Изобретение относится к области порошковой металлургии, в частности, к устройствам для непрерывного клинового прессования порошковых материалов.
Известные устройства для клинового прессования снабжены пуансоном со сравнительно большим скошенным участком, что утяжеляет конструкцию в целом. Кроме того, для прессования изделий различной толшины требуется длительная переналадка штампа.
Для уменьшения длины скошенного участка пуансона и прессования изделий различной толш,ины предлагается снабжать штамп плунжером, подающим порошок в зону прессования, подпружиненной футеровочной плитой и регулируемыми упорами, ограничиваюшими подъем пуансона.
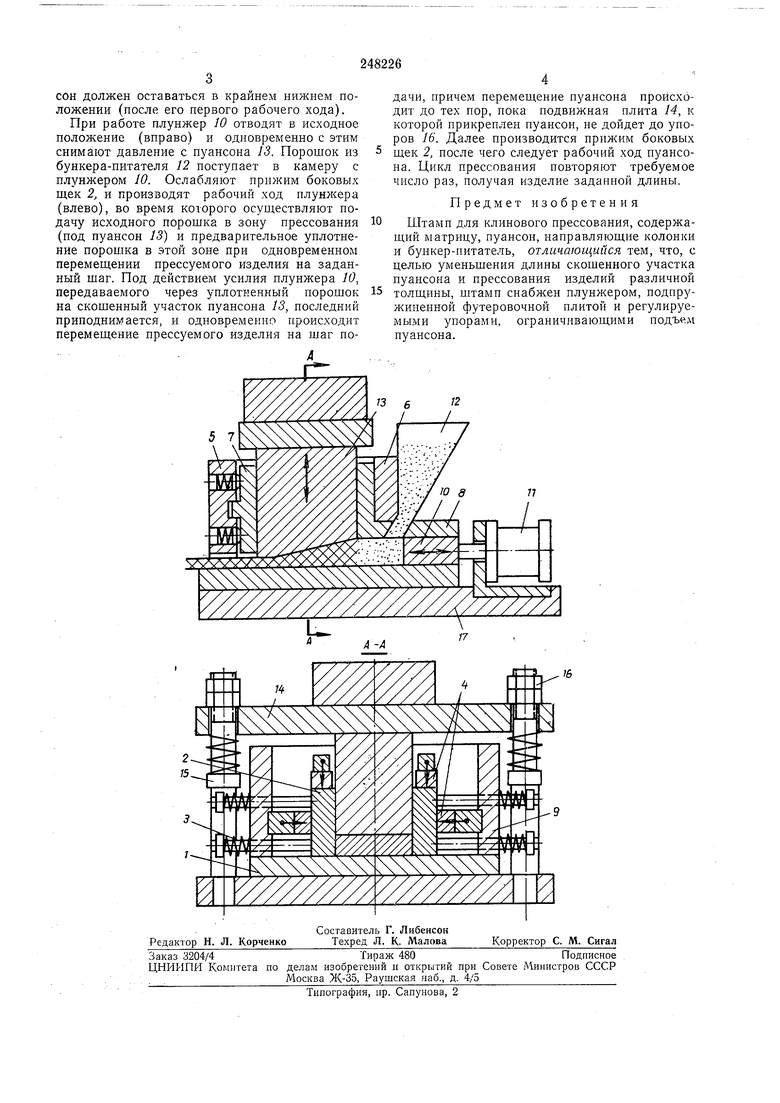
На чертеже показан описываемый штамп с разрезом А-А.
На основании 1 внутри матрицы штампа установлены подвижные боковые шеки 2, расстояние между которыми определяет ширину прессуемого изделия. Иружины 5 служат для отвода шек в стороны при продвижении прессуемого изделия при подаче его на шаг. Для возврата шек в исходное положение прессования применяют два гидроцилиндра, усилия которых передаются на щеки через клинья 4. Передняя и задняя стенки 5 и о матрицы штампа футерованы соответственно плитами 7 и S,
сделанными, например, из инструментальной углеродистой стали. Футеровочная плита Sзадней стенки 6 выполнена заодно с прямоугольным желобом 9, установленным на основаНИИ 1. Внутри камеры, образуемой желобом 9 и основанием 1, помешен плунжер 10, движущийся возвратно-ноступательно от гидроцилиндра 11. Имеется также устройство для изменения величины хода и усилия плунжера 10.
Над камерой, в которой перемещается плунжер 10, установлен бункер-питатель 12. Внутри матрицы штампа находится пуансон /5 в виде прямоугольного параллелепипеда, нижняя грань которого частично скошена под углом 12-15°. Верхняя грань пуансона 13 прикреплена к нодвижной плите 14 штампа. Эта плита перемещается по двум направляющим колонкам 15, на которых расположены регу.П1рующие упоры 16 (например, гайки). Штамп в целом смонтирован на нижней плите 17.
Перед началом работы рабочую полость матрицы заполняют порошком из бункера-питателя 12 с помощью плунжера 10 (за несколько его ходов).
После заполнения матрицы штампа порошком производят первый рабочий ход пуансона 13 (прессование). Затем с помощью регулируемых упоров 16 производят настройку штампа
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для экструдирования пластифицированных порошков | 1973 |
|
SU464381A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| ПРЕСС-ФОРМА | 1993 |
|
RU2077420C1 |
| Установка для прессования металлических порошков | 1983 |
|
SU1122421A1 |
| ПУАНСОН ПРЕССА | 2017 |
|
RU2677523C1 |
| Прессформа для прессования порошковых изделий с полостью | 1980 |
|
SU929326A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ИЗДЕЛ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1973 |
|
SU379315A1 |
| Пресс-форма для прессования изделий из порошков | 1989 |
|
SU1729696A1 |
| Пресс для изделий из порошка | 1984 |
|
SU1263542A1 |
