Известно устройство для сборки и сварки деталей встык/ содержащее размещенную на столе формируюш Ю подкладку, клавишный прижим с двумя группами клавиш, расположенной симметрично относительно оси подкладки и сварочную головку ij .
Недостаток устройства заключасгтся в том, что после сварки в сварных швах изделия остаются продольные деформации, что влечет за собой необходимость правки, а следовательно, возникновение напряжений.
Целью изобретения является снижение остаточных деформаций и напряжений при сварке тонколистовых KOHCTpy ций.
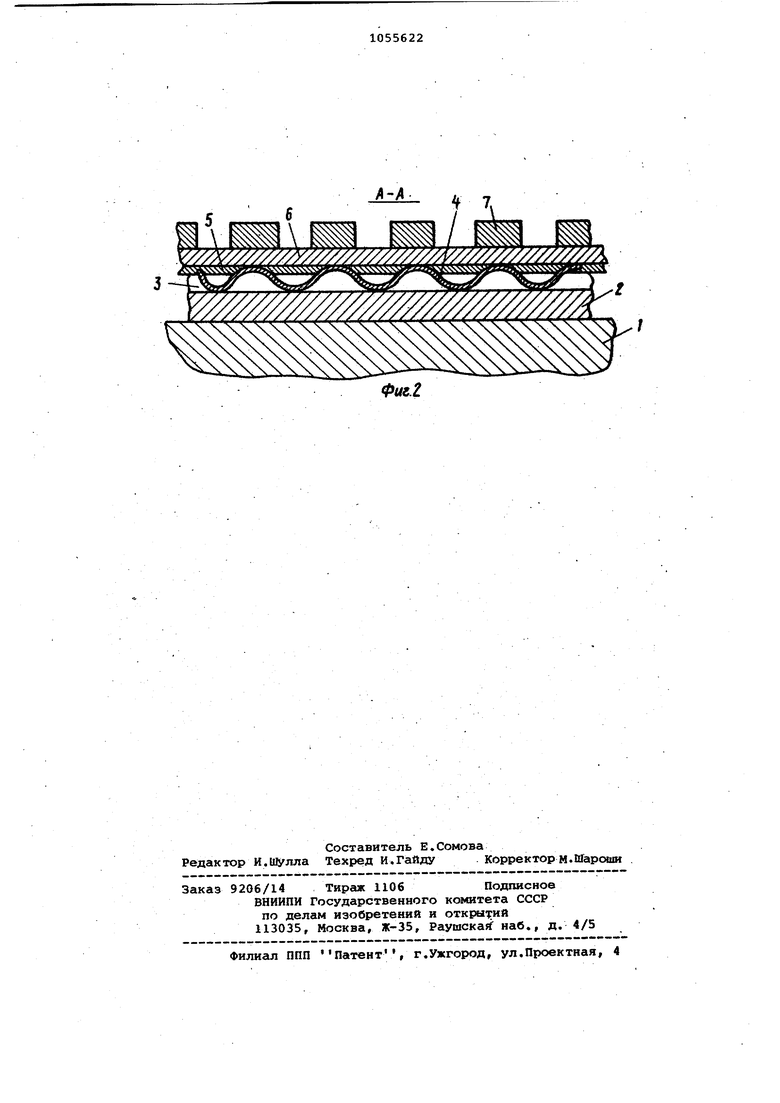
Яоставленная цель достигается тек что устройство для сборки и сварки . деталей встык, содержашее разМещенную на столе формирующую подкладку/ кяапишйый прижим с двумя группами клавиш, расположенными си1(етричио относительно оси подкладки, я сварочную голоЕку, снабжено пружиной из . материала, обладающего эффектом памя тя,выполненной в виде волнообразной {ленты, расстояние между выступами которой равно расстоянию между пся иш клавиш прижима, а в подкладке,, i шэд одной из групп клавиш параллельио оси подкладки выполнены канавки 1 яуб«ной меньшр, чем высота пружини, п этом лента расположена в канавже, а каждчй ее выступ размещен под соответствующей клавишей, , «а фиг. 1 изображено устройство «яя спереди в разрезе; на фиг. 2 :« ечеяие. / . .
Устройство содержит ст«5л 1, на «сигоррм установлена подкладка 2с афодольной прямоугольной канавкой 3. В канавке 3 установлена пружина 4 в виде волнообразной ленты, выполненной и п материала, обладающего яшчятью.
На подкладке расположены свари a&tiaae детали 5 и 6, причем кромка .оеталя б благодаря пружине 4 смещена вверх относительно кромки детали § на половину ее толщины. На столе i установлены клавишньге прижимы V аричем каждый прижим расположен над выпуклой частью пружины. Кроме того, на -корпусе устройства (не показано) установлена сварочная горелка 8с
возможностью перемещения относительп но стола 1.
Устройство работает следующим образом.
На рабочий стол 1 устанавливают подкла.цку 2, например, из малоуглеродистой стапи, с выполненной в ней продольной канавкой 3, в которую устанавливают пружину 4 иэ материала, обладающего эффектом памяти, например, нитинола так, чтобы пружина 4 выступала над подкладкой 2 на величину h (0,3-0,5)5, где в - толпдана сваривае№1х деталей 5 и 6.
На подкладку 2 устанавливают детали 5 и б так, чтобц.их стык находился п-араллельно канавке 3 на расстоянии 5-10 мм от нее. Деталь б укладывают на пружину 4, поэтому она выступает над деталью 5 на величину п. Детали 5 и б зажимают клавишиыми прижимами 7, причем, каждый клависвшй прижим располаггиот НЕЩ выпуклое Частью пружины.4. Затем у6 анавлива т сварочную горелку 8 в рабочее полсшенйе на стык сварййвае вax деталей и начяяают процесс сварки . По мере -перемгьюнйя горелки пооледовательио нагревгортся новые участки детсшей и пружинн. взгретая в«к:тупающая над подкладкой часть пруживы теряет свои свойства и .под действием клавтяюго пртима .расп(: ямпявтся. Деталь под действием Jприжима смещается на подкладку 2. Учгасток сварочйого швд, находясь в пластичйсмх состоянии, испытьшает дёфОЕ вдЦйя сдвига. По мере пере ютения горелки последовательно дефсфмируется весь сварйой оюв. После сварки сваренные Детали 5 и 6 освобождают от зажимов. Остаточная дефсфмация, как правило, отсутствует. Пружину 4 вынимают и после охлаждения она принимает прежнюю волнообразную форедг.
Применение предлагаемого устройства дли сборки и сварки деталей встык позволяет повысить качество сварных соединений за счет исключения операции правки, которая нередко приводит к образованию трещин в шве и околсяиовной зоне особенно при правке соединений из высокопрочных материсшов.
Фм2 г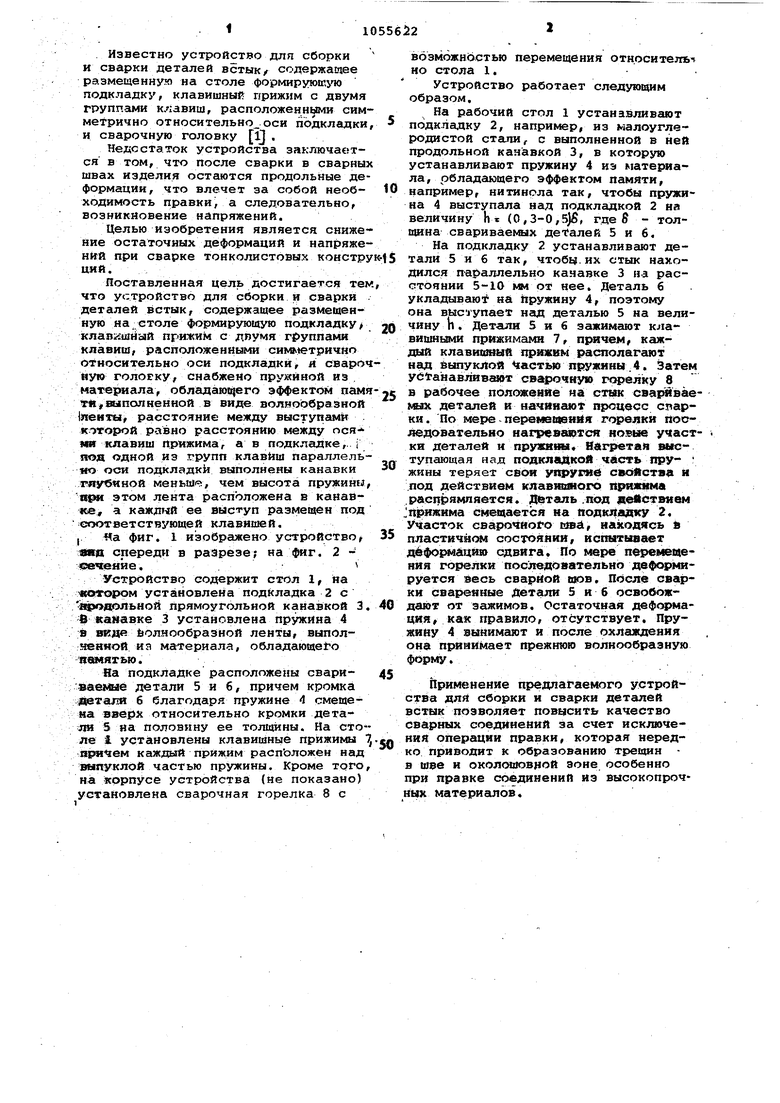
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| ПРИЖИМНОЕ УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ВСТЫК ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ | 1980 |
|
RU923791C1 |
| Способ сварки круговых соединений в листовых конструкциях | 1985 |
|
SU1274886A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| Способ закрепления деталей при сварке | 1972 |
|
SU598718A1 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| Установка для сварки продольных швов | 1981 |
|
SU1057223A1 |
| Установка для дуговой сварки стыковых соединений | 1984 |
|
SU1234124A1 |
| СПОСОБ СБОРКИ И ОДНОСТОРОННЕЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2071888C1 |
| Устройство для сборки под сварку деталей из металлической ленты | 1989 |
|
SU1712115A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ДЕТАЛЕЙ ВСТЫК, содержгицее размещенную на столе формирующую подкладку, клавишный прижим с двумя группами клавиш, расположенными симметрично относительно оси подкладки, и сварочную головку, отличающееся тем, что, с целью снижения остаточных деформаций и напряжений при сварке тонколистовых конструкций оно.снабжено пружиной из материала, обладающего зффектом памяти, выполненной в виде волнообразной ленты, расстояние между выступами которой равно расстоянию между осями клавим прижима, а в подклад ке, под одной из групп клавиш параллельно оси подкладки выполнена канавка глубиной меньше, чем высота пружины, при этом лента расположена в канавке, а каждый ее выступ размещен под соответствующей клавишей.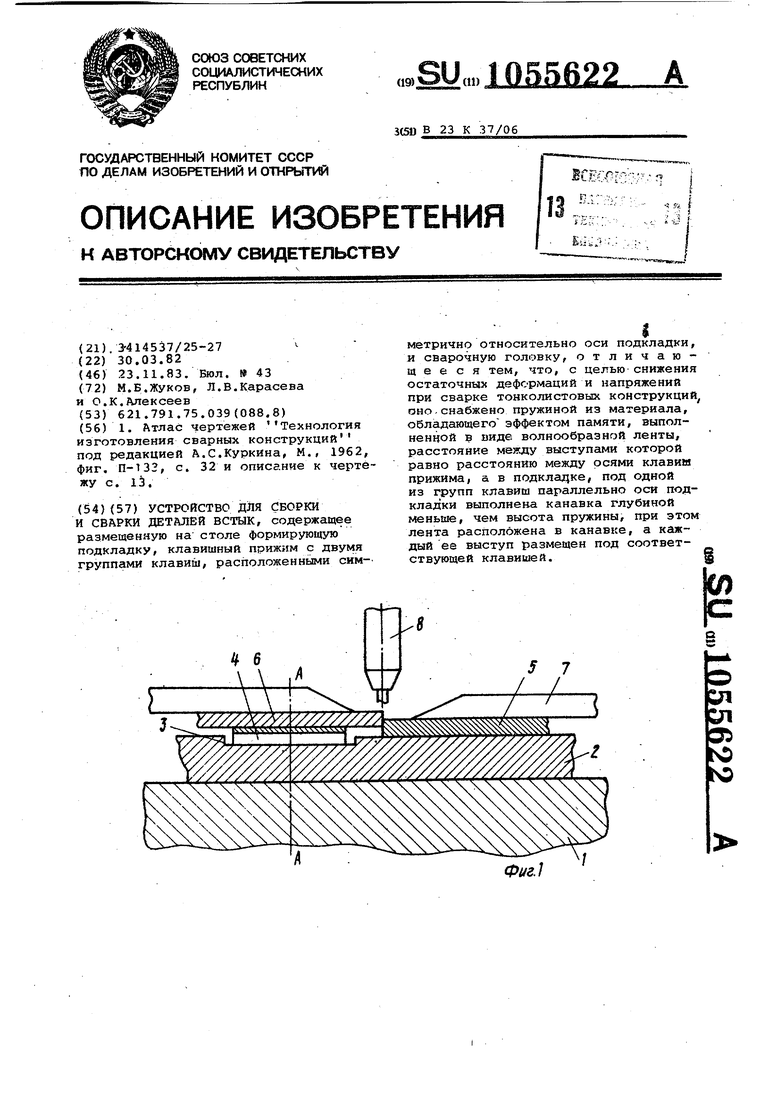
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Атлас чертежей Технология изготовления сварных конструкций пол редакцией А.С.Куркина, М., 1962, фиг | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
