1 .
Изобретение относится к сварке, а именно к производству сварочных электродов, и может быть использовано в машиностроении, химической, нефтяной, пищевой промышленности, атомной энергетике, занимаюш,ихся изготовлением конструкций из аустенитных сталей.
Известно электродное покрытие 1, содержаш.ее компонентыв следующем соотношении, вес. °/о.
Плавиковый шпат1 -10
Двуокись кремния5-10
Ферромарганец5-10
Ферротитай10-15
Фторпроизводные
этилена4-15
МраморОстальное
Однако в процессе сварки с этим покрытием наблюдается нарушение стабильности дугового процесса, усиленное разбрызгивание, неравномерность шлакового покрова. Шлак удаляется с большим трудом как с подогретого, так и с холодного металла. Металл шва имеет грубый переход к основному металлу.
Известно также электродное покрытие 2, используемое для сварки,, содерследующем соотножащее компоненты в шении, вес. /о6-13
Мрамор 24-27
Плавиковый шпат 5-10
Ферротитан 3- 6
Ферромарганец3- 6 Ферросилиций 40-50
Магнезит
Покрытие может содержать также глыбу силикатную 2% и соду 1%. Известное покрытие обеспечивает улучщение .тделения шлака за счет большего содерж..ия плавикового шпата, снижение содержания водорода в наплавленном металле.
Однако при сварке аустенитных сталей оно не дает возможность получить металл шва с хорошей пластичностью и не обеспе-, чивается при этом стабильность аустенитной структуры.
Целью изобретения является повышение пластичности металла шва и стабилизации структуры наплавленного металла.
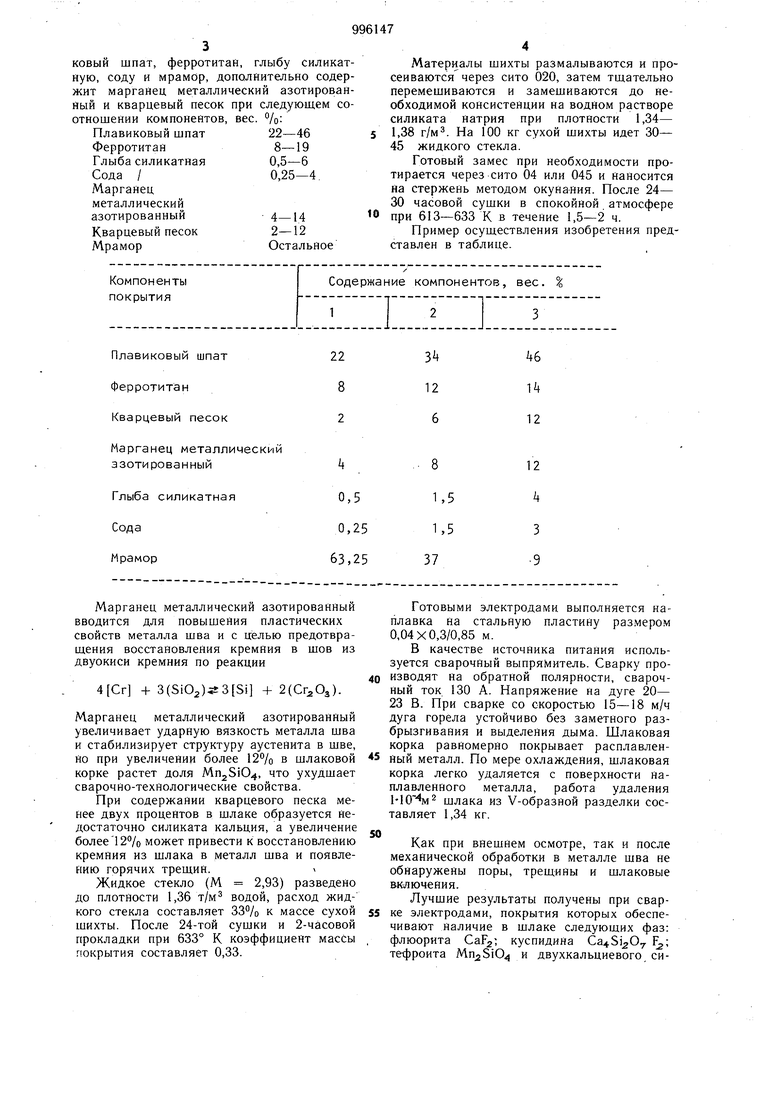
Поставленная цель достигается тем, что электродное покрытие, содержащее плавиковый шпат, ферротитан, глыбу сил ную, соду и мрамор, дополнительно жит марганец металлический азотир ный и кварцевый песок при следующ отношении компонентов, вес. %: 22-46 Плавиковый шпат Ферротитан 8-19 0,5-6 Глыба силикатная Сода / 0,25-4 Марганец металлический азотированный 4-14 2-12 Кварцевый песок Остальн Мрамор Материалы шихты размалываются и просеиваются через сито 020, затем тщательно перемешиваются и замешиваются до необходимой консистенции на водном растворе силиката натрия при плотности 1,34- 1,38 г/м. На 100 кг сухой шихты идет 30- 45 жидкого стекла. Готовый замес при необходимости протирается через сито 04 или 045 и наносится на стержень методом окунания. После 24- 30 часовой сушки в спокойной атмосфере при 613-633 К в течение 1,5-2 ч. Пример осуществления изобретения представлен в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродное покрытие | 1981 |
|
SU986685A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ | 1999 |
|
RU2167038C2 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2007 |
|
RU2353493C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2198774C1 |
| САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АУСТЕНИТНЫХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2281843C1 |
| Состав электродного покрытия | 1985 |
|
SU1269955A1 |
| Состав электродного покрытия | 1980 |
|
SU961909A1 |
| Сварочный электрод | 1990 |
|
SU1754381A1 |
| Состав электродного покрытия | 1991 |
|
SU1776527A1 |
Плавиковый шпат
22 8 2 Ферротитан Кварцевый песок
Марганец металлический
Марганец металлический азотированный вводится для повышения пластических свойств металла шва и с целью предотвращения восстановления кремния в шов из двуокиси кремния по реакции
+ 3(SiO2) + ).
Марганец металлический азотированный увеличивает ударную вязкость металла шва и стабилизирует структуру аустенита в щве, но при увеличении более 12% в шлаковой корке растет доля Mn2SiO4, что ухудшает сварочно-технологические свойства.
При содержании кварцевого песка менее двух процентов в шлаке образуется недостаточно силиката кальция, а увеличение более12% может привести к восстановлению кремния из шлака в металл шва и появлению горячих трещин.
Жидкое стекло (М 2,93) разведено до плотности 1,36 т/м водой, расход жидкого стекла составляет 33% к массе сухой шихты. После 24-той сушки и 2-часовой прокладки при 633° К коэффициент массы покрытия составляет 0,33.
34
46 14 12
12
6
Готовыми электродами выполняется наплавка на стальную пластину размером 0,04x0,3/0,85 м.
В качестве источника питания используется сварочный выпрямитель. Сварку производят на обратной полярности, сварочный ток 130 А. Напряжение на дуге 20- 23 В. При сварке со скоростью 15-18 м/ч дуга горела устойчиво без заметного разбрызгивания и выделения дыма. Шлаковая корка равномерно покрывает расплавленный металл. По мере охлаждения, шлаковая корка легко удаляется с поверхности наплавленного металла, работа удаления шлака из V-образной разделки составляет 1,34 кг.
Как при внешнем осмотре, так и после механической обработки в металле шва не обнаружены поры, трещины и шлаковые включения.
Лучшие результаты получены при сварке электродами, покрытия которых обеспечивают наличие в шлаке следующих фаз: флюорита Сар2; куспидина Ca4Si2O7- тефроита и двухкальциевого, силиката2СаО5|О2. Все эти фазы придают хорошую отделимость шлаковой корке за счет больших коэффициентов расширения при претерпевании полиморфных превраш,ений по мере охлаждения шлака. Достигается это при соотношении плавикового шпата к мрамору в покрытии 0,4-1,0, а также Мп металлический азот /SiOg 0,3-1,0. Предотвратить окисление хрома и марганца из основного металла удается введением в шихту покрытия ферротитана, в количестве не менее 8% от массы сухой шихты покрытия.i Введение в шихту покрытия силикатной глыбы способствует образованию в шлаковой -корке 5-силиката кальция, который при охлаждении превраш.ается в у-силикат и способствует увеличению напряжений в шлаке и саморассыпанию, кроме того, глыба силикатная повышает технологичность изготовления электродом. Увеличение содержания плавикового шпата более 46% приводит к повышению вязкости сварочного шлака и нарушению качества защиты металла и формирования, а также плохой отделимости. При содержании в покрытии менее 22% плавикового шпата . происходит недостаточное рафинирование металл шва по водороду и сере. Введение в покрытие менее 8% ферроТитана не позволяет связать кислород мрамора при наличии в покрытии более 14% в шлаке появляются.сложные шпинели (титанаты), которые прочно сцепляются с металлом шва. Сода кальцинированная эффективна как стабилизатор при содержании более 0,25, по увеличении более 3% покрытие трудно наносится на стержень. При содержании глыбы силикатной в покрытии более 4% наблюдается Переход кремния в металл шва. Механические свойства металла шва при сварке с данным покрытием, нанесенным на электродный стержень из ЭП - 568, следуюшие:6в 780- 942 МПа; 6од 610- 634 МПа, QH / 78-11,6 Мдж/м - 28,6-3.2,40/0,. где 6 - предел прочности; Q „ - ударная вязкость, 6 - относительное удлинение. Технико-экономический эффект при использовании изобретения по сравнению с известным достигается повышением производительности труда и механических свойств сварного соединения, Формула изобретения Электродное покрытие, содержащее плавиковый шпат, ферротитан, силикатную гльь бу, соду и мрамор, отличающееся тем; что, с целью повышения пластичности металла шва и стабилизации аустенитной структуры наплавленного металла при сварке аустенитных сталей, оно дополнительно содержит металлический азотированный марганец и кварцевый песок при следующем соотношении компонентов, вес. %; Плавиковый шпат22-46 Ферротитан8-19 Силикатная глыба,0,5-6 Сода0,25--4 Металлический азотированный марганец Кварцевый песок2 12 МраморОстальное Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 625880, кл. В 23 К 35/365 05.05.77. 2.Авторское свидетельство СССР 415121, кл. В 23 К 35/365, 14.03.72 (проотип) .
