1 1
Изобретение относится к измерительной технике, а именно к автоматическим .устройствам для комплексного контроля наружной резьбы резьбовыми п ол ук ол ь цами,
Цель изобретения - упрощение конструкции и повышение эффективности контроля путем упрощения механизма пода чи деталей на измерение и сброс и повторного измерения деталей, первоначально признанных браком.
На фиг. 1 представлена схема автомата для контроля деталей с наружной резьбой резьбовыми полукольцами i на фиг. 2 - вид по стрелке А на фиг. 1 (узел контроля, вид сверху) .
Автомат содержит корпус 1, уста- новленные на нем бункер 2, механиам 3 поштучной вьщачи деталей, механизм 4 подачи деталей на измерение и сброс,, узел 5 разбраковки и узел контроля, выполненный в виде резьбовых полуколец 6 и 7, одно ий которых (6) закреплено жестко на корпусе t, другое (7) закреплено на рычаге 8 с возможностью перемещения относительно полукольца 6, механизма 9 сведения полуколец, отсчетного узла 10 и базовой плоскости 11.
Автомат снабжен шпинделем 12, ось которого параллельна оси резьбы полуколец, выполненным подпружиненным с помощью пружины 13 относитель- . но корпуса 1 в направлении своей оси, с возможностью поворота с помощью механизма 14 вокруг оси на 180 . Механизм 4 подачи деталей на измерение и сброс выполнен в виде рычага 15 и жестко прикрепленного к нему держателя 16 кольцевой формы. Ось держателя 16 перпендикулярна базовой плоскости 11, которая расположена на шпинделе 12 перпендикулярно его оси. Рычаг 15 установлен на резьбовом полукольце 7 с возможностью поворота относительно.него, подпружинен к нему с помощью пружины 17 и расположен над полукольцами 6 и 7 в зоне между ними, не препятствуя смыканию полуколец. Перемещение рьмага 15 относительно полукольца 7 ограничено упором 18. Рычаг 15 имеет приемную плоскость 19 для деталей 20.
Автомат работает следующим образом.
24543
Детали 20 из бункера 2 с по- мощью механизма 3 поштучной вьщачи поступают в механизм 4 подачи деталей на измерение и сброс на плос5 кость рычага 15. После начала дви-. жения полукольца 7 к полукольцу 6 приходит в движение также рычаг 15 и деталь 20 лотком бункера 2 с плоскости 19 сталкивается в держатель
10 16, а из него под действием собственного веса поступает на базовую плоскость 11., при этом верхней своей частью деталь 20 остается в держателе 16.
f5 При дальнейшем движении полукольца 7 деталь 20 с помощью держателя 16 перемещается до соприкосновения с неподвижным полукольцом 6, после чего сжимается пружина 17 и деталь
20 20 охватывается полукольцами 6 и 7, резьба которых входит в резьбу детали 20. Вхождению способствует погруженность шпинделя 12. После смыкания полуколец 6 и 7 производит25 ся измерение детали 20.
Если по результату контроля деталь признается годной, то полукольцо 7 отводится в исходное положение, а деталь 20 держателем 16
30 сталкивается с базовой плоскости 11 в узел 5 разбраковки, направляющий ее в лоток годных деталей.
Если деталь признается браком, то производится ее повторное изме35 рение. Для этого резьбовое полукольцо 7 отводится от полукольца 6 на столько, чтобы освободить деталь 20, оставляя ее на базовой плоскости 11. Шпинделю 12 сообщается по ворот на 180 вокруг своей оси. Вместе с ним производится поворот детали 20, которая находится на базовой плоскости 11. Кольцо 7 вновь подводится до смыкания с полуколь цом 6. Производится повторное измерение детали 20, после чего она при отводе полукольца 7 в исходное положение направляется держателем 16 в узел 15 разбраковки и, в заSO
висимости от результата контроля, поступает в лоток годных деталей или брака.
55 Формула изобретения
Автомат для контроля деталей с наружной . резьбой резьбовыми полукольцами, содержащий корпус, установленные на нем бункер, механизм поштучной вьщачи деталей, механизм подачи деталей на измерение и сброс узел разбраковки и узел контроля, выполненный в виде резьбовых полуколец, одно из которых закреплено жестко на корпусе, другое - с возможностью перемещения относительно него, механизма сведения полуколец, отсчетного узла и базовой плоскости для деталей, отличающийся тем, что, с целью упрощения конструкции и повьшения эффективности контроля, он снабжен шпинделем, ось которого параллельна оси
224543
резьбы полуколец, выполненным подпружиненным относительно корпуса в направлении своей оси, с возможностью поворота на 180 вокруг нее, 5 механизм подачи деталей на измерение и сброс выполнен в виде рычага и держателя кольцевой формы, жестко прикрепленного к рычагу, ось держателя перпендикулярна бызовой плос- 10 кости, рычаг установлен на подвижном резьбовом полукольце с возможностью поворота относительно него, подпружинен к нему и расположен над полукольцами в зоне между ними, а t5 базовая плоскость расположена на птинделе перпендикулярно его оси.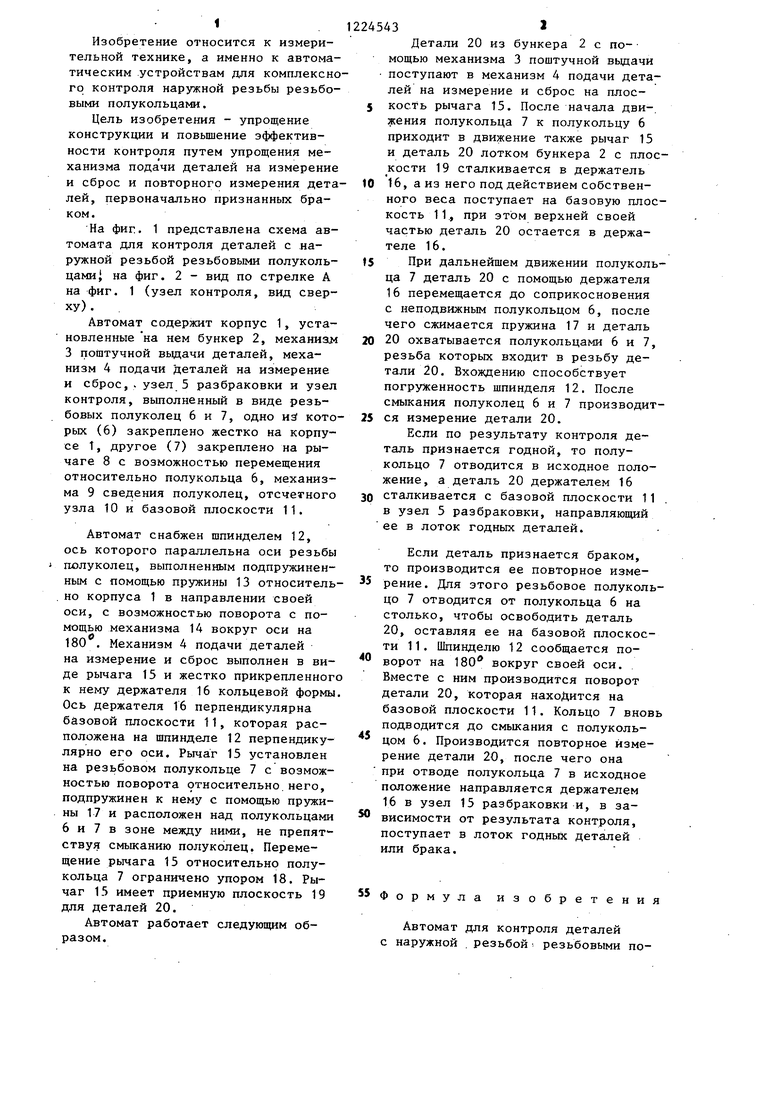
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля среднего диаметра наружной резьбы деталей и способ изготовления резьбовых полуколец для него | 1988 |
|
SU1663381A1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей | 1977 |
|
SU734498A1 |
| Устройство для контроля внутренней резьбы калибром | 1985 |
|
SU1357687A2 |
| Устройство для автоматического контроля диаметров наружной резьбы деталей | 1980 |
|
SU929991A1 |
| СПОСОБ КОНТРОЛЯ НЕДОРЕЗА РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2349873C1 |
| Способ управления позиционным пневмоприводом и устройство для его осуществления | 1988 |
|
SU1534218A1 |
| Автомат для контроля наружной резьбы деталей | 1986 |
|
SU1395929A1 |
| Автомат для контроля резьбы деталей | 1990 |
|
SU1710987A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| Устройство для измерения приведенного среднего диаметра резьбовых деталей типа шпилек | 1977 |
|
SU657232A1 |


Изобретение относится к измерительной технике. Цель изобретения - упрощение конструкции и повьшение эффективности контроля. Это достигается тем, что механизм подачи детали на измерение и сброс выполнен в виде рычага, к которому жестко прикреплен держатель кольцевой форма. Рычаг установлен на подвижном резьбовом полукольце, подпружинен к нему и расположен над полукольцами в зоне между ними. Автомат снабжен шпинделем, ось которого параллельна оси резьбы полуколец, выполненным с возможностью поворота вокруг оси на 180 и подпружиненным в направлении оси. Контролируемая деталь из бункера поступает в держатель, а из него на базовую плоскость, закрепленную на шпинделе, оставаясь верхней частью в держателе. За счет перемещения полукольца к полукольцу производится захват детали полукольцами и затем ее контроль. Если деталь признается браком, то полукольцо отводится от полукольца лишь на столько, чтобы освободить деталь. Шпинделю сообщается поворот на 180°, после чего вновь сводятся полукольца и производится повторный контроль детали. Его результат является окончательньм. Полукольцо отводится в исходное положение, а деталь сталкивается держателем с базовой плоскости в механизм разбраковки. Таким образом, за счет повторного автоматического измерения детали, первоначально признанной браком, повышается эффектив- ность контроля. 2 ил. Q @ (Л
фи8.1
дидА
Редактор А.Огар
Составитель М.Евсюнин Техред Г.Гербер
Заказ 1911/35
Тираж 670Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Максимишинец
