1-1
(Л
го

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки пруткового материала | 1983 |
|
SU1103966A1 |
| Штамп для резки профильного материала | 1980 |
|
SU1034853A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для резки прутковогоМАТЕРиАлА | 1978 |
|
SU816706A1 |
| Штамп для резки профиля на заготовки | 1974 |
|
SU507413A1 |
| Штамп для резки пруткового материала | 1980 |
|
SU870016A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для резки прутка на заготовки | 1983 |
|
SU1094683A1 |
| Устройство для разделения проката и труб с надрезом | 1984 |
|
SU1303292A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для разделения профильного материала на заготовки. Цель - расширение технологических возможностей штампа для резки профильного материа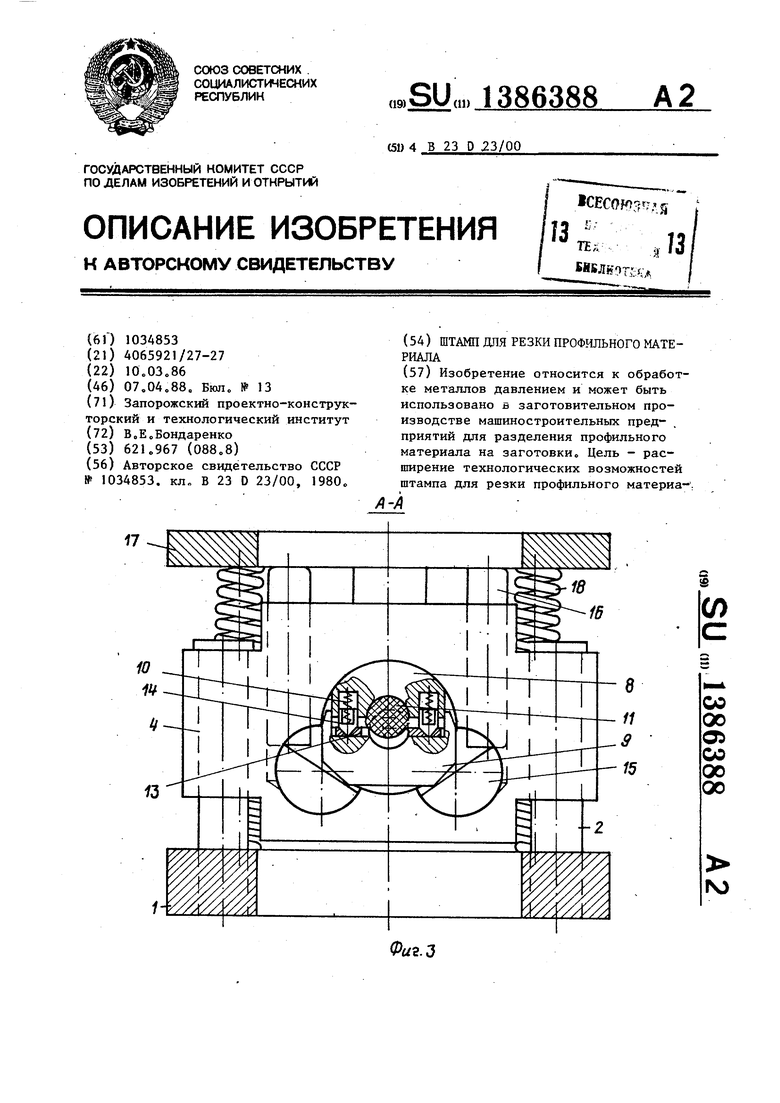
Фа2.:5
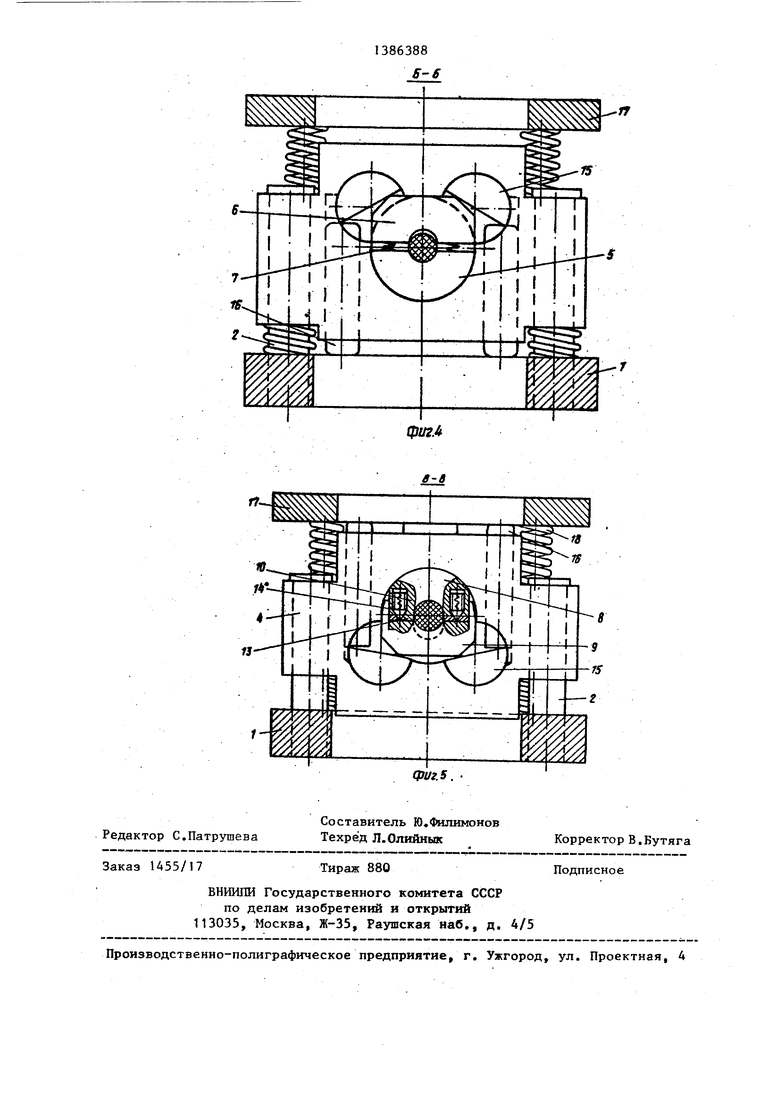
ла„ Разрезаемый прокат (РП) 11, поданный до упора в плоскость, образованную смещением проходного отверстия подвижного вкладьша ножа 8 относительно его рабочего профиля, в процессе реза препятствует перемещению подвижных корпуса 4 и вкладыша-ножа 8 о Происходит перемещение верхней плиты 17 и штанг. 16, I Последние воздействуют на поворотные валы 15, которые провора
чиваются, воздействуя на вкладыш - зажим 9. Вкладьш-зажим 9 перемещает- ся к вкладышу-ножу 8, преодолевая чв - рез -конические поверхности отверстий планок 13, размещенных в вырезе вкла
1
Изобретение относится к обработке металлов давлением, может быть использовано в заготовительном производстве машиностроительных предприятий и является усовершенствованием изобретения по № 1034853.
Цель изобретения - расширение технологических возможностей штампа для резки профильного материала
На фиг«1 изображен штамп для резки профильного материала, общий вид в разрезе; на фиг„2 - то же, в положении отделения заготовки;«ва фиг.З разрез А-А на фиг,1; на фиго4 - разрез Б-Б{ на фиг„1; на фиг,5 - разрез В-В на фиг„2, .
Штамп для резки профильного материала на заготовки содержит нижнюю плиту 1 с направляющими колонками 2, на которых установлены неподвижный и подвижный корпус 3 и 4 о В корпусе 3 по одну сторону плоскости реза размещен неподвижный нож 5 с уступом, форма которого соответствует форме зажи- ма 6, подпружиненного пружиной 7, при этом остальная часть этого ножа является опорным выступом, в котором входной участок рабочего отверстия выполнен большим его зажимного участ ка в поперечном сечении и смещен в направлении сдвига относительно профиля зажимного участка неподвижного ножа на величину, равную половине
дьш1а-зажима 9, и конические торцы фиксаторов 14 сопротивление пружин 10с Находящийся в рабочем профиле i подвижного вкладьшза-ножа 8 РП 11 раздвигает планки 13, смещая центры их- i отверстий с конической поверхностью относительно оси и конических торцов, сопряженных с указанной поверхностью фиксаторов 14, дополнительно сжимая пружины 10„ Вкладыш-зажим 9 зажимает отрезаемую часть РП 11 снизу, планки 13 посредством усилия пружин 10 зажимают указанную часть РП 11 с боков, В таком, положении преодолевается сопротивление РП 11 срезу и отрезается заготовка, 5 ил
0
5
c ,„
0
разности поперечных размеров этих участков, В корпусе 4 по другую сторону от плоскости реза размещен подвижный нож 8 с. уступом, форма которого соответствует форме зажима 9, подпружиненного пружинами 10, при этом ось проходного отверстия .11 подвижного ножа смещена относительно оси его рабочего профиля Д в направлении реза для создания плоскости Г, служащей упором торца подаваемого проката 11 для резки его на заготовки 12.
Плоскость зажима подвижного ножа со стороны резъема этого зажима с подвижным ножом занижена параллельно оси разъема В занижении по обе стороны от продольной оси разъема рабочего профиля ножа и зажима подвижно в направлении к профилю размещены захваты 13 заготовки, выполненные в виде планок с коническими отверстиями, контактирующими с конической поверхностью фиксаторов 14, которые с возможностью перемещения установлены в подвижном ноже и подпружинены перпендикулярно к плоскости разъема этого ножа с зажимом Ход зажима подвижного ножа равен смещению оси проходного отверстия П относительно оси рабочего профиля Д для этого ножа.
Механизмы зажима исходного проката и отрезаемой от него части вьтолнены в виде поворотных валов 15 и вертикальньпс штанг 16 и размещены в подвижном и неподвижном корпусах Штамп имеет верхнюю плиту 17, подпружиненную относительно нижней . плиты пружинами 18 и находящуюся в зацеплении с подвижным корпусом посредством стойки 19. Неподвижный корпус подпружинен относительно нижней плиты пружинами 20„
Штамп для резки проката на заготовки работает следующим образом. Прокат 11 подают в ножи 5 и 8 до упора торца проката в плоскость Г, образованную смещением проходного отверстия П подвижного ножа 8 относительно его рабочего профиля Д, при этом расстояние от плоскости реза до плоскости Г определяет длину заготовки Фиксаторы 14 посредством пружин 10 и конических торцов удерживают захваты 13 в исходном положении Ходом ползуна пресса верхняя плит 17 и вместе с ней вертикальные штанги 16, поворотные валы 15 механизма зажима корпуса 4 с подвижным ножом В и его зажимом 9 перемещаются. Режущи кромки ножей 5 и 8 действуют на разделяемый прокат 11,
Прокат 11 препятствует перемещени корпуса 4 с ножом 8, усилие привода воспринимается вертикальными щтанга- ми 16, передающими его на поворотные валы 15, Поворотные валы 15 в корпусе 3 посредством зажима 6 зажимают исходный прокат в ноже 5, а поворотные валы 15 в корпусе 4 зажимают отрезаемую часть проката в ноже 8 зажимом 9, перемещая при этом захваты 13 в стороны образующей поверхности проката и, сжимая пружины 10 фиксаторами 14, которые получают дополнительное перемещение воздействием ко ническик поверхностей отверстий захватов 13 с коническими поверхностям торцов фиксаторов 10, Центры отверстий с конической поверхностью захватов 13 смещаются относительно продольной оси и направлении перемещения фиксаторов 10, :
При дальйейшем ходе вниз заготовка 12 полностью отделяется от проката, а усилия зажима, так как прекращено сопротивление проката сразу, исчезают. Посредством пружин 7 отводится зажим 6, освобождая исходный прокат. При этом пружины 10 в ноже 8, действуя на фиксаторы 14 при взаи0
5
0
5
0
5
0
5
0
5
модействии их с коническими отверстиями захватов 13, отводят зажим 9 с зажатой в нем отрезанной заготовкой 12 от ножа 8, выставляя ось с продольной осью проходного отверстия П,
При ходе вверх пружины 18 поднимают в исходное положение корпус 4 посредством верхней плиты 17 и стойки 19, Исходный прокат подают до упора в плоскость Г, прокаливая при этом отрезанную заготовку в проходное отверстие П ножа 8. Захваты 13 фиксаторами 14 смещаются при выходе из них заготовки с продольной оси рабочего профиля, восстанавливая соосность расположения своих отверстий с конической поверхностью фиксаторов 14.
Штамп готов к новому циклу работы.
Формула изобрет ения
Штамп для резки профильного материала по авт.св. № 1034853, отличающийся тем, что, с целью расширения технологических возможностей, подвижньй корпус снабжен механизмом фиксации отрезаемой заготовки, выполненным в виде двух планок с отверстиями конической формы, симметрично установленных относительно оси подачи материала с возможностью встречного возвратно-поступательного перемещения в плоскости, перпендикулярной направлению перемещения корпуса, и подпружиненных фиксаторов с конической рабочей поверхностью, при этом обращенные одна к другой поверхности вкла-i дыша-ножа и вкладьппа-зажима подвижного корпуса в сомкнутом положении расположены с зазором, образованным вырезом на поверхности ножа-зажима, планки установлены на поверхности выреза вкладьщ1а-зажима, подпружиненные фиксаторы - в выполненных во вкладьше- ноже отверстиях с возможностью взаимодействия своей рабочей поверхностью с поверхностями отверстий соответст ; вуюпщх планок, а полость под отрезаемую заготовку, образованная рабочими поверхностями вкладыша-ножа и вклады- ща-зажима подвижного корпуса, выполнена сквозной, состоящей из двух последовательно расположенных участков. Последний из которых смещен относительно первого в направлении перемещения корпуса с образованием между ними ступени для упора материала.
77
QJUZ.S.
| Штамп для резки профильного материала | 1980 |
|
SU1034853A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
