 12 к направлению перемещения питателя, а бункер смонтирован неподвижно на питателе.
16
в 12
б
