1
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для резки гнутых П-образных Угол .профилей.
Целью изобретения является повышение производительности штампа для резки гнутых П-образных профилей. ,Q
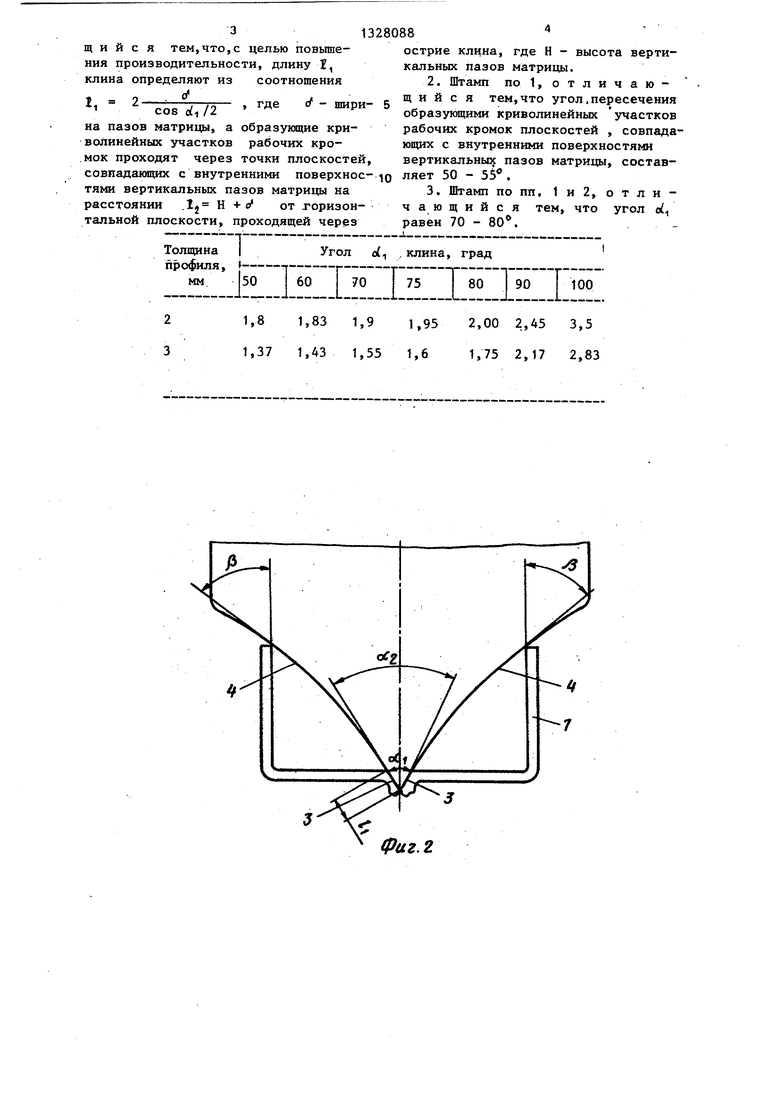
На фиг. 1 изображен предлагаемый штамп, общий вид; на фиг. 2 - пуансон штампа в момент окончания прокола стенки и начала реза полок профиля; на фиг. 3 - пуансон штампа в мо- 15 мент окончания реза профиля.
Штамп для резкр гнутых П-образных профилей содержит нижнюю плиту с матрицей 1 и верхнюю плиту с пуансоном 2. Пуансон имеет ступенчатые кромки 20 3 и криволинейные во1 нутые по радиусу к ромки 4. Матрица 1 вьшолнена с горизонтальным 5 и вертикальными 6 пазами по форме разрезаемого профиля
профиля принимаем к 2,0. Этим обеспечивается порезка всего сортамента гнутых П-образных профилей одним типом пуансона.
равный 50 - 55, является углом пересечения образующими криволинейных участков рабочих кромок плоскостей, совпадающих с внутренними поверхностями вертикальных пазов матрицы.
Образукнцие криволинейных участков рабочих кромок А проходят через точки плоскостей, совпадающих с внутренними поверхностями вертикальных пазов 6 матрицы на расстоянии 1 Н + « от горизонтальной плоскости, проходящей через острие клина, где Н - высота вертикальных пазов матрицы.
Штамп для резки гнутых П-образных профилей работает следующим образом. Профиль 7 устанавливают в пазы
7. Угол oil клина, .образованного крон- 2 5 и 6 матрицы 1 полками вверх и режут
ками 3, равен 70 - ВО . Угол d меньше угла oi, на 20 - 30, т.е. равен 30 - 60°. Длина I, клина равна т - К ./ 2 -о cos 0, /2 cos of, /2 f - Ширина паза матрищ.1; К - коэффициент запаса хода пуансона, принимае- мьй согласно экспериментально полученным значениям (таблица).
Длина 1, определена следующим образом. Для прорыва стенки профиля Толщиной S необходимо,чтобы вертикальный ход пуансона составил К S или, так как пазы матрищ вьтолнены по форме разрезаемого профиля, К (/ , где с/,- ширина паза матрицы. Разделив значение K-d на косинус половины угла d , получаем длину 1,, т.е.
30
пуансоном 2 при его ходе вниз. В пер воначальный момент стенки разрезаемого профиля 7 касается острие клина образованного кромками 3, происходит ее прокол. С вырезаемой полоской об- рези в данный момент контактируют кромки 3, а кромки 4 за счет су- ществукнцего. зазора 24/ за это время лишь подходят к полкам разре- заемого профиля. После того, как в контакт с разрезаемым профилем 7, последовательно вступят все точки режущих кромок 3, начинается рез полок профиля криволинейными кромка- ми 4. Во время и после процесса реза40
ния обрезь формируется и проталкивается через пазы матрищ 1 криволинейными кромками пуансона.
Формула изобретения 45
1.
cos
Из таблицы видно,что для о 80 при У 2 мм К 2,0, а при м К 1,75, следовательно, максимальный коэффициент К 2,0 для углов o(i 80° клина. Так как изготовление пуансонов в зависимости от Толщины разрезаемого профиля и замена их при смене разрезаемого профиля нерациональны,то для обеспечения гарантированного прорыва металла
Угол
13280882
профиля принимаем к 2,0. Этим обеспечивается порезка всего сортамента гнутых П-образных профилей одним типом пуансона.
Угол
равный 50 - 55, является углом пересечения образующими криволинейных участков рабочих кроок плоскостей, совпадающих с внутренними поверхностями вертикальных пазов матрицы.
Образукнцие криволинейных участков рабочих кромок А проходят через точки плоскостей, совпадающих с внутренними поверхностями вертикальных пазов 6 матрицы на расстоянии 1 Н + « от горизонтальной плоскости, проходящей через острие клина, где Н - высота вертикальных пазов матрицы.
Штамп для резки гнутых П-образных рофилей работает следующим образом. Профиль 7 устанавливают в пазы
2 5 и 6 матрицы 1 полками вверх и режут
30
пуансоном 2 при его ходе вниз. В первоначальный момент стенки разрезаемого профиля 7 касается острие клина образованного кромками 3, происходит ее прокол. С вырезаемой полоской об- рези в данный момент контактируют кромки 3, а кромки 4 за счет су- ществукнцего. зазора 24/ за это время лишь подходят к полкам разре- заемого профиля. После того, как в контакт с разрезаемым профилем 7, последовательно вступят все точки режущих кромок 3, начинается рез полок профиля криволинейными кромка- ми 4. Во время и после процесса реза40
ния обрезь формируется и проталкивается через пазы матрищ 1 криволинейными кромками пуансона.
Формула изобретения 45
1. для резки гнутых П-образных профилей, содержащий нижнюю плиту с матрицей, вьтолненной с сопряженными между собой горизонтальным
50и,вертикальными пазами по форме разрезаемого профиля, и верхнюю плиту с пуансоном, рабочие кромки которого образованы двумя периферийными криволинейными вогнутыми по радиусу участ55ками, симметрично расположенными относительно продольной оси пуансона, и сопряженными с ними углом центральными участками, образуклдими клин с острым углом 0 , отличающ и и с я тем,что,с целью повьппе- ния производительности, длину 1 клина определяют из соотношения
Ii 2 , , , где с/- шириcos o(i/2
на пазов матрицы, а образующие криволинейных участков рабочих кромок проходят через точки плоскостей, совпадающих с внутренними поверхностями вертикальных пазов матрицы на расстоянии .lj Н ч-с от горизонтальной плоскости, проходящей через
о
8088
острие клина, где Н - высота вертикальных пазов матрицы.
2.Штамп по 1, отличающийся тем,что угол.пересечения образующими криволинейньк участков рабочих кромок плоскостей , совпадающих с внутренними поверхностями вертикальных пазов матрихда, составляет 50 - 55.
3.Штамп попп, 1и2, отличающийся тем, что угол d. равен 70 - 80.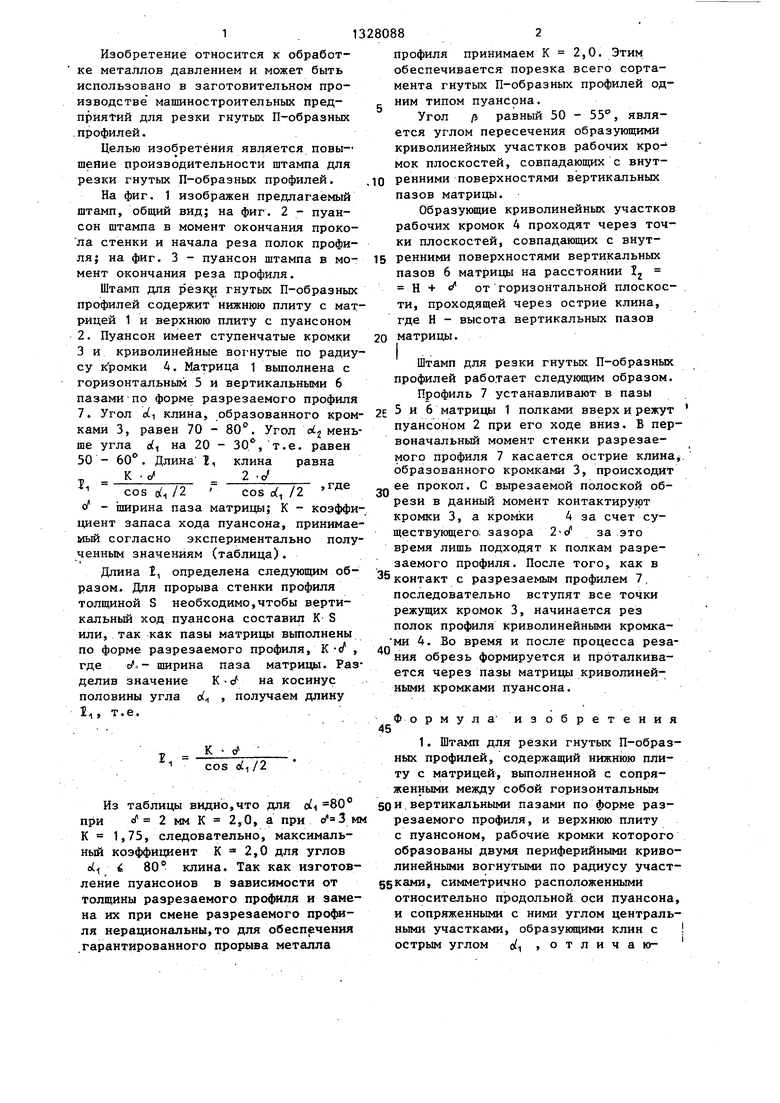
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки Z-образных профилей | 1986 |
|
SU1424991A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| Штамп для резки профильного материала | 1989 |
|
SU1775242A1 |
| Штамп для резки П-образных профилей | 1989 |
|
SU1620224A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Штамп для резки гнутых равнополочных швеллеров | 1987 |
|
SU1530346A1 |
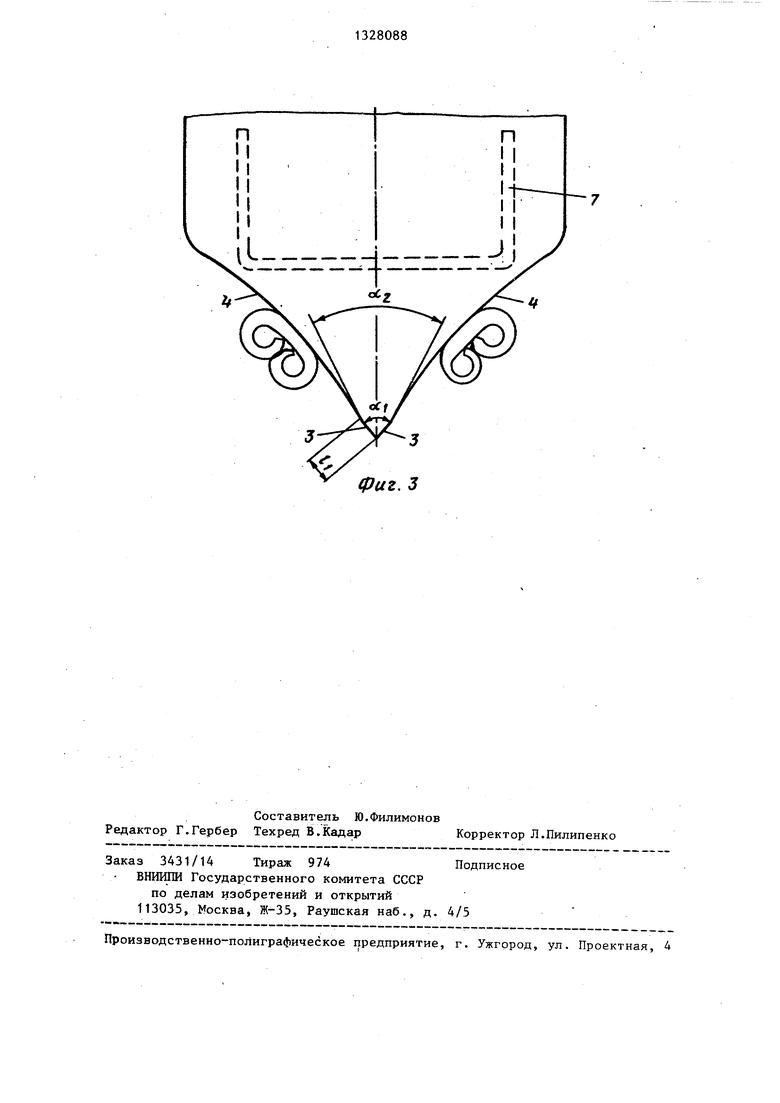
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для резки гнутых П-образных профилей. Изобретение позволяет повысить производительность штампа для резки профилей за счет снижения величины хода пуансона (П) во время процесса резания. Штамп содержит нижнюю плиту с матрицей 1, имеющую горизонтальный 5 и вертикальные 6 пазы, выполненные по форме разрезаемого профиля, и верхнюю плиту с П 2, который имеет образующие клин центральные 3 и криволинейные 4 кромки , выполненные по радиусу.Длина 1 клина с углом d равна 1 К- / /cos ol /2. Образующие криволинейных участков рабочих кромок проходят через точки их сопряжения со ступенчатыми участками и точки плоскостей,совпадающих с внутренними поверхностями вертикальных пазов матрицы на расстоянии 1 - Е + от горизонтальной плоскости, проходящей через острие клина (Н - высота, - ширина пазов матрицы, К 2 - коэффициент запаса хода П). Такая конструкция обеспечивает вступление в процесс резания криволинейных участков рабочих кромок П в тот момент, когда уже про изошел прокол стенки профиля,т.е. происходит смещение по времени начала резания стенки и полок профиля, что снижает усилие резания. 2 з.п. .ф-лы, 3 ил, 1 табл. S (Л со ю сх о 00 00 9at.1
фаг. г
| Штамп для резки квадратных и ромбических труб перпендикулярно к продольной оси | 1976 |
|
SU570461A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
