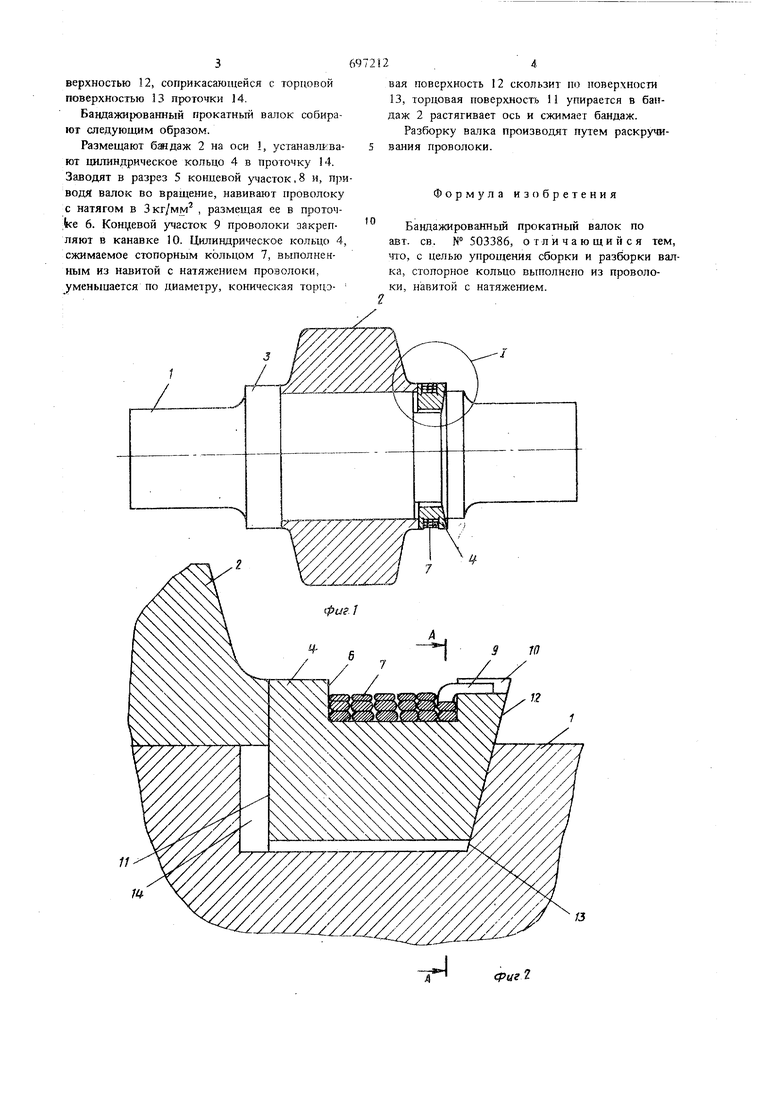
Изобретеьше относится к прокатному производству и может быть использовано в клетях Дуо и Кварто при прокатке холодного и горячего металла. По основному авт. св. № 503386 известен бандажированный прокатный валок, содержащий ось, бандаж, зажатый между буртом оси и торцовой поверхностью цилиндрического коль ца, выполненного разрезным, установленным в проточке оси и. зафиксированным стопорным кольцом. Неточная обработка бандажа по длине приводит к тому, что цилиндрическое кольцо либо углубляется в проточку оси, либо выступает из него на величину, большую чем расчетная величина. npH4eivf величина неточности установки кольца равна величина неточности изготовления бандажа по длине, умноженной в 10 раз, т. е. увеличивается на величину уклона боковой по верхности проточки, выполненной конической. Например, при отклонении длины бандажа на +0,1 мм цилиндрическое кольцо не заходит в канавку на 1 мм, т. е. наружный диаметр цилиндрического кольца увеличивается на 1 мм а это приводиг к тому, что стопорное кольцо необходимо растачивать. Кроме того, в процессе разборки валка стопорное кольцо разрезают автогеном, так как демонтировать его практически невозможно. Целью изобретения является упрощение сборки и разборки валка. Это достигается тем, что стопорное кольцо выполнено из проволоки, навитой с натяжением, и размещено в проточке гдалиндрического кольца. На фиг. 1 показан предлагаемый валок, продольный разрез; на фиг. 2 -- то же, узел I ia фиг. 1; на фиг. 3 - то же, разрез по А-А на фиг. 2. Бандажированный прокатный валок содержит ось 1, бандаж 2, размещенный на оси 1 между ее буртом 3 и цилиндрическим кольцом 4 с разрезами 5 и проточкой 6, в которой размешено стопорное кольцо 7, вьпюлненное из проволоки с концевыми участками 8 и 9. Цилиндрическое кольцо 4 снабжено канавкой 10 и торцовой поверхностью 1, соприкасающейся с бандажом 2, и коническоГ юрчовой верхностью 12, соприкасающейся с торцовой поверхностью 13 проточки 14. Бандажированный прокатный валок собирают следующим образом. Размещают бандаж 2 на оси 1, устанавлквают цилиндрическое кольцо 4 в проточку 4. Заводят в разрез 5 концевой участок, 8 и, при водя валок во вращение, навивают проволоку с натягом в 3 кг/мм , размещая ее в проточke 6. Концевой участок 9 проволоки закрепляют в канавке 10. Цилиндрическое кольцо 4, сжимаемое стопорным кольцом 7, выполненным из навитой с натяжением прюнолоки. уменьшается по диаметру, коническая торцэ,4 вал поверхность 12 скользит по поверхности 13, торцовая поверхность 11 упирается в бапдаж 2 растягивает ось и сжимает бандаж. Разборку валка производят путем раскручивания проволоки. Формула изобретения Бандажированный прокатный валок по авт. св. № 503386, отличающийся тем, что, с целью упрощения сборки и разборки валка, стопорное кольцо выполнено из проволоки, навитой с натяжением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бандажированный прокатный валок | 1974 |
|
SU503386A1 |
| Прокатный валок | 1979 |
|
SU831243A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2283708C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ОПОРНОГО ВАЛКА ПРОКАТНОГО СТАНА | 2002 |
|
RU2218218C2 |
| Валковый узел | 1987 |
|
SU1704337A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ВАЛОК | 2012 |
|
RU2518836C1 |
| Прокатный валок | 1981 |
|
SU1085650A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |

11
срцгТ.
