Изобретение относится к области сварки, в частности к устройствам для сборки и сварки продольных швов тонкостенных цилиндрических изделий с окнами, расположенными по образующей изделия, диаметрально противоположной расположению стыка.
Известно устройство для сборки и сварки продольных швов цилиндрических изделий, содержащее основание с двумя рядами клавишных прижимов и поворотной консолью, снабженной формирующей подкладкой.
Однако в таком устройстве свободное, незафиксированное положение обечайки при ее установке на консоли приводит к смещению стыка шва на шовоформирующей подкладке от линии перемещения оси сварочной головки при повороте консоли на 90° в положение под сварку, а также расхождение кромок стыка шва при поджиме обечайки шовоформирующей подкладкой к неподвижной балке, так как обечайка висит на консоли свободно и ничто не препятствует отжиму обечайки вниз с расхождением кромок стыка.
Наиболее близким к изобретению по техническому рещению и достигаемому результату является устройство для сборки и сварки прох,ольных швов цилиндрических изделий, содержащее основание с двумя прижимными балками, иоворотной консолью, снабженной формирующей подкладкой и фиксаторами
изделия, а также механизмом ирижима консоли к прижимным балкам.
Известное устройство обеспечивает фиксацию изделия на консоли и прижим консоли
с изделием к прижимным балкам, однако не исключает расхождения свариваемых кромок в процессе сборки, что снижает качество сварки, а также не обеспечивает закрепления изделия с окнами.
Целью изобретения является повышение качества при сварке изделий с окнами за счет исключения расхождения свариваемых кромок в процессе сборки. Для этого в предлол{енной установке обе
балки снабжены регулируемыми упорами, а механизм прижима консоли к прилсимиым балкам выполнен в виде закрепленного на основании силового цилиндра, на штоке которого посредством поворотного коромысла
смонтированы толкатели, взаимодействующие с консолью и оснащенные подпружиненными прижимами.
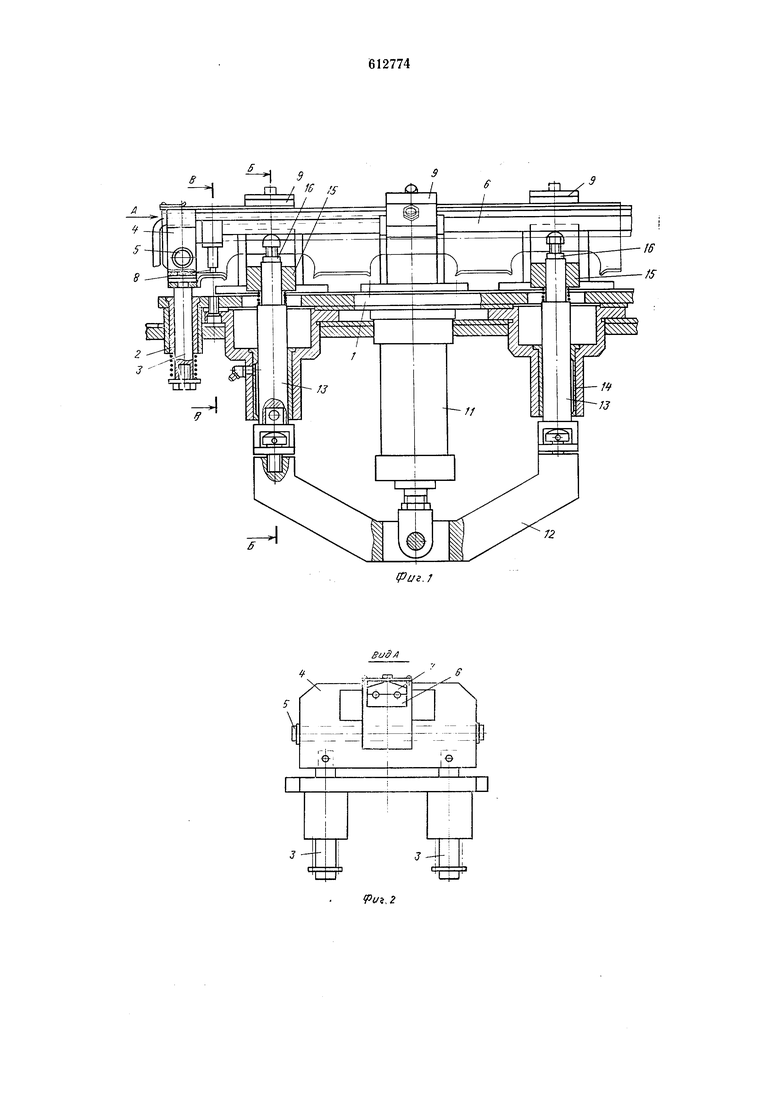
На фиг. 1 изображено иредложенное устройство; на фиг. 2 - вид по стрелке А на
фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1.
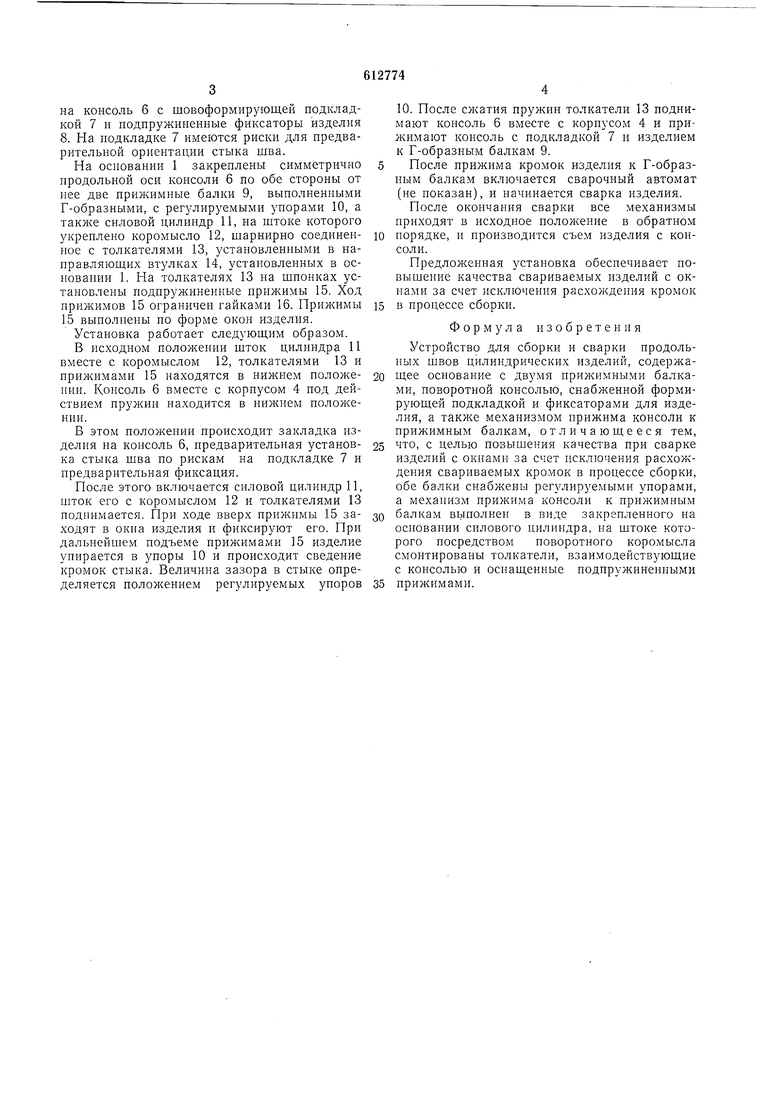
Устройство содерл пт основание 1, во втулках 2 которого находятся подпружиненные направляющие колонки 3 корпуса 4. В корпусе 4
на горизонтальной оси 5 шарнирно закреплена консоль 6 с шовоформирующей подкладкой 7 и подпружиненные фиксаторы изделия 8. На подкладке 7 имеются риски для предварительной ориентации стыка шва.
На основании 1 закренлены симметрично продольной оси консоли 6 по обе стороны от нее две прижимные балки 9, выполненными Г-образными, с регулируемыми упорами 10, а силовой цилиндр 11, на штоке которого укреплено коромысло 12, шарнирно соединенное с толкателями 13, установленными в направляющих втулках 14, установленных в основании 1. На толкателях 13 на шпонках установлены подпружиненные прнжимы 15. Ход прижимов 15 ограничен гайками 16. Прижимы 15 вынолнены по форме окон изделия.
Установка работает следующим образом.
В исходном положении шток цилиндра И вместе с коромыслом 12, толкателями 13 и прижимами 15 находятся в нижнем положении. Консоль 6 вместе с корпусом 4 иод действием пружин находится в нижнем положении.
В этом положении происходит закладка изделия на консоль 6, нредварительная установка стыка шва по рискам на подкладке 7 и предварительная фиксация.
После этого включается силовой цилиндр 11, шток его с коромыслом 12 и толкателями 13 подннмается. При ходе вверх прижимы 15 заходят в окна изделия и фиксируют его. При дальнейшем подъеме прижимами 15 изделие упирается в упоры 10 и ироисходит сведение кромок стыка. Величина зазора в стыке определяется положением регулируемых упоров
10. После сжатия пружин толкатели 13 поднимают консоль 6 вместе с кориусом 4 и прижимают консоль с подкладкой 7 и изделием к Г-образным балкам 9.
После нрижима кромок изделия к Г-образным балкам включается сварочный автомат (не показан), и иачинается сварка изделия.
После окоичания сварки все механизмы ириходят в исходное положение в обратиом порядке, и производится съем изделия с консоли.
Предложенная установка обеспечивает новышение качества свариваемых изделий с окнами за счет исключения расхождения кромок в процессе сборки.
Формула изобретения
Устройство для сборки и сварки продольных швов цилиндрических изделий, содерлсаЩее основание с двумя ирилсимными балками, новоротной консолью, снабженной формирующей подкладкой и фиксаторами для изделия, а механизмом нрижима консоли к нрижимным балкам, отличающееся тем,
что, с целью повышения качества при сварке изделий с окнами за счет исключения расхождения свариваемых кромок в процессе сборки, обе балки снабл ены регулируемыми упорами, а механизм консоли к прижимным
балкам вьшолнен в виде закрепленного на основании силового цилиндра, на штоке которого посредством поворотного коромысла смонтированы толкатели, взаимодействующие с консолью и оснащенные подпружиненными
прил имами. rh X
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1985 |
|
SU1266697A1 |
| Зажимное приспособление для сварки прямолинейных швов обечаек | 1974 |
|
SU504623A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |

Ш:
Е&/2
8
