со
00
со со
VI
I
14)
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки профильного материала | 1979 |
|
SU863202A1 |
| Штамп для резки гнутых П-образных профилей | 1985 |
|
SU1328088A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для резки профильного материала | 1977 |
|
SU642096A1 |
| Штамп для резки П-образных профилей | 1981 |
|
SU963729A1 |
| Штамп для резки Z-образных профилей | 1986 |
|
SU1424991A1 |
| Штамп для резки профильного материала | 1989 |
|
SU1775242A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Штамм для резки профильного материала | 1986 |
|
SU1386388A2 |
| ШТАМП ДЛЯ РАЗДЕЛЕНИЯ ПРОКАТА | 1972 |
|
SU429902A1 |
Изобретение относится к обработке металлов давлением, а именно к заготовительному производству машиностроительных предприятий, и может быть использовано при резке профильного материала П-об- разного профиля. Цель - повышение качества реза и исключение явления наклепа. Цель достигается выполнением проточки между переходной прямолинейной площадкой и верхним ступенчатым участком пуансона. Касательной к пуансону является продолжение режущей кромки верхнего ступенчатого участка. Горизонтальная плоскость, проходящая через ось отверстия, служит продолжением переходной прямолинейной площадки. 2 ил. S (Л
Фиг.1
Изобретение относится к обработке металлов давлением, а именно к заготовительному производству машиностроительных предприятий, может быть использовано при резке профильного материала П-образного профиля и является усовершенствованием штампа для резки профильного материала по авт. св. № 863202.
Целью изобретения является повышение качества реза и исключение явления наклепа.
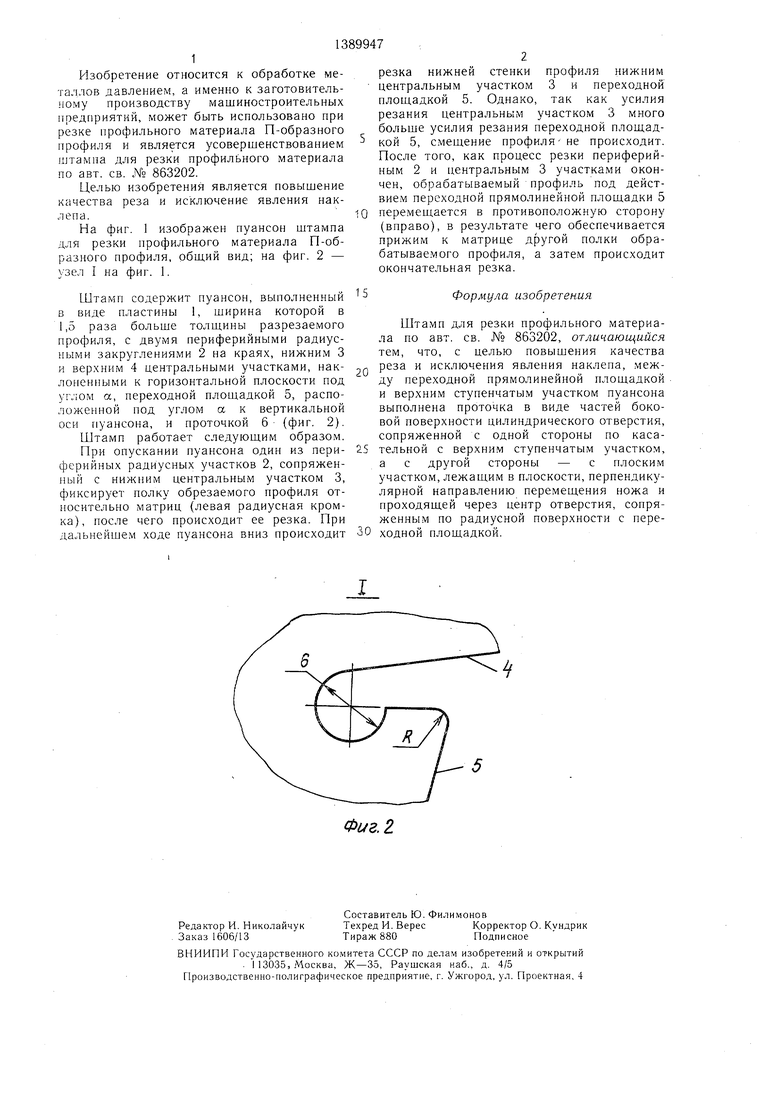
На фиг. 1 изображен пуансон штампа для резки профильного материала П-образного профиля, обш,ий вид; на фиг. 2 - узел I на фиг. 1.
Штамп содержит пуансон, выполненный в виде пластины 1, ширина которой в 1,5 раза больше толш.ины разрезаемого профиля, с двумя периферийными радиусными закруглениями 2 на краях, нижним 3 и верхним 4 центральными участками, наклоненными к горизонтальной плоскости под УГ.ЛОМ а, переходной плош,адкой 5, расположенной под углом а к вертикальной оси пуансона, и проточкой 6 {фиг. 2).
Штамп работает следуюшим образом.
При опускании пуансона один из периферийных радиусных участков 2, сопряженный с нижним центральным участком 3, фиксирует полку обрезаемого профиля относительно матриц (левая радиусная кромка), после чего происходит ее резка. При дальнейшем ходе пуансона вниз происходит
резка нижней стенки профиля нижним центральным участком 3 и переходной площадкой 5. Однако, так как усилия резания центральным участком 3 много больше усилия резания переходной площадкой 5, смешение профиля- не происходит. После того, как процесс резки периферийным 2 и центральным 3 участками окончен, обрабатываемый профиль под действием переходной прямолинейной площадки 5
перемещается в противоположную сторону (вправо), в результате чего обеспечивается прижим к матрице другой полки обрабатываемого профиля, а затем происходит окончательная резка.
15
Формула изобретения
Штамп для резки профильного материала по авт. св. № 863202, отличающийся тем, что, с целью повышения качества реза и исключения явления наклепа, между переходной прямолинейной п„1ощадкой и верхним ступенчатым участком пуансона выполнена проточка в виде частей боковой поверхности цилиндрического отверстия, сопряженной с одной стороны по касательной с верхним ступенчатым участком, а с другой стороны - с плоским участком, лежащим в плоскости, перпендикулярной направлению перемещения ножа и проходящей через центр отверстия, сопряженным по радиусной поверхности с переходной площадкой.
