внутренних диаметров деталей различных размеров. Устройство состоит из двух-полуцилиндров 2 и 3 и кольца, состоящего из двух полуколец 4 и 5, имеющих соответственно три пары измерительных поверхностей. Клин 12 проходит через сквозные продольные отверстия полуцилиндра 2, в которых у6- тановлены ролики. Нажатием на ручку 13 вызывают вертикальное перемещение
694
клина 12 в отверстиях полуцилиндра 2. При этом клин 12 перемещается по поверхностям роликов от своей узкой части к широкой и вызывает сближение полуцилиндров 2 и 3. На измеряющие поверхности сведенных полуцилиндров устанавливают контролируемую деталь. По показаниям отсчетного узла 10 судят о величине отклонения диаметра детали. 5 ил.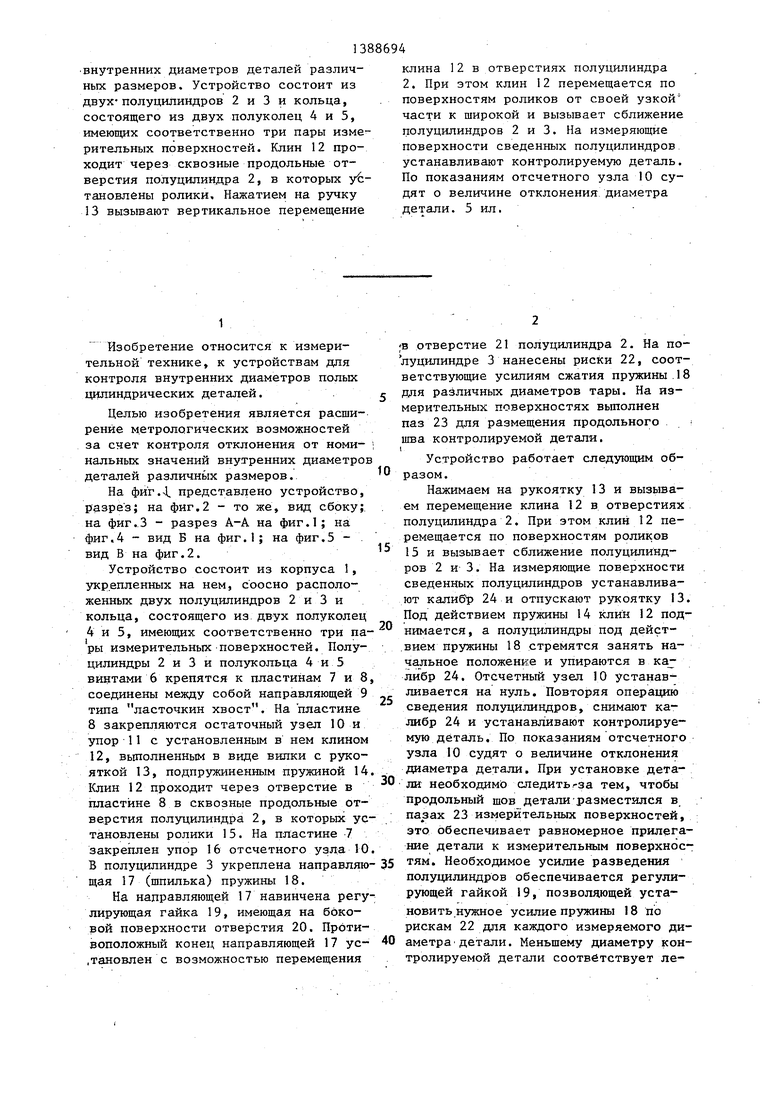
Изобретение относится к измерительной технике, к устройствам для контроля внутренних диаметров полых цилиндрических деталей в жестяночно- баночном производстве. Целью изобретения является расширение метрологических возможностей за счет контроля отклонений-от номинальных значений V ел W 00 00 00 сг со 4 1Q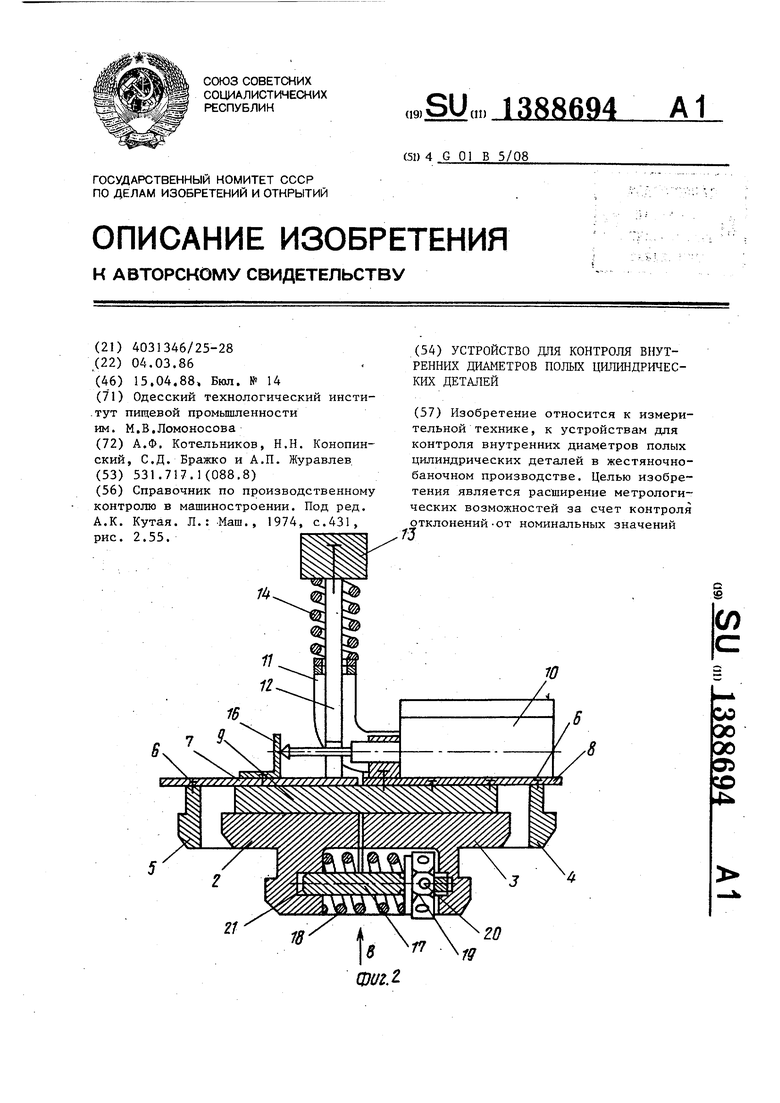
1
Изобретение относится к измерительной технике, к устройствам для контроля внутренних диаметров полых цилиндрических деталей. .
Целью изобретения является расширение метрологических возможностей за счет контроля отклонения от номи- нальных значений внутренних диаметров деталей различных размеров.
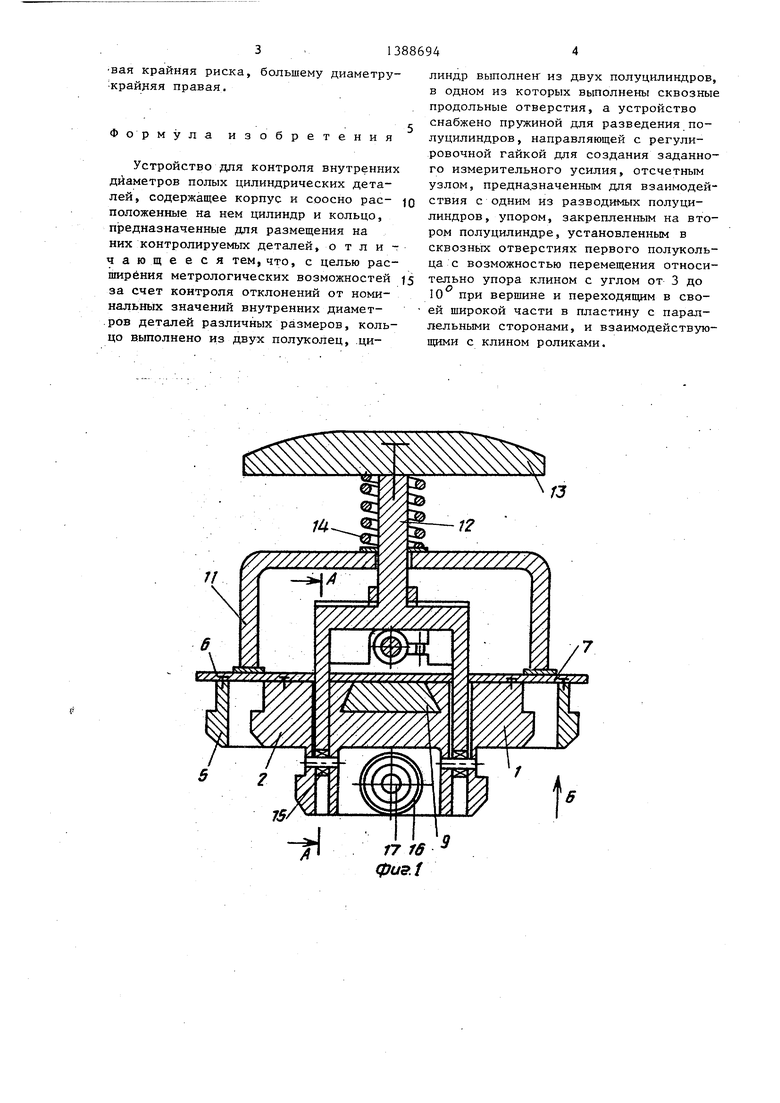
На фи г.4, представлено устройство, разрез; на фиг.2 - то же, вид сбоку; на фиг.З - разрез А-А на фиг.1; на фиг.4 вид Б на фиг.1; на фиг.З - . вид В на фиг.2.
Устройство состоит из корпуса 1, зпкрепленных на нем, соосно расположенных двух полуцилиндров 2 и 3 и кольца, состоящего из двух полуколец 4 и 5, имеющих соответственно три пары измерительных поверхностей. Полуцилиндры 2 и 3 и полукольца 4 и 5 винтами 6 крепятся к пластинам 7 и 8, соединены между собой направляющей 9 типа ласточкин хвост. На пластине В закрепляются остаточный узел 10 и упор 11 с установленным в нем клином 12, выполненным в виде вилки с рукояткой 13, подпружиненным пружиной 14 Клин 12 проходит через отверстие в пластине В в сквозные продольные отверстия полуцилиндра 2, в которых установлены ролики 15. На пластине 7 закреплен упор 16 отсчетного узла 10 В полуцилиндре 3 укреплена направляющая 17 (шпилька) пружины 18.
На направляющей 17 навинчена регулирующая гайка 19, имеющая на боковой поверхности отверстия 20. Противоположный конец направляющей 17 ус- ,тановлен с возможностью перемещения
5
0
5
0
5
0
;в отверстие 21 полуцилиндра 2. На полуцилиндре 3 нанесены риски 22, соответствующие усилиям сжатия пружины . 1В для различных диаметров тары. На измерительных поверхностях выполнен паз 23 для размещения продольного
шва контролируемой детали, I.
Устройство работает следующим образом.
Нажимаем на рукоятку 13 и вызываем перемещение клина 12 в отверстиях полуцилиндра 2. При этом клин 12 перемещается по поверхностям роликов 15 и вызывает сближение полуцилиндров 2 и 3. На измеряющие поверхности сведенных полуцилиндров устанавливают калиб р 24 и отпускают рукоятку 13. Под действием пружины 14 клин 12 поднимается , а полуцилиндры под дейст- .вием пружины 18 стремятся занять начальное положение и упираются в ка;;- либр 24. Отсчетный узел 10 устанав- ливается на нуль. Повторяя операцию сведения полуцилиндров, снимают калибр 24 и устанавхшвают контролируемую деталь. По показаниям отсчетного узла 10 судят о величине отклонения диаметра детали. При установке детали необходимо следитьгза тем, чтобы продольный шов детали-разместился в пазах 23 измерительных поверхностей, это обеспечивает равномерное прилегание детали к измерительным поверхностям. Необходимое усилие разведения полуцилиндров обеспечивается регулирующей гайкой 19, позволяющей установить нужное усилие пружины 1В по рискам 22 для каждого измеряемого диаметра детали. Меньшему диаметру контролируемой детали соответствует левая крайняя риска, большему диаметру- крайряя правая.
Ф о р мула изобретения
Устройство для контроля внутренних диаметров полых цилиндрических деталей, содержащее корпус и соосно рас- положенные на нем цилиндр и кольцо, предназначенные для размещения на них контролируемых деталей, о т л и - чающееся тем, что, с целью расширения метрологических возможностей за счет контроля отклонений от номинальных значений внутренних диамет- .ров деталей различных размеров, кольцо выполнено из двух полуколец, .ци;/
линдр выполнен из двух полуцилиндров, в одном из которых Выполнены сквозные продольные отверстия, а устройство снабжено пружиной для разведения полуцилиндров , направляющей с регулировочной гайкой для создания заданного измерительного усилия, отсчетным узлом, предназначенным для взаимодействия с одним из разводимых полуцилиндров, упором, закрепленным на втором полуцилиндре, установленным в сквозных отверстиях первого полукольца с возможностью перемещения относительно упора клином с углом от 3 до 10 при вершине и переходящим в своей широкой части в пластину с параллельными сторонами, и взаимодействующими с клином роликами.
.З
Buff Б
yTS
фие.Цвиде
(Duz.S
| Справочник по производственному контролю в машиностроении | |||
| Под ред | |||
| А.К | |||
| Кутая | |||
| Л.: -Маш., 1974, с.431, рис | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| гг | |||
