4
to
4
;о
СО
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки Z-образных профилей.
Цель изобретения - повьшение надежности штампа для резки Z-образных профилей и упрощение его конструкции.
На фиг. I изображен штамп для д
резки Z-ббразньк профилей, исходное
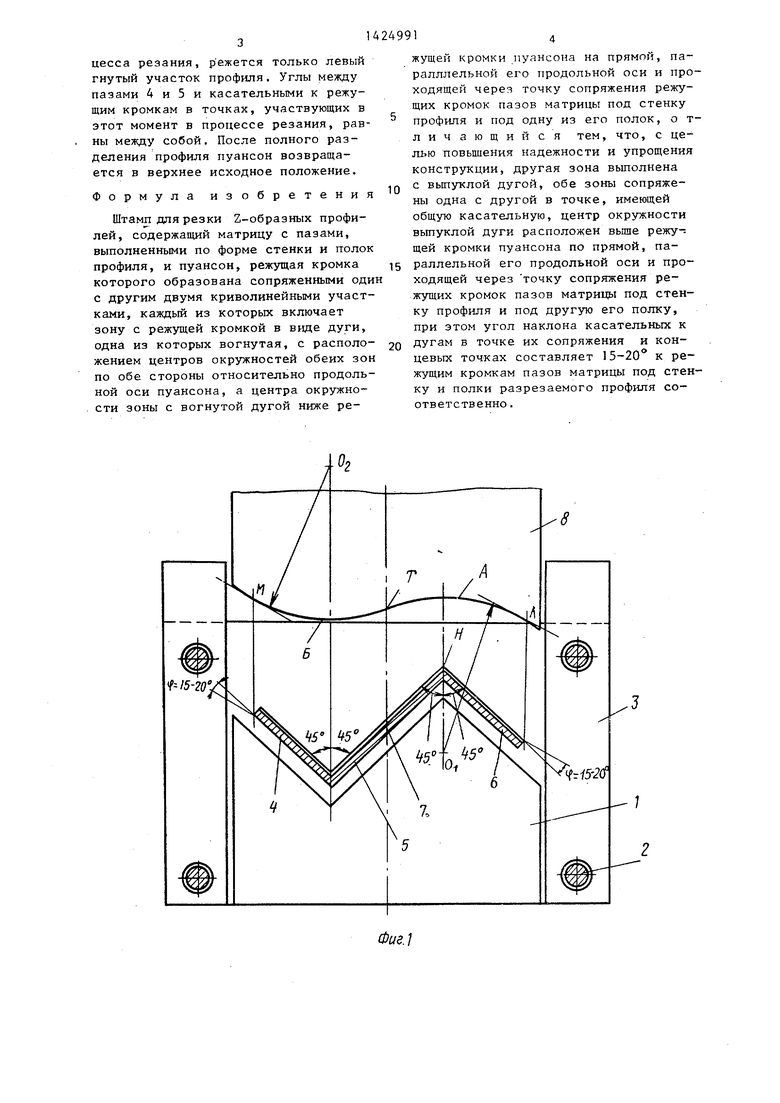
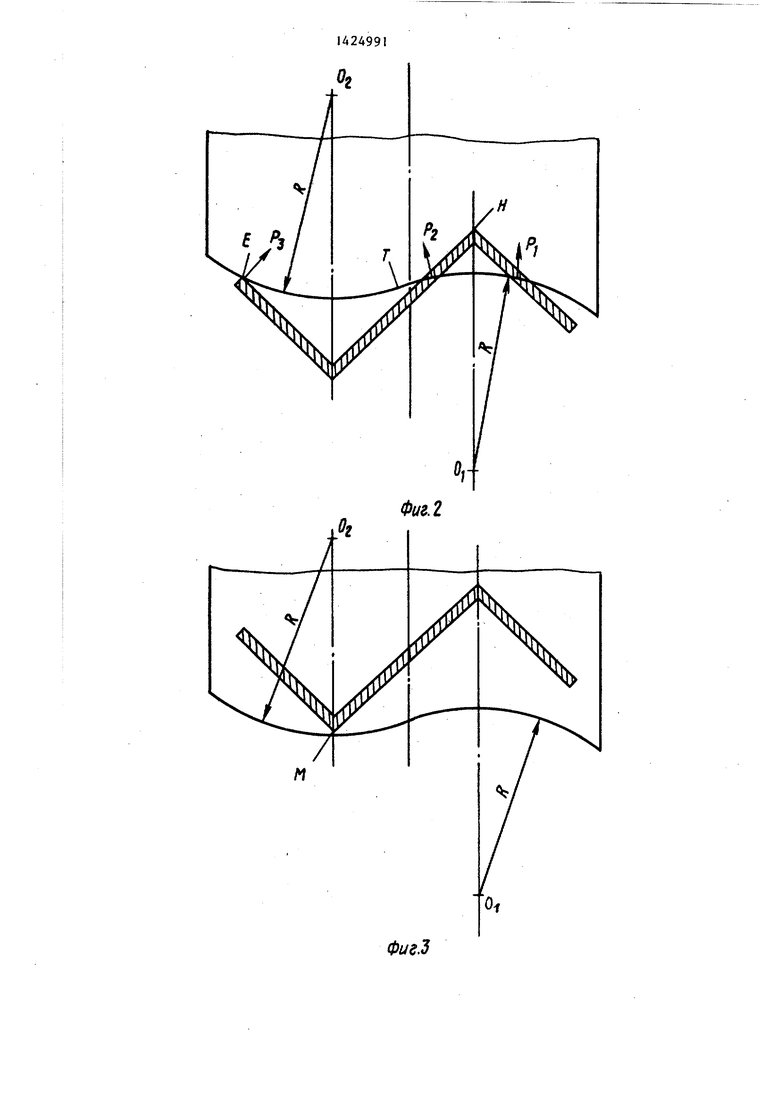
положение пуансона, общий вид на фиг. 2 - то же, промежуточное положение пуансона , на фиг. 3 - то же, конечное положение пуансона; 15
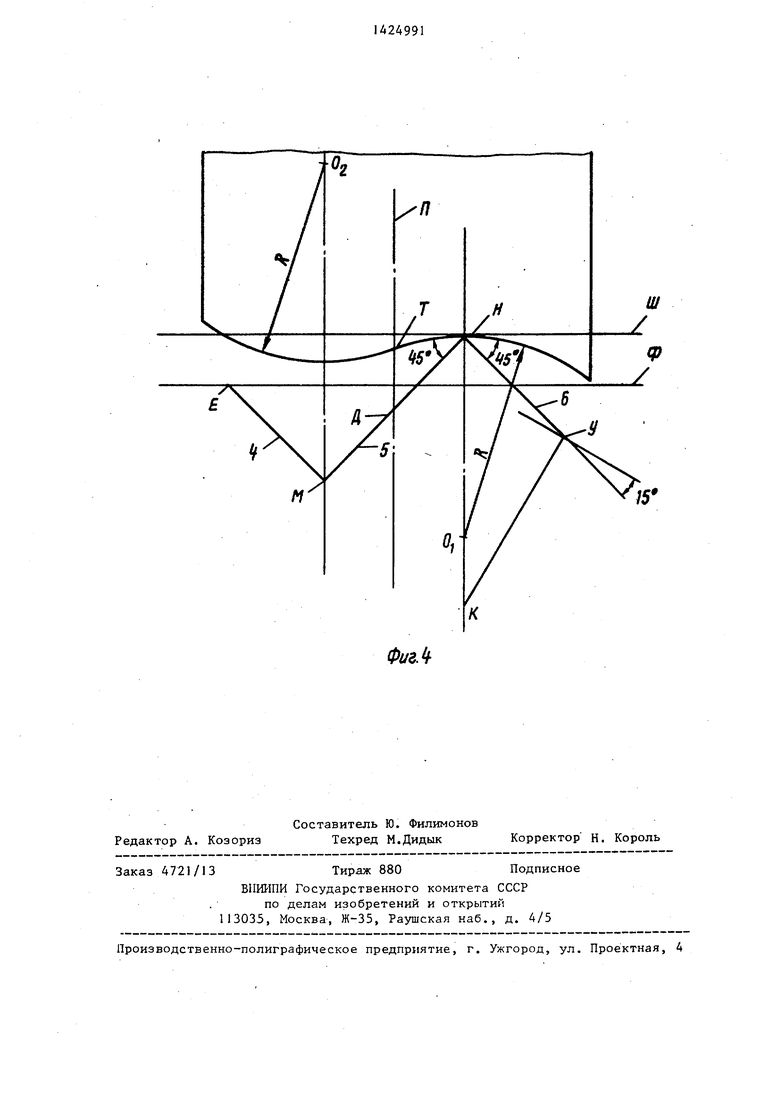
на фиг. 4 - профиль режущей
кромки пуансона.
Штамп для резки Z-образных профилей содержит две полуматрицы 1, стянутые между собой болтами 2, с 20 обеспечением необходимого зазора между ними за счет направляющих
пластин 3. Пазы 4-6 матрицы вьшолнены по форме резрезаемого Z-образного профиля 7. Пуансон 8 имеет режу- 25 щие кромки А и Б выполненные по радиусам, центры 0 и 0 которых лежат на вертикальных прямых, проходящих через точки сопряжения через матрицы под стенку и полки ЗО профиля. Центры 0 и Oj, лежат по разные стороны режущих кромок, в результате чего кромка А - вогнутая, Б - вьтуклая, точка Т - точка сопряжения режущих кромок, лежащая на про-,, дольной оси пуансона. Пазы матрицы под полки профиля составляют острые углы 15-20 с касательными, проведенными к режущим кромкам пуансона в точках, лежащих в одной верти- дд кальной плоскости с соответствующими крайними точками зтих пазов матрицы. Ширина пазов матрицы выполнена с обеспечением свободной установки профиля на рез, т.е. на 1-2- мм 5 больше толщины стенки и полок Z-образного профиля. Длина пазов 4 и 6 матрицы больше длины полок профиля 7 на 1-2 мм. Пазы матрицы образуют с вертикальной и горизонтальной плос- CQ костями острые углы в 45.
Для пояснения профилирования режущей кромки пуансона приводят необходимые графические построения.
Проводят продольную ось П пуан- „ сона (фиг. 4). Относительно нее строят вертикальные линии, проходящие через точки М и Н - точки сопряжения средних продольных осей пазов
4-6 матрицы, при этом последние образуют с ними углы 45. Ось П проходит через центральную точку паза 5 (точка Д). Через точку У-крайнюю точку паза 6 под правую полку профиля проводят прямую под углом 15 к пазу 6 и строят из нее перпендикуляр УК до пересечения им вертикальной прямой в точке К. Из точки К откладывают вниз отрезок величиной УК, в результате чего получают центр 0. Из центра 0 радиусом УК строят кривую до пересечения оси П пуансона в точке Т, из которой той же величиной радиуса отмечается точка его пересечения с другой вертикальной прямой - точка 0, центр радиуса другого криволинейного участка. Режущие кромки пуансона строят из центров 0 и 0 радиусами величиной 0 УК;
Штамп для резки профилей работает следующим образом.
В пазы 4-6 матрицы устанавливают разрезаемый профиль 7. Включают механизм перемещения пуансона. В первоначальный момент рарезаемого профиля режущие кромки пуансона касаются в точке Н (фиг. 4), точке сопряжения пазов матрицы под стенку и правую полку. При дальнейшем перемещении пуансона вниз проводят рез гнутого участка профиля и последующее одновременное резание его правой полки и правой части стенки, при этом углы, образованные пазами 5 и 6 матрицы и касательными к режущим кромкам пуансона в точках, лежащих в одних вертикальных плоскостях с соответствующими точками разрезаемого профиля, равны между собой. После того, как режущая кромка Б пуансона коснется в точке Е левой полки профиля, начинается ее рез при продолжающемся резе правой полки и правой части стенки профиля. После касания пуансоном разрезаемого профиля в точке Т резание левой полки и левой части стенки профиля продолжается под одинаковыми углами, образованными пазами 4 и 5, или соответственно левой полкой и стенкой профиля, и касательными, проведенными в соответствующих точках режущих кромок, участвующих в этот момент в ;процес- се реза. После дорезания правой полки, в заключительный момент процесса резания, режется только левый гнутый участок профиля. Углы между пазами 4 и 5 и касательными к режущим кромкам в точках, участвующих в этот момент в процессе резания, равны между собой. После полного разделения профиля пуансон возвращается в верхнее исходное положение.
Формула изобретения
Штамп для резки Z-образных профилей, содержащий матрицу с пазами, выполненными по форме стенки и полок профиля, и пуансон, режущая кромка которого образована сопряженными оди с другим двумя криволинейными участками, каждый из которьк включает зону с режущей кромкой в виде дуги, одна из которых вогнутая, с расположением центров окружностей обеих зон по обе стороны относительно продольной оси пуансона, а центра окружности зоны с вогнутой дугой ниже ре0
5
0
жущен кромки пуансона на прямой, па- ралллельной его продольной оси и проходящей через точку сопряжения режущих кромок пазов матрицы под стенку профиля и под одну из его полок, о т- личающийся тем, что, с це- лью повьш1ения надежности и упрощения конструкции, другая зона выполнена с выпуклой дугой, обе зоны сопряжены одна с другой в точке, имеющей общую касательную, центр окружности вьтуклой дуги расположен выше режу-, щей кромки пуансона по прямой, параллельной его продольной оси и проходящей через точку сопряжения режущих кромок пазов матрицы под стенку профиля и под другую его полку, при этом угол наклона касательных к дугам в точке их сопряжения и концевых точках составляет 15-20 к режущим кромкам пазов матрицы под стенку и полки разрезаемого профиля соответственно .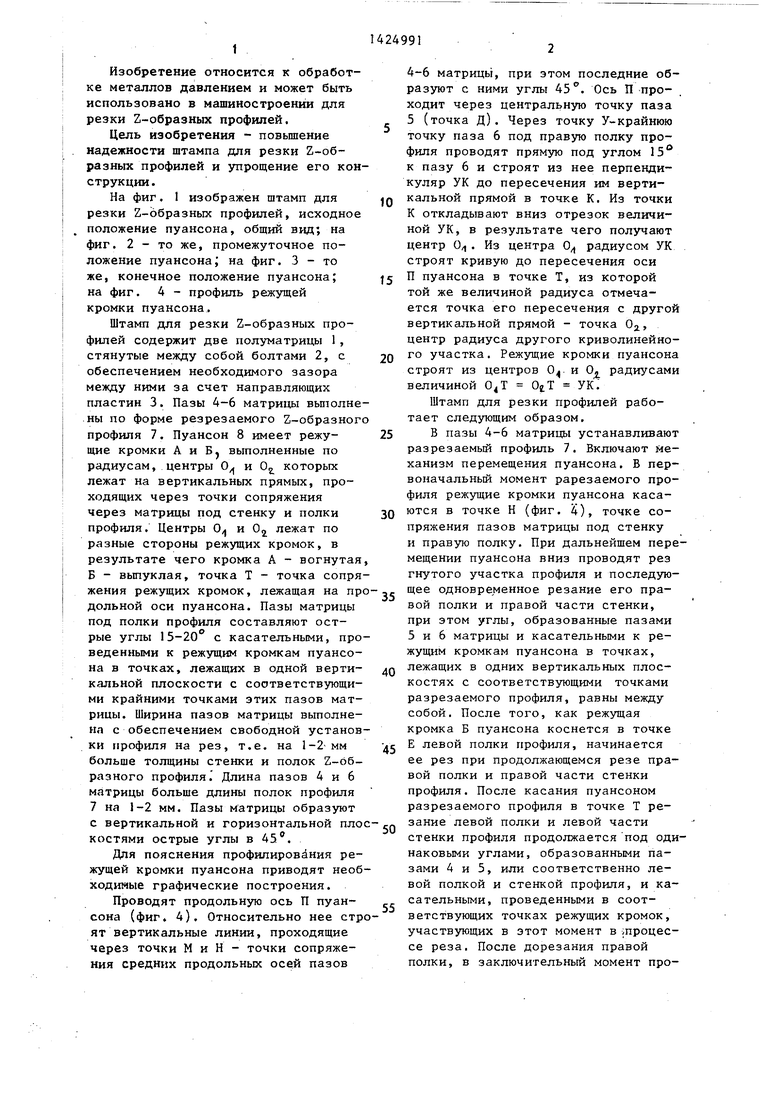
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки гнутых П-образных профилей | 1985 |
|
SU1328088A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для резки профильного материала | 1986 |
|
SU1389947A2 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| Штамп для резки П-образных профилей | 1989 |
|
SU1620224A1 |
| ПАРНОЕ РАЗЪЕМНОЕ РЕБРО | 1999 |
|
RU2178607C2 |
| Штамп для резки П-образных профилей | 1981 |
|
SU963729A1 |
| Способ разделения гнутых швеллеров и инструмент летучих ножниц для его осуществления | 1988 |
|
SU1597253A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки Z-образных профилей. Цель - повьвпение надежности штампа и упрощение его конструкции. В пазы 4-6 матр ицы устанавливают разрезаемый профиль 7. При перемещении пуансона разделение профиля начинается в точке Н, затем производится рез гнутого участка профиля и последующее одновременное резание его правой полки и правой части стенки. После того, как режущая кромка Б пуансона коснется в точке Е левой полки профиля, начинается ее рез при продолжающемся резе правой полки и правой части стенки профиля. После касания пуансоном разрезаемого профиля в точке Т резание левой полки и левой части стенки профиля продолжается под .одинаковыми углами, образованными пазами 4 и 5, или соответственно левой полкой и стенкой профиля и касательными, проведенными в соответствующих точках режущих кромок, участвующих в этот момент в процессе реза. После полного разделения профиля пуансон возвращается в верхнее исходное положение. 4 ил. (Л
Фиг. 2
Фие.З
ФигЛ
| Крьшов Н.И | |||
| и др | |||
| Оборудование для резки гнутых профилей проката в линиях профилегибочных агрегатов в СССР и за рубежом | |||
| М., НИИинформтяж- маш, 1969, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
