Next document : SU 1534354A1
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК
(19)
(51)5 G 01 М 3/40

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комплексного контроля резьбы и автомат для его осуществления | 1988 |
|
SU1534353A1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей | 1977 |
|
SU734498A1 |
| Устройство для контроля наружного диаметра резьбы на измерительной позиции | 1989 |
|
SU1702153A1 |
| Калибр резьбовой непроходной для контроля наружных резьб | 1990 |
|
SU1778495A1 |
| Автоматическая линия для прокатки сверл | 1988 |
|
SU1535668A1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей и способ изготовления резьбовых полуколец для него | 1988 |
|
SU1663381A1 |
| Устройство для контроля периметра округлых изделий | 1987 |
|
SU1534289A1 |
| Автомат для контроля деталей с наружной резьбой резьбовыми полукольцами | 1984 |
|
SU1224543A1 |
| Автомат для контроля внутренней резьбы гаек | 1958 |
|
SU121241A1 |
| Вихретоковый толщиномер | 1988 |
|
SU1534295A1 |

Изобретение может быть использовано в технологическом оборудовании, например в промышленных работах. Цель изобретения - повышение точности позиционирования в условиях работы с переменными внешними нагрузками. В процессе управления позиционным пневмоприводом непрерывно с помощью импульсного датчика 14 положения измеряют текущую координату рабочего органа 3 пневмоцилиндра 1, определяют величину рассогласования между текущей и заданной по линии 13 координатами на сумматоре 12 и скорость движения путем дифференциорования значения текущей координаты в звене 23. Далее формируют в зависимости от величины рассогласования уровень и длительность сигналов управления пневмораспределителями 8,9, подключенными к рабочим полостям 4,5, включают и выключают тормоз 2 в зависимости от величины рассогласования и скорости движения рабочего органа 3. Кроме того, определяют разность между сигналом, амплитуда которого соответствует текущей скорости рабочего органа, и сигналом постоянной амплитуды и знака на сумматоре 17, интегрируют сигнал в интеграторе 21 с постоянной амплитудой и знаком, соответствующим знаку полученной разности и результата интегрирования. Сигнал, поступающий с сумматора 18, модулируют в широтно-импульсном модуляторе 19, а подают его на пневмораспределители 8,9 в противофазе посредством инвертора 20. Тормоз 2 включают при выполнении условия /X3-X/3=0,5δ+K1/X/, где X3 и X - заданная и текущая коо
ц
ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГКНТ СССР
ОПИСАНИЕ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
1
(21)4407856/25-28
(22)120488
(46) 0701 90 Бюл № 1
(72) Е А Голованов, Л М Городынский
и В Б Горшков
(53)621 882626(0888)
(56)Добрынин Е М Приборы автомата ческого контроля размеров в машинострое нии - М Маштиз, 1960, с 220, фиг 82
(54)СПОСОБ КОМПЛЕКСНОГО КОН ТРОЛЯ РЕЗЬБЫ И АВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57)Изобретение откосится к машинострое нию, а именно к средствам и методам контроля резобы Цель изобретения - по вышение точности контроля путем обеспе
Изобретен относится к машичострое нию, а именно к методам и средствам контроля резьб
Цель изобретения - повышение точ ности контроля путем обеспечения возмож ности гарантированного вхождения резьбо вых базовых измерительных элементов в контролируемую резьб
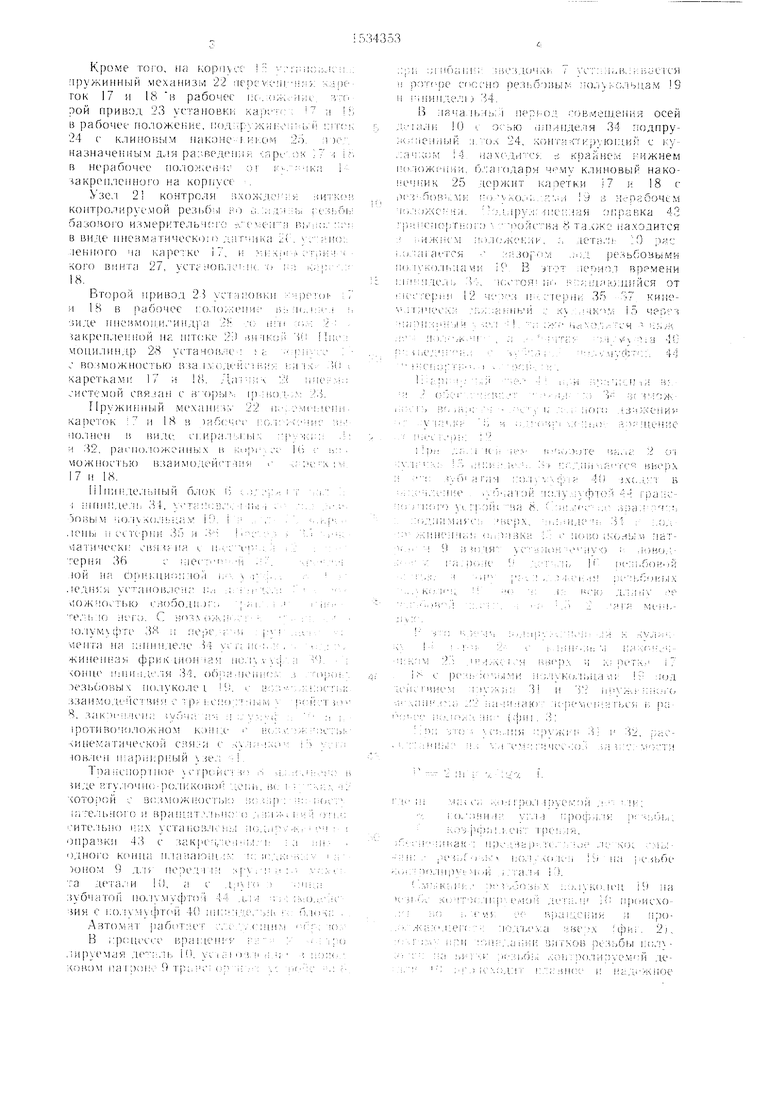
На фиг 1 показана кинематическая схема автомата,исходное состояние, на фиг 2 - схема узла контроля резьбы и второго привода установки кареток с измерительными эпемеч аии в размер жесткого ка inopa исходное положение, на фш 3 гс во время хстановкй измерительных э ементов по резьбе контре 1ир tvofi детали па фш 4 то же в по южечии контроля резьбы
Роторно-конвейерный автомат для комг лексного контроля резьб содержит уста новтенный в корпусе 1 ротор, включающий вал 2 с закрел 1енными на нем основа ниями 3 и 4, содержащими на каждой рабочей позиции ротооа узел 5 контроля и шпиндельный блок 6, становленные соот
чения 8озмох носчи гарантированного вхождения резьбовых базовых измерительных элементов в контролируемую резьб) Это достигается тем, что перемещают измерительные элементы в осевом направлении контролируемой резьбы с хсилием меньшим, чем усилие, которым обеспечивают размер жесткого калибра, а резьба в это время поворачивается вокруг своей оси и перемещается вдоть последней После фиксации датчиком показания резьбы измеритель- ого элемента к измерительным элементам прикладывают второе сндие, которое обеспечивает размер жесткого калибра В этом положении измените1ььых элементов произ водят контроль резьбы 2 с п ф-лы, 4 ил
ветственно на основаниях 3 и 4, звездочкой 7, огибаемой транспортным устройством 8 с становтелным на нем тавающим поводковым патроном 9 для де талеч 10 шестерней П для иредачи вращения от привода автомата (не пока зан) и свободно установленной относительно Heio шестерней 12, зафиксированной от вращения упором 13, закрепленным на корпусе 1 На корпусе 1, на траектории дви жения рабочих позиций ротора, закреплены к шчки 14 и 15
Узел 5 контроля содержит корпчс 16, в котором тановлены с возможностью перемещения в направлении перпендикулярном ос, резьбы каретки 17 и 18 с закрепленными на них базовыми измерительными элементами в виде резьбовых пол колец 19, ответным V310M 20 расхождения базовых измери элементов, з ,ом 21 контроля вхож тения витков контроinp емои резьбы во впадины резьбы базового измерите ibHOiо элемента
} pove ю о HC i on
1р лИНН11И VltXlHHi/ 21 IU
гок P i 1 в рабо1 i ои при в i 5 а но ни э в рабо it«. по о/ьи i i r i r i
Ч С k 1И1Ю1 Ч 1 Hah )П I (
назначе itoiM т. ы pa гг i, in
в nt paooMt i no ю t i
idk|)C II 1UIII J ) He Opr i ii
К I 2 КС it рГ 1ЯOil
kOin DO i. МОИ рс I (i I )
la -to ю о h-.M pi- it ID iii
В ВИ It IIH iV 1 1Ч1- A ь )II 1 1
icbimio la i i v KC i i
о BI H i i /7 i i к i
18
Ьг рол фиво i 2 -S г i о я i
1 1 В И Ю ) 41 (( IO I I
11 1.1 НИ ШО I IM
idkpt ri it юи if ii r v in мои i inn i 2S i ан (
В MO/hHOt ЫО , И IU
apOlкаvi 1 i l fi
1ft Г )M t РЯ 111 L 5 ) I I 1
IIpi /KHf НИИ )
a x r i-и 18 i i
ю пи и в и i ц iiin
i ir pa no t 1нь и
можпск i -о ь ) i и i
17 и lh
II I II 1 I R I ПЫИ О I 1
II I Uti
0 Ь О IV л1
1 111pi I
a i u л i i i i. i i cpitH hRI
юи i ()i i ни io i
t ,. С iH )I
0 /k О II) i r )O I J
t I fI IП
) u i i 5i.i
I 141III I R L i
КИИ II 1 ф( 1 К i 1 II
oi ц i и oo i
H Ы О Ы ПО 1 k( 1 1.
5 iaH (R Up I )
i IIU
p i MHO j ю i IOM i i ti
Mbt i I 141 КО С Я I
IOB I 11 I i I pi ЫИ i 1 ) 1 L О М II tp 1
t i i u pc ii n )i i i i
O 0 i Иi )/ К I
L I I I (В 1 II t II
in t i м i с i а к i jupa i i 4 3 с u с
IHOi (КПП II M 1 III
MiO I IU 11 II
т К i i иii
i 04 I i U HO I l } ) i 5ИЯ I О |)K , I-I
i I О I I IO I I,(I
К p ц t i i 11 i и ip t ч i-, u i I ii
IIi К I siI
(I H Of ) H)
II -,
Ьi,- j u iтi. i rjj,, л осей
iiИ; , n i R H З1 о пр
i iii4и , к ii i
a 11/rtrien
i л-U 1 (UdD-f J i h 1HHOBL I H3KO
L I HI 2 ) 1C П I II i 18 (
Ij)4LM
i|L J Si i i 1 ка 1
I J I i ч - I d ДИТ1.Я
L ii г; i
«)i11 ь о ib
f i5 i-IВр p-iH
l ji IL IT I 1 i -Гi и
)1
II )
i
IS
V 1 J1
101
I I i J
)
I 1
совмещение витков резьбы полуколец 19 с впадинами контролируемой резьбы. Это совмещение (фиг. 3) определяется пневматическим датчиком 26, который через пневмо- систему управления (не показана) давле- нием PI приводит в работу шток 29 пневмоцилиндра 28.
Шток 29 закрепленной на нем вилкой 30 передает усилие давления PI на карегк. 17 и IS и окончательно устанавливает их и закрепленные на них резьбовые полукольца 19 в рабочее положение.
После доворота детали 10 до упора в торец полуколец 19 ее вращение прекращается, при этом происходит проскальзывание фрикционных полумуфт 38 и 39.
Установка резьбовых полуколец 19 в рабочем положении в размер, равный размеру жесткого кольца-калибра,определяется отсчетным узлом 20.
Контролируемая резьба считается годной по приведенному среднему диаметру, если резьбовые полукольца 19 на резьбе детали 10 свелись до размера резьбы жесткого калибра.
Если сведения полуколец 19 до размера резьбы жесткого калибра не произошло - резьба считается дефектной.
В процессе продолжающегося вращения вала 2, после съема информации о размере :;онтро ;ируемой резьбы, пневмссистема управления снимает давление PJ с илевмо- цилиндр.-s 28.. и шгок 29 возвращается в исходное положение. Подпружиненный шток 24 от кулачка 14 клиновым наконечником 25 разводит каретки 17 и 18 в .нерабочее положение, шпиндель 34 о-; кулачка 15 вместе с подпружиненной оправкой 43 опускаются вниз и выводят проконтролированную деталь 10 из зоны расположения резьбовых полуколец 9.
При дальнейшем опускании шпинделя 3- происходит размыкание зубчатых подумуфт 40 я 44 и установка подпружиненной оправки 43 с деталью 10 в транспортном устройстве 8. которое перемещает деталь 10 к последующему ротору контроля или к сортирующему устройству (не показаны).
Далее цикл работы повторяется.
0
0
0
5
Формула изобретения
ПОВОДКОВЫМ H.rrpOliOYi. V.ViOM КОНТрОЛЯ 1:-()Ждення витков контролируемой резьбы во шк, ;ины резьбы измерительного элемента и вторым приводом установки кареток н рабочее положение до размера жесткого калибра, поводковый патрон установлен на транспортном устройстве споено измерительным элементам с возможностью взаимодействия с приводом автомата через имеющий возвратно-постунательное перемещение вращающийся шпиндель, а узел контроля вхождения витком и связанный; с мим второй привод становлены с возможностью взаимодействия с каретками.
