N3
05
;о со
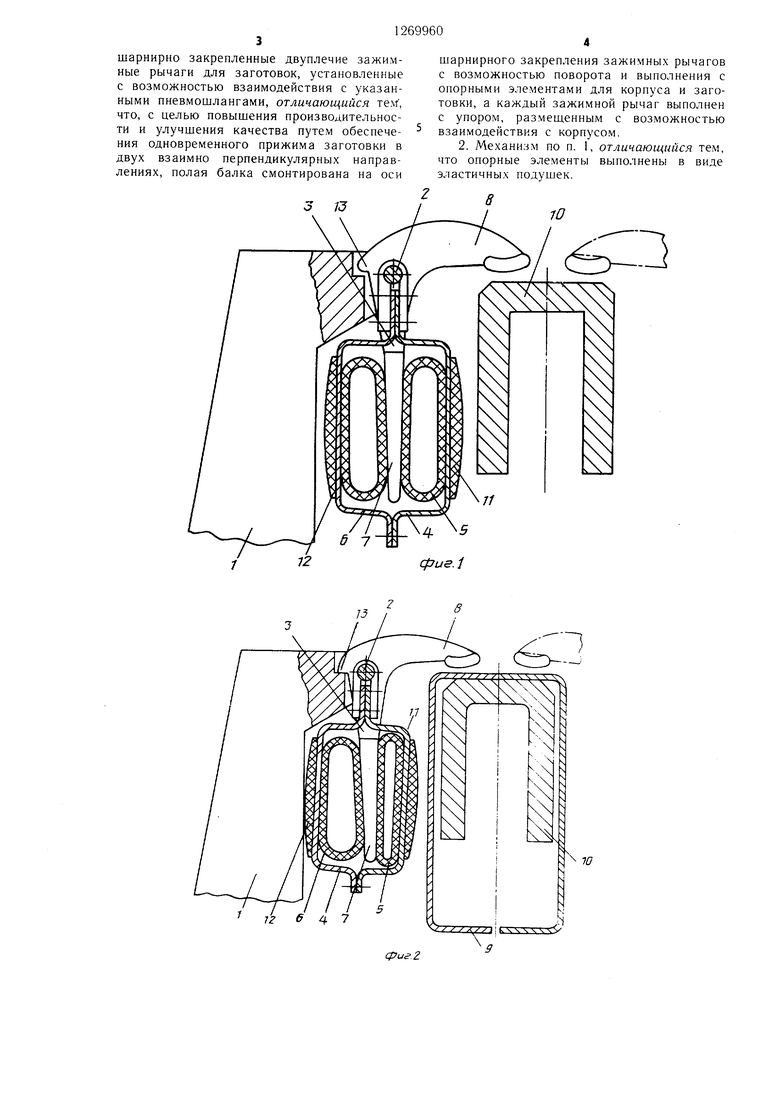
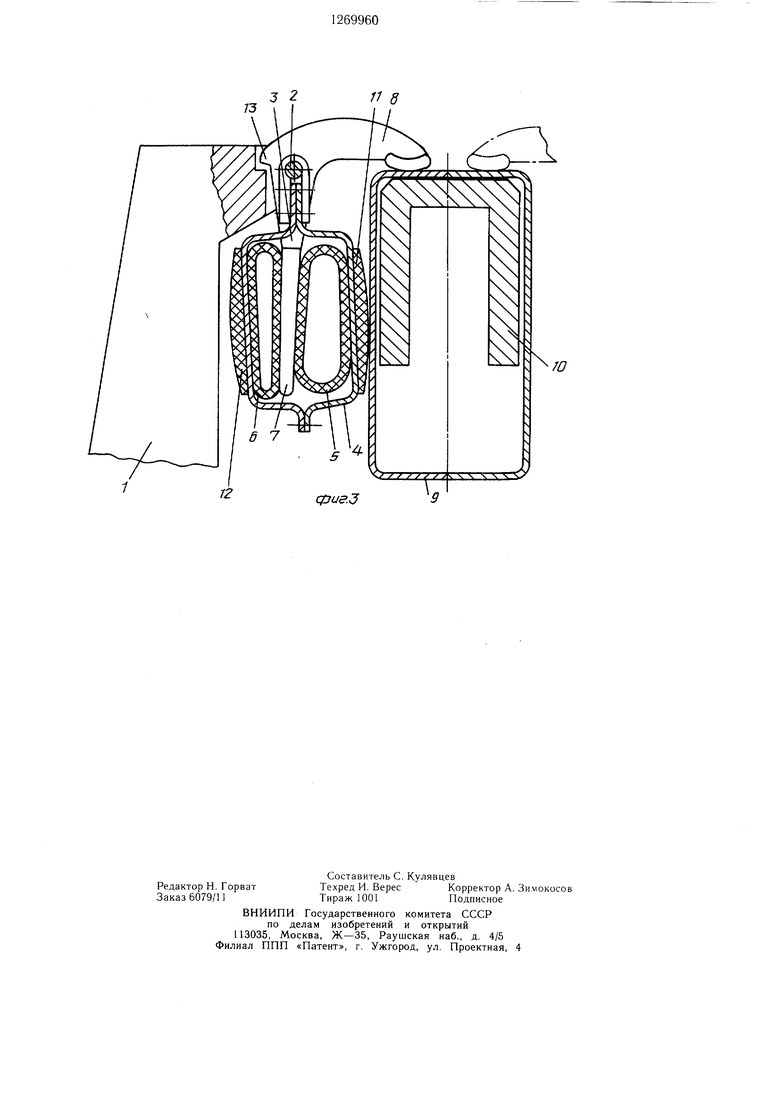
О5 Изобретение относится к машиностроению, в частности к вспомогательной оснастке для сборочно-сварочных работ, и может быть использовано, например при сварке прямоугольных обечаек из тонкостенных П-образных заготовок. Целью изобретения является повышение производительности и улучшение качества путем одновременного прижима заготовки в двух взаимно перпендикулярных направлениях. На фиг. 1 показан механизм прижима в исходном состоянии; на фиг. 2 - то же, в положении разжима с установленными на ложементе заготовками; на фиг. 3 - то же, в положении зажима и сварки. Механизм прижима содержит корпус 1 с укрепленной на нем осью 2, на которой шарнирно установлены Г-образные двуплечие зажимные рычаги 3 и полая балка 4 с уложенными в ней зажимаюшим 5 и разжимающим 6 пневмошлангами. Плечо 7 двуплечих рычагов 3 размещено между пневмошлангами 5 и 6, а плечо 8 контактирует П-образной заготовкой 9, установленной на консольный ложемент 10. Балка 4 оснащена с двух наружных сторон эластичными подущками 11 и 12, подушка 11 взаимодействует с заготовкой 9, а подушка 12 - с корпусом 1. Рычаги 3 выполнены с упорами 13, размещенными с возможностью взаимодействия с корпусом 1. Механизм прижима работает следующим образом. В исходном состоянии (фиг. 1), когда пневмошланги 5 и 6 сообщаются с окружающей ат.мосферой, и сжатый воздух не подается в пневмошланги, рычаги 3 ни плечом 8, ни упором 13 не контактируют ни с ложементом 10, ни с корпусом 1 соответственно и занимают среднее положение между положением зажима и положением разжима. Среднее положение между ложементом 10 и корпусом 1 занимает и балка 4, также не контактирующая в исходном соетоянии эластичными подушками 11 и 12 ни с ложементом 10, ни с корпусом 1 соответственно. Перед сваркой механизм прижима приводится в положение разжима (фиг. 2), для чего сжатый воздух подается в разжимающий пневмошланг 6, а зажимающий пневмошланг сообщается с окружающей атмосферой. Разжимающий пневмощланг 6, расщиряясь, поворачивает двуплечие рычаги 3 до соприкосновения упоров 13 с корпусом 1, при этом плечо 8 устанавливается над ложементом 10 с зазором, необходимым для удобной установки сваривае.мой заготовки 9 на ложементе 10. Одновременно с поворотом рычагов 3 балка 4, сжимая пневмощланг 5 и выталкивая из него воздух в окружающую атмосферу, поворачивается вокруг оси 2 навстречу вращению рычагов до соприкосновения укрепленной на ней эластичной подущки 12 с корпусом 1. При этом между подушкой 11 и ложементом 10 устанавливается зазор, необходимый для установки заготовки. В этом положении на консольный ложемент 10 укладываются заготовки 8 без стыковки их кромок (фиг. 2). После укладки заготовок на ложемент сжатый воздух из разжимающего пневмощланга 6 выпускается в окружающую атмосферу и подается в зажимающий пневмошланг 5, который, расширяясь, осуществляет встречное вращательное движение Г-образных рычагов 3 и балки 4 (фиг. 3). При этом Б контакт с заготовкой 9 рычаги 3 вступают плечом 8, а балка 4 - эластичной подушкой 11. Встречное вращательное движение балки 4 и рычагов 3 продолжается до момента, пока не будет выбран зазор между кромками заготовок 9. В момент стыковки возникает усилие реакции кромок и, соответственно зажимные усилия от рычагов 3 в вертикальном направлении и от балки 4 в горизонтальном направлении. Таким образом, кромки собираемых частей изделия состыкованы, совмещены в одной плоскости и можно производить сварку. Равномерное распределение вертикальных зажимных усилий вдоль свариваемых заготовок обеспечивается наличием ряда рычагов 3, приводимых в действие общим зажимным пневмощлангом 5, а равномерность горизонтальных зажимных усилий обеспечивает эластичная подушка 11, установленная на балке 4. После сварки механизм прижима приводится в положение разжима, сваренные заготовки снимаются с ложемента и устанавливаются другой стороной для сварки по второму щву. Пустотелая балка, и которой уложены зажимающий и разжимающий пнев.мощланги, взаимодействующие с зажимными рычагами, установлена подвижно и наряду с рычагами также создает зажимное усилие. Это позволяет получить зажимные усилия в двух взаимно перпендикулярных направлениях: в вертикальном - рычагами, в горизонтальном - балкой через эластичную подушку. Горизонтальные зажимные усилия осуществляют стыковку кромок свариваемых заготовок, а вертикальные - совмещение их в одной плоскости и окончательный зажим. Формула изобретения 1. Механизм прижима, преимущественно тонкостенных П-обраэных заготовок под сварку, содержащий корпус, смонтированную на корпусе полую балку с зажимающим и разжи.мающим пнев.мошлангами и
шарнирно закрепленные двуплечие зажимные рычаги для заготовок, установленные с возможностью взаимодействия с указанными пневмошлангами, отличающийся тем, что, с целью повышения производительности и улучшения качества путем обеспечения одновременного прижима заготовки в двух взаимно перпендикулярных направлениях, полая балка смонтирована на оси
шарнирного закрепления зажимных рычагов с возможностью поворота и выполнения с опорными элементами для корпуса и заготовки, а каждый зажимной рычаг выполнен с упором, размешенным с возможностью взаимодействия с корпусом.
2. Механизм по п. 1, отличающийся тем, что опорные элементы выполнены в виде эластичных подушек.
фиаЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм прижима | 1988 |
|
SU1532262A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Кантователь | 1986 |
|
SU1442353A1 |
| Установка для сварки листовых изделий | 1980 |
|
SU941121A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ И СВАРКИ | 1971 |
|
SU297459A1 |
| Машина для сварки дугой, вращающейся в магнитном поле | 1988 |
|
SU1712090A1 |
| МЕХАНИЗМ ПРИЖИМА ЛИСТОВОГО МАТЕРИАЛА | 1971 |
|
SU316558A1 |
| Загрузочное устройство | 1987 |
|
SU1502247A1 |
| МЕХАНИЗМ ПЕРЕНОСА МНОГОПОЗИЦИОННОГО ВЫСАДОЧНОГО АВТОМАТАФОНДбис; | 1972 |
|
SU430933A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
Изобретение относится к вспомогательной оснастке для сборочно-сварочных работ и может быть использовано, например, при сварке прямоугольных обечаек из П-образных заготовок. Для обеспечения одновременного прижима заготовки в двух взаимно перпендикулярных направлениях механизм содержит корпус, шарнирно закрепленные на корпусе двуплечие зажимные рычаги для заготовок и смонтированную на оси шарнирного закрепления зажимны.х рычагов с возможностью поворота полую балку с зажимающим и разжимающим пневмощлангами. Полая балка выполнена с опорными элементами в виде эластичных подущек для корпуса и заготовки, а зажимные рычаги - с упорами для корпуса. Каждый зажимной рычаг размещен с возможностью взаимодействия с зажимающим и разжимающим пневмошлангами. 1 з. п. ф-лы, 3 ил.
| МЕХАНИЗМ ПРИЖИМА ЛИСТОВОГО МАТЕРИАЛА | 0 |
|
SU316558A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
