ч
.р.
ч
У//////////
4
s l
Jf
00 00
«
4
Покка
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки и сварки встык тонких полос и устройство для его осуществления | 1985 |
|
SU1284764A1 |
| Устройство для резки и сварки полос | 1989 |
|
SU1798097A1 |
| Стенд для сборки и сварки изделий | 1977 |
|
SU653068A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391193C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| СПОСОБ ПОДГОТОВКИ ПОЛОС ПОД СВАРКУ НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2012 |
|
RU2482948C1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |
| Устройство для сборки и сварки деталей встык | 1982 |
|
SU1055622A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2011 |
|
RU2479391C1 |
Изобретение относится к сварке, а именно к устройству для механической резки и сварки встык тонких листовых полос Целью изобретения является повышение качества. Устройство содержит смонтированные на основании столы 7 для укладки полос, клавишные прижимы с прижимными элементами 9 и 10, режущий инструмент, перемещаемую по направляющей сварочную головку 3 и формирующую подкладку 4. Столы выполнены с Т-образными пазами и оснащены размещенными в них приводными ползунами Клавишные прижимы смонтированы На ползунах 11. При перемещении ползунов 11 с клавищными прижимами к линии стыка полос происходит уменьшение волнистости полос вдоль их стыка перед сваркой 4 ил. i (Л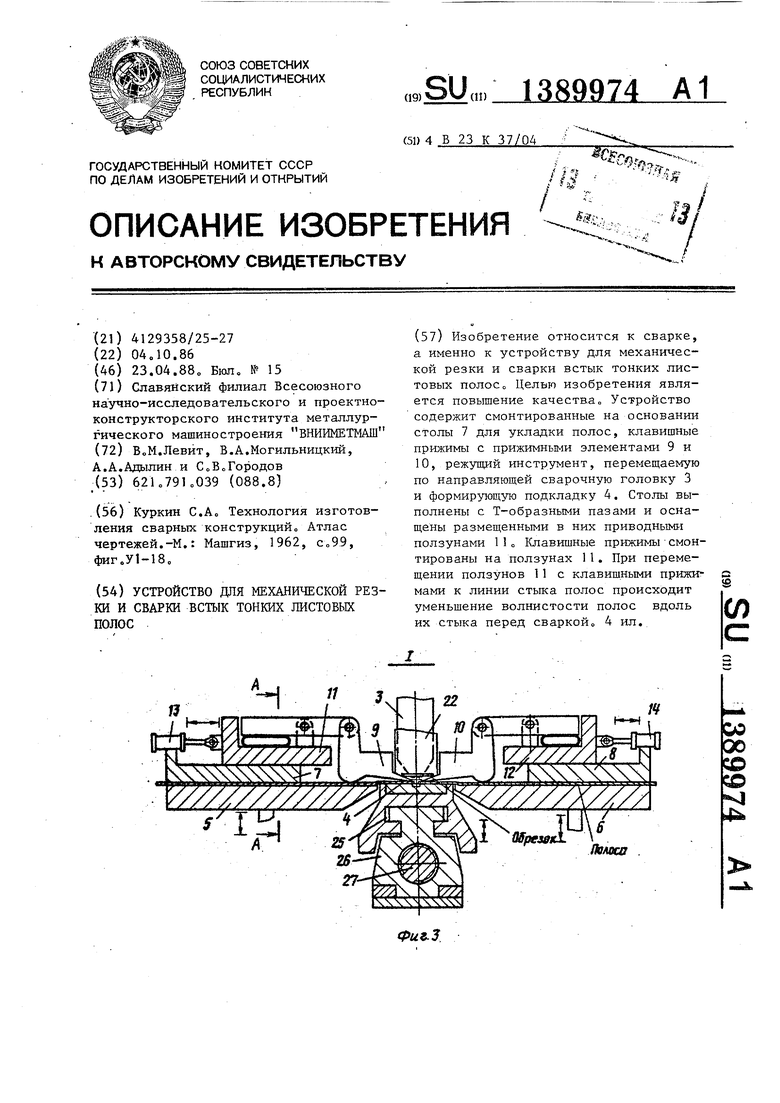
Фиг.3
10
Изобретение относится к сварке, а именно к конструкции устройства для механйчес1 ой резки и сварки встык тонких листовых полосо
Целью изобретения является повышение качества путем уменьшения волнистости полос вдоль их стыка перед сваркой.
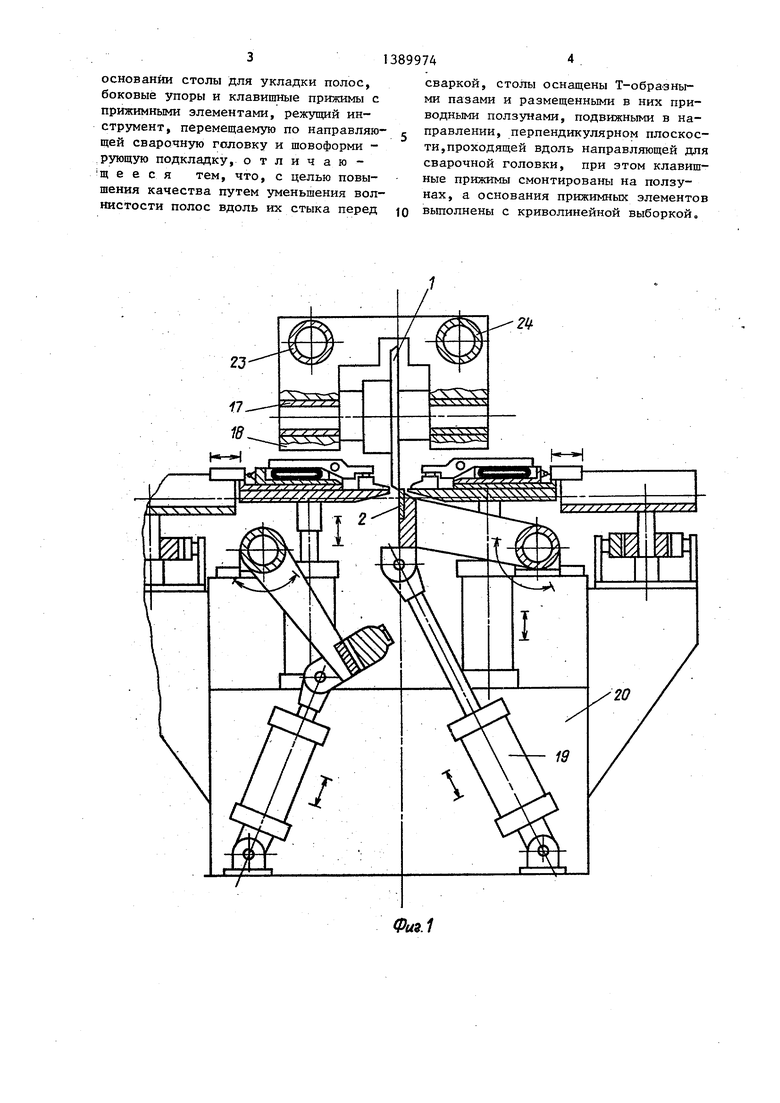
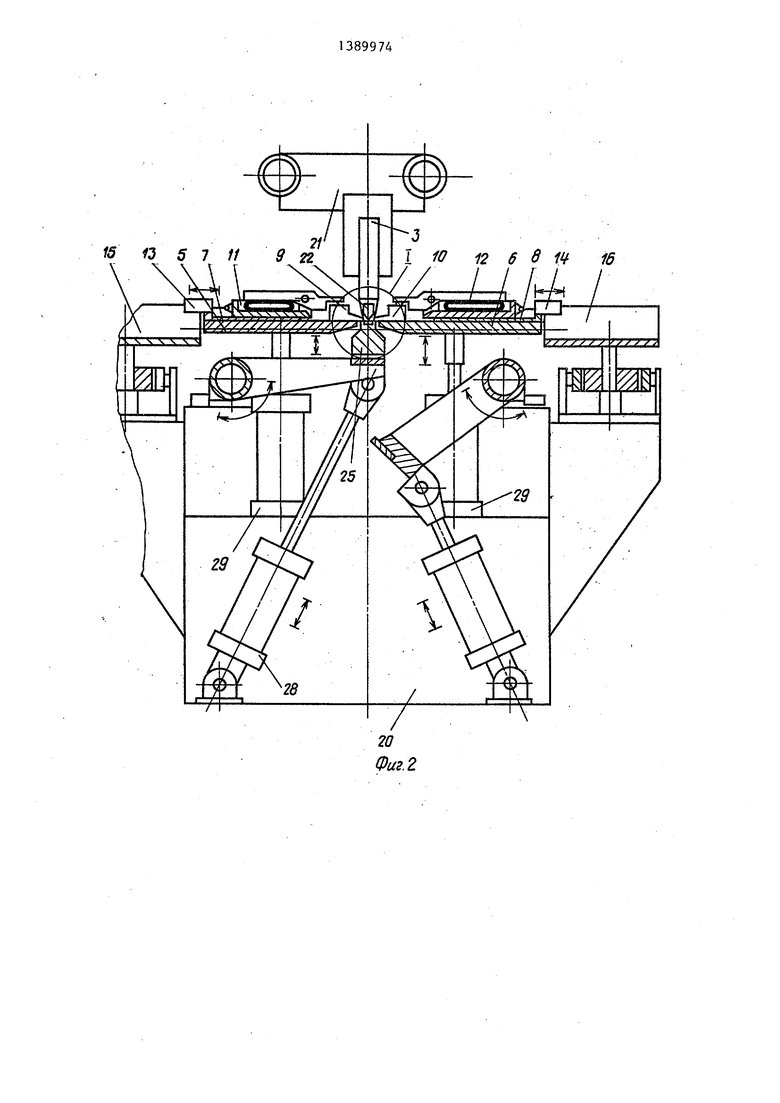
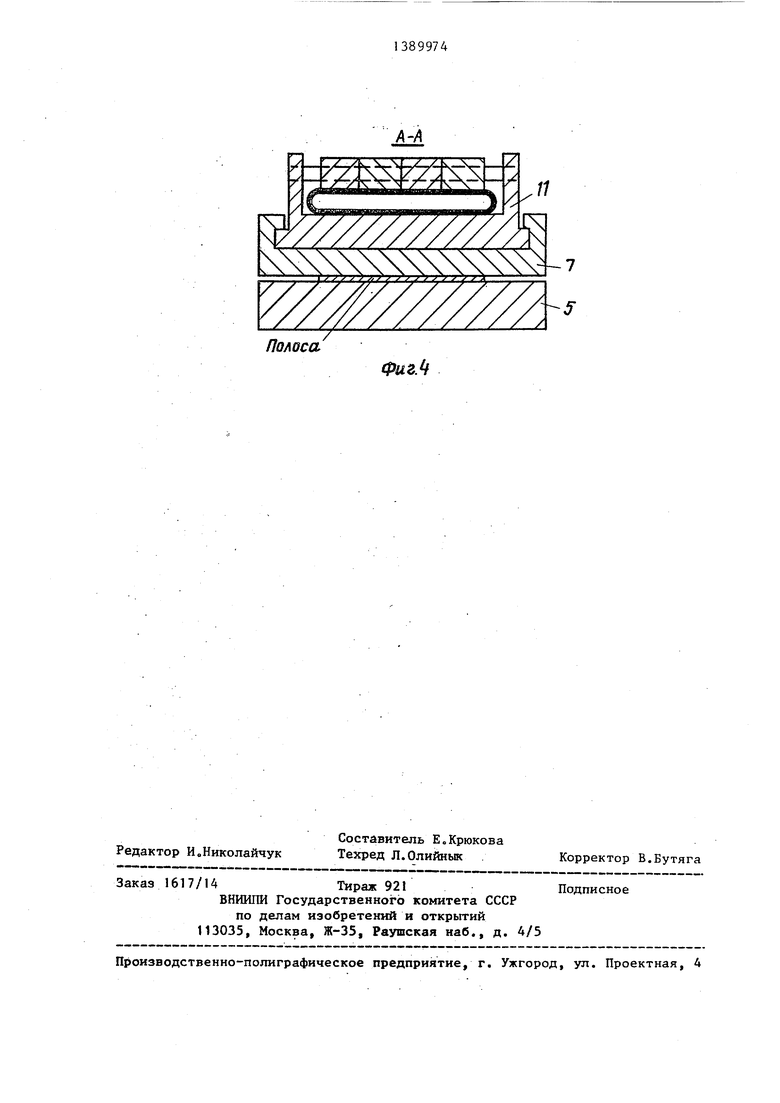
На фиго показано предлагаемое устройство, положение резки; на фиг,2 - то же, в положение сварки; на фиГоЗ - узел 1 на фиг„2; на фиг.4 - разрез по А-А на фи-ГоЗ.
Устройство содержит режзтщй ни- 5 струмент, состояш;ий из дискового 1 и отводного 2. ножей, перемещаемую по направляющей сварочную горелку 3, а также шовоформирующуи подкладку 4, прижимы 5 и 6, столы 7 и 8 для уклад- 20 ки полос, клавишные прижимы 9 и 10 с прижимными элементами, приводные ползуны 11 и 12 и их приводы 13 и 14, а также боковые упоры 15 и 16 о
. Дисковый нож 1 установлен на подшипниках 1 7 с. возможностью вращения и закреплен на каретке 18„ Привод 19 отвода установлен на станине 20,Горелка 3 установлена на каретке ;21о Впереди горелки с возможностью совместного перемещения с ней закреплен скребок 22.
Каретки 18 и 21 установлены на горизонтальных направляющих 23 и 24„ Новоформирующая подкладка 4 -закреплеПри перемещении каретки 18 по направляющим 23 и 24 осуществляется вращение дискового ножа 1 в подшипниках 17 и производится рез одновременно двух концов полос, наложенных друг на друга внахлест.
По окончани и резки концов полос нижний обрезок попадает в короб, а верхний остается на полосе, включает ся привод 19 и нож 2 отводится о Вклю чается привод 28 и на место ножа 2 подводится отводное устройство 25 шовоформирующей подкладкой 4, предварительно отрегулированной по высоте при помощи гайки 26 и винта 27, чтобы между концами и щовоформирующе подкладкой установился необходимый для качественной сварки зазор. Включаются приводы 13 и 14 приводных ползунов 11 и 12 и перемещаются клавишные прижимы 9 и 10, выступы которых поднимают верхний обрезок, после чего тот располагается между клавищ- 25 .ными прижимамио Криволинейная выборка в основании каждого прижимного элемента позволяет гарантированно прижимать полосу к шовоформирующей подкладке 4 независимсг от ее положения относительно уровня зажима полосы прижимами 5 и 6о
При перемещении каретки 21 по направляющим 23 и 24 горелкой 3 осуществляется сварка полос.
Скребок 22 сталкивает верхний об30
-. jj.jf- ,.. -,-I1-1 f e .-/ -1 Vj. . cLiJ 1.1(. i .ftj:i
на на отводном устройстве 25, которое резок полосы в короб, установленный
сопряжено с гайкой 26, имеющей возможность перемещения вдоль винта 27, Отводное устройство 25 шовоформирующей подкладки 4 и ее привод 28 уста-н новлены на станине 20, на ней же установлены приводы 29 прижимов 5 и 6.
Устройство работает следз/тащим образом
Концы уходящей и приходящей полос подаются в машину с таким расчетом, что происходит наложение концов полос друг на друга о Боковыми упорами 15 и 16 полосы выставляются в поперечном направлении
Включаются приводы 29 и поднимаются прижимы 5 и 6 с концами полос, которые зажимаются между ними и столами 7 и Во Полосы при этом остаются наложенными внахлест„
Одновременно с включением приводов 29 зажимов 5 и 6 включается Привод 19 нижнего ножа 2, который подводится в зону реза
40
45
50
55
в станине 20
По окончании сварки включается привод 28 и отводится шовоформирзпо- щая подкладка 4, разводятся боковые упоры 15 и 16, включаются приводы 29 и опускаются прижимы 5 и 6 вместе с полосой
Сваренная полоса транспортируется а горелка 3 и дисковый нож 1 возвращаются в исходное положениео
Использование;.предлагаемого устройства повьш1ает точность стыковки полос по высоте за счет сближения клавишных прижимов перед сваркой, что гарантирует уменьшение волнистос ти полос вдоль их стыка Повьшение точности стыковки полос по высоте позволяет улучшить качество шва
Формула изобретения
Устройство для механической резки и сварки встык тонких листовых полос, содержащее смонтированные на
0
5 0
При перемещении каретки 18 по на , правляющим 23 и 24 осуществляется вращение дискового ножа 1 в подшипниках 17 и производится рез одновременно двух концов полос, наложенных друг на друга внахлест.
По окончани и резки концов полос нижний обрезок попадает в короб, а верхний остается на полосе, включается привод 19 и нож 2 отводится о Включается привод 28 и на место ножа 2 подводится отводное устройство 25 шовоформирующей подкладкой 4, предварительно отрегулированной по высоте при помощи гайки 26 и винта 27, чтобы между концами и щовоформирующей подкладкой установился необходимый для качественной сварки зазор. Включаются приводы 13 и 14 приводных ползунов 11 и 12 и перемещаются кла вишные прижимы 9 и 10, выступы которых поднимают верхний обрезок, после чего тот располагается между клавищ- 5 .ными прижимамио Криволинейная выборка в основании каждого прижимного элемента позволяет гарантированно прижимать полосу к шовоформирующей подкладке 4 независимсг от ее положения относительно уровня зажима полосы прижимами 5 и 6о
При перемещении каретки 21 по направляющим 23 и 24 горелкой 3 осуществляется сварка полос.
Скребок 22 сталкивает верхний об0
e .-/ -1 Vj. . cLiJ 1.1(. i .ftj:i
резок полосы в короб, установленный
0
5
0
5
в станине 20
По окончании сварки включается привод 28 и отводится шовоформирзпо- щая подкладка 4, разводятся боковые упоры 15 и 16, включаются приводы 29 и опускаются прижимы 5 и 6 вместе с полосой
Сваренная полоса транспортируется, а горелка 3 и дисковый нож 1 возвращаются в исходное положениео
Использование;.предлагаемого устройства повьш1ает точность стыковки полос по высоте за счет сближения клавишных прижимов перед сваркой, что гарантирует уменьшение волнистости полос вдоль их стыка Повьшение точности стыковки полос по высоте позволяет улучшить качество шва
Формула изобретения
Устройство для механической резки и сварки встык тонких листовых полос, содержащее смонтированные на
основании столы для укладки полос, боковые упоры и клавишные прижимы с прижимными элементами, режущий инструмент, перемещаемую по направляющей сварочнзпо головку и шовоформи - рующую подкладку, отличаю- щ е е с я тем, что, с целью повышения качества путем уменьшения волнистости полос вдоль их стыка перед
23
сваркой, столы оснащены Т-образными пазами и размещенными в них приводными ползунами, подвижными в направлении, перпендикулярном плоскости, проходящей вдоль направляющей для сварочной головки, при этом клавишные прижимы смонтированы на ползунах, а основания прижимных элементов выполнены с криволинейной выборкой.
21
Фи9
IS 13 5 7 ff 9 к
21
I 10 12 6 8 1if 16
Wy/////////,
Полоса
/
ФигМ
