со
00
со со
s3
113
Изобретение относится к сварке, конкретнее к сварочным материалам в виде флюсов-п ст, которые могут быть использованы- при ручной электродуго- вой сварке оцинкованных сталей.
Цель изобретения - уменьшение количества вьщеляемых при дуговой сварке оцинкованных труб окислов цинка и других вредных аэрозолей. .
Окислы цинка относятся к вредност тям фиброгенного действия, ухудшают условия труда и снижают производи- тельнссть труда сварщиков.
При нагревании флюса, нанесенного на оцинкованную поверхность стали,
разложение
первоначально происходит AlCli при 180 С по реакции:
t + Cl,;
тазы флюса-пасты и производят сварку элетродами МР-3 0 3 мм-на переменном токе. Сваривают оцинкованные трубы 0 89 мм с толщиной стенки 4 мм. Стент ки собираются с зазором 2 мм. Флюс- пасту наносят на внешнюю и внутреннюю поверхности свариваемых кромок полостей, ширина которой равна 40 мм, толщина флюсового покрытия 2,0-2,5 мм. С каждым составом флюса-пасты сваривают по три стыка. Во время сварки отбирают пробы воздуха в зоне дыхания сварщика. Отбор каждой пробы воздуха производится в течение 10 мин.
Результаты отбора проб воздуха рабочей зоны при сварке оцинкованных сталей с флюсом с различным содержанием компонентов приведены в таблице.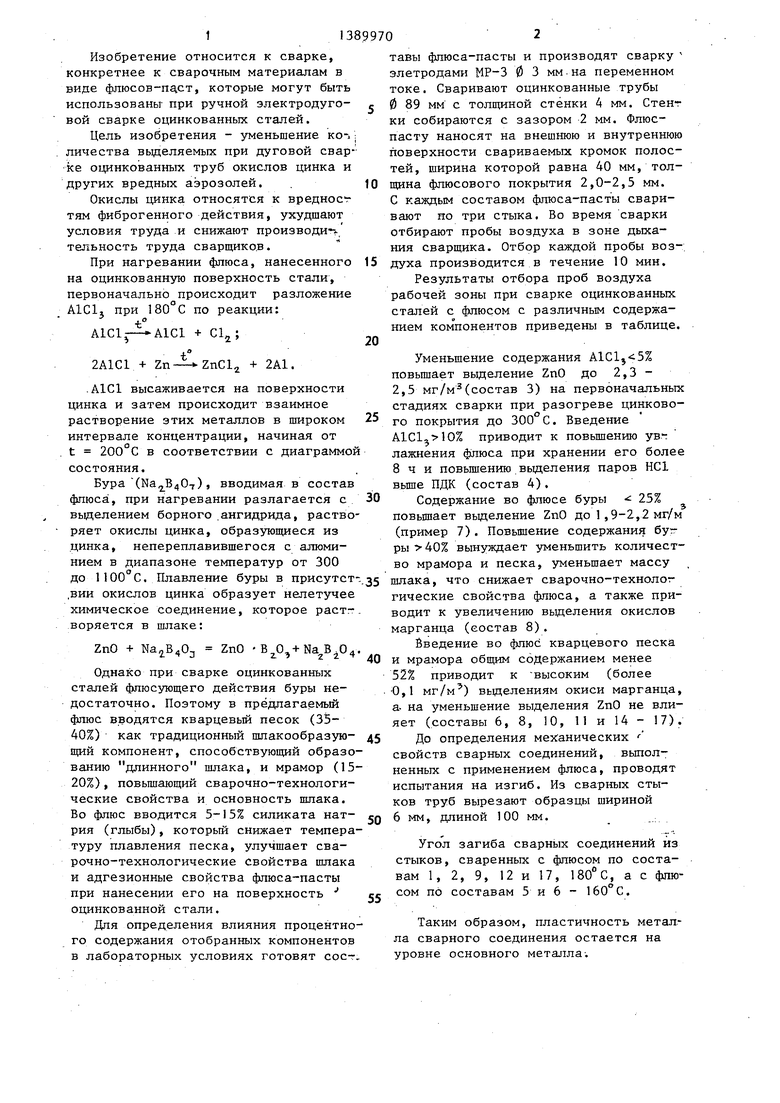
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1991 |
|
SU1776527A1 |
| Электродное покрытие | 1981 |
|
SU996147A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ | 1999 |
|
RU2167038C2 |
| ПРОВОЛОКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ФЛЮСОВОЙ СЕРДЦЕВИНОЙ ДЛЯ СВАРКИ ОЦИНКОВАННЫХ СТАЛЬНЫХ ЛИСТОВ | 2007 |
|
RU2413600C2 |
| Флюс для защиты обратной сторонышВА | 1979 |
|
SU816728A1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2002 |
|
RU2228828C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2220833C2 |
| Шихта для выплавки сварочных флюсов | 1984 |
|
SU1191243A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1994 |
|
RU2033912C1 |
| Состав подкладки для формирования обратной стороны сварного шва | 1980 |
|
SU903044A1 |
Изобретение относится к сварке, в частности к флюсам-пастам для дуговой сварки оцинкованных сталей. Целью изобретения является снижение вьщеле- ния летучих фракций окислов цинка и других аэрозолей вредного фиброгенног го действия. Флюс содержит, мас.%: 25-40 буры, 5-Го хлорида алюминия, 5-15 силиката натрия (глыбы), 15-20 мрамора, остальное - кварцевый песок. Бура растворяет образующиеся окислы цинка. Мрамор и кварцевый песок служит для.шлакообразования, а силикат натрия (глыба) улучшает сварочно-тех- нологические свойства флюса и адгезионные свойства флюса-пасты. 1 табл. с (Л
2А1С1 + , + 2А1.
.А1С1 высаживается на поверхности цинка и затем происходит взаимное растворение этих металлов в широком интервале концентрации, начиная от t 200 С в соответствии с диаграммой состояния.
Бура () ) вводимая в состав флюса, при нагревании разлагается с выделением борного .ангидрида, растворяет окислы цинка, образующиеся из цинка, непереплавивщегося с алюминием в диапазоне температур от 300
40
до 1100 С. Плавление буры в присутст-. 35 шлака, что снижает сварочно-технолог
гические свойства флюса, а также приводит к увеличению вьщеления окислов марганца (состав 8).
Введение во флюс кварцевого песка и мрамора общим содержанием менее 52% приводит к -высоким (более 0,1 мг/м ) выделениям окиси марганца, а- на уменьшение выделения ZnO не влияет (составы 6, 8, 10, 11 и 14 - 17).
До определения механических свойств сварных соединений, вьшол- ненных с применением флюса, проводят испытания на изгиб. Из сварных стыков труб вырезают образцы шириной 6 мм, длиной 100 мм.
,вии окислов цинка образует нелетучее химическое соединение, которое растворяется в шлаке:
ZnO + Na,j,B40., ZnO В.0,.04.
Однако при сварке оцинкованных сталей флюсующего действия буры недостаточно. Поэтому в предлагаемый флюс вводятся кварцевый песок (35- 40%) как традиционный шлакообразую- 45 щий компонент, способствующий образованию длинного шлака, и мрамор (15- 20%), повьш1ающий сварочно-технологи- ческие свойства и основность шлака. Во флюс вводится 5-I5% силиката кат- CQ рия (глыбы), который снижает температуру плавления песка, улучшает сва- рочно-технологические свойства шлака и адгезионные свойства флюса-пасты при нанесении его на поверхность « оцинкованной стали.
Для определения влияния процентного содержания отобранных компонентов в лабораторных условиях готовят сост.
Угол загиба сварных соединений из стыков, сваренных с флюсом по составам 1, 2, 9, 12 и 17, , а с флюсом по составам 5 и 6 - 160°С.
Таким образом, пластичность металла сварного соединения остается на уровне основного металла;
5
0
Уменьшение содержания AlCl5 5% повьшает вьщеление ZnO до 2,3 - 2,5 мг/м(состав 3) на первоначальных стадиях сварки при разогреве цинкового покрытия до 300 С. Введение А1С1,10% приводит к повьшению увлажнения флюса при хранении его более 8 ч и повьшению вьщеления паров НС1 выше ПДК (состав 4).
Содержание во флюсе буры 25% повышает выделение ZnO до 1 ,9-2,2 мг/м (пример 7) . Повьшение содержания бугры 40% вынуждает уменьшить количество мрамора и песка, уменьшает массу
Угол загиба сварных соединений из стыков, сваренных с флюсом по составам 1, 2, 9, 12 и 17, , а с флюсом по составам 5 и 6 - 160°С.
Таким образом, пластичность металла сварного соединения остается на уровне основного металла;
Форм ула изобретения Флюс-паста для соединения оцинкоцевьй песок, силикат натрия (глыбу) и мрамор при следующем соотношении компонентов, мас.%:
| Флюс для высокотемпературнойпАйКи | 1979 |
|
SU814629A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Флюс для пайки оцинкованного железа | 1973 |
|
SU457570A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Флюс для пайки меди, латуни и оцинкованного железа мягкими припоями | 1954 |
|
SU100470A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
