Изобретение относится к облйстн заготовительного производства машиностроительных заводов, а именно к устройствам для резки профильного материала.
Известен штамп для резки профильного материала на заготовки, содержащий закрепленный на верхней плите пуансон с режущей кромкой и две )ложенные на нижней плите неподвижные режущие полуматрицы t.
Однако известный штамп не надежен в работе, а также качество получаемых заготовок невысокое из-за иевозможности обеспечення беззазорного прижима профильного материала к режущим полуматрицам.
Целью изобретения является повыщечне надежностн работы штампа и повышение качества получаемых заготовок.
С этой целью пуансон снабжен расположенными по бокам режущей кромки нерабочими участками, режущая кромка пуансона образована центральными ступенчатыми участками и периферийными наклонными участками, соединяющими каждую из cryпеней с соответствующим ей нерабочим участком, при этом на участке, соединяющем
ступени режущей кромки, зыполнеыа выемка, а угол наклона периферийных участков режущей кромки составляет 35-55°.
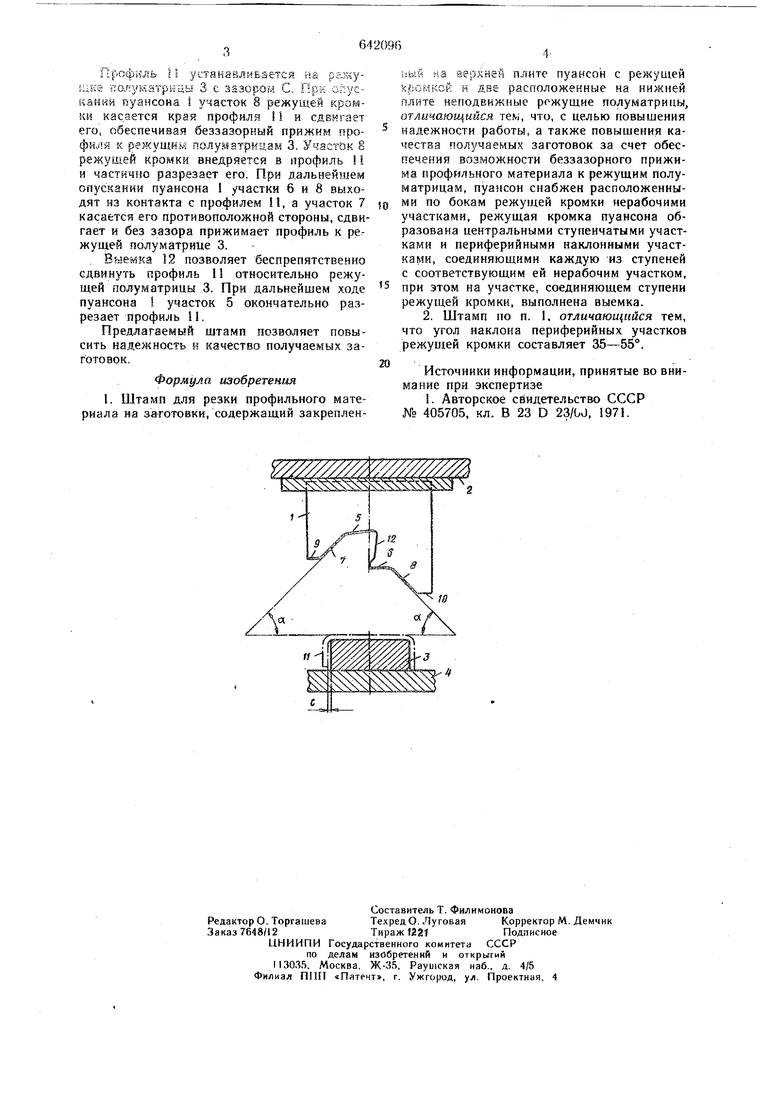
Предлагаемый штамп изображен на чертеже.
Штамп для резки профильного материала содержит пуансон I, закрепленный на верхней плите 2, и две неподвюкные режущие полуматрнцы 3, расположенные на нижней плите 4, Режущая кромка пуансона I образована центральными ступенчатыми участками 5 и 6 и периферийными каклоннымк участками 7 и 8.
Пуансон I снабжен также нерабочими участ;.ами 9 и 10, сопрягающимися с пернферийными наклонными участками.
Угол наклона периферийных участков 7 к 8 режущей кромки составляет 35г-55°, что обеспечивает создание оптимальных условий реза и прижима профильного материала И к режущим полуматринам 3. .
На участке, соединяющем ступени 5 и 6 режущей кромки пуансона, выполнена Bbiемка 2 для смещения профильного материала.
устанавлиБается
e-sy
канни пуансона i участок 8 режущей кромки касается края профиля i и сдвигает его, обеспечивая беззазорный прижим профиля к режущим гтолуматркцам 3. Участок 8 режущей кромки внедряется в профиль i и частично разрезает его. При дальнейшем опускании пуансона i участки б и 8 выходят нз контакта с профилем 1, а участок 7 касается его противоположной стороны, сдвигает и без зазора прижимает профиль к режущей полу матрице 3.
Выемка 2 позволяет беспрепятственно сдвинуть профиль 11 относительно режущей полуматрицы 3. При дальнейшем ходе пуансона 1 участок 5 окончательно разрезает профиль I.
Предлагаемый щтамп позволяет повысить надежность и качество получаемых заготовок,
Формула изобретения
1. Штамп для резки профильного материала на заготовки, содержащий закрепленi-ый на верхней плите пуансон с режущей к.боглкой к две расположенные на нижней плите неподвижные рожущие полуматрицы, отличающийся тем, что, с целью повышения надежности работы, а также повышения качества получаемых заготовок за счет обеспечения возможности беззазорного прижима профильного материала к режущим полуматрицам, пуансон снабжен расположенными по бокам режущей кромки нерабочими участками, режущая кромка пуансона образована центральными ступенчатыми участками и периферийными наклонными участками, соединяющими каждую из ступеней с соответствующим ей нерабочим участком, при этом на участке, соединяющем ступени режущей кромки, выполнена выемка.
2. Штамп по п. 1. отличающийся тем, что угол наклона периферийных участков режуихей кромки составляет 35-55°.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 405705, кл. В 23 D 23/bJ, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для резки П-образных профилей | 1981 |
|
SU963729A1 |
| Штамп для резки профильного материала | 1979 |
|
SU863202A1 |
| Штамп для резки профилей | 1981 |
|
SU1013136A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| Штамп для резки @ -образных профилей | 1985 |
|
SU1265016A1 |
| Штамп для резки коробчатого незамкнутого профиля | 1987 |
|
SU1581483A1 |
| Штамп для резки П-образных профилей | 1989 |
|
SU1620224A1 |
| Штамп для профильной обрезки концов труб | 1984 |
|
SU1202755A1 |
