/
Р31|
S
ел
00
со
ел 

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ворсового нетканого материала и устройство для его осуществления | 1991 |
|
SU1768685A1 |
| Способ изготовления эластичной оболочки с ворсовым покрытием | 2023 |
|
RU2819057C1 |
| Устройство для намотки изделий из нетканых композиционных материалов | 1982 |
|
SU1052403A1 |
| Пустотелый кольцевой шпангоут из композиционных волокнистых материалов | 1985 |
|
SU1285129A1 |
| Устройство для намотки оболочек вращения | 1982 |
|
SU1034918A1 |
| Способ изготовления нетканого ворсового изделия | 1990 |
|
SU1784691A1 |
| Устройство для получения длинномерных изделий из композиционных материалов | 1981 |
|
SU1004133A1 |
| Устройство для изготовления ворсового нетканого материала | 1987 |
|
SU1476019A1 |
| Способ изготовления оболочек из композиционного материала и устройство для его осуществления | 1985 |
|
SU1364490A1 |
| Устройство для изготовления изделий переменного профиля | 1989 |
|
SU1713826A1 |
Изобретение относится к переработке композиционных материалов методом намотки и может быть использовано в различных отраслях народного хозяйства при изготовлении оболочек сложной формы. Цель изобретения - расширение технологических возможностей и повьшение качества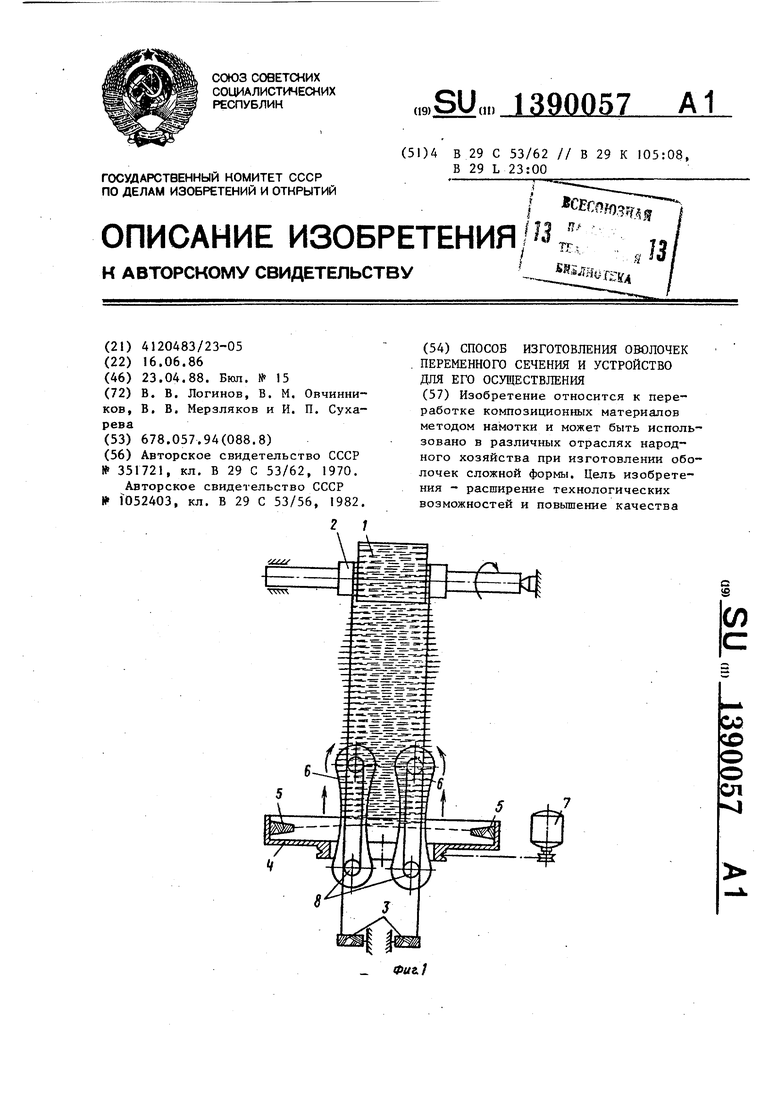
Фиг.
изделий. Для этого при образоБании нетканой ленты путем обмотки попереч ных нитей нитями продольного направления длину продольных нитей изменяют обмоткой ограничителя с профилем, соответстующим периметру сечения оправки . При этом по обе стороны поперечных нитей образуются петли. Устройство для изготовления оболочек сложной формы содержит оправку 1, обмотчик 4 с бобинами 5, средство подачи 3 продольных нитей,
1
Изобретение относится « переработке композиционных материалов методом намотки и может быть использовано в различных отраслях народного хозяйства при изготовлении оболочек сложной формы.
Цель изобретения - расширение технологических возможностей и повышение качества изделий.
На фиг. 1 показан общий вид уст- ройств а для намотки изделий сложного профиля из нетканой ленты, вид сверху; на фиг. 2 - укладка материала на оправку.
Устройство для намотки оболочек сложного профиля из нетканЬй пенты из композиционного материала содержит оправку с цапфами 2, средства 3 подачи поперечных нитей, обмотчик 4 с бобинами 5 продольных нитей, в проеме которого установлен механизм изменения длины продольных нитей в виде двух параллельных бесконечных лент 6 из эластичного материала переменной толщины, крайние ветви этих лент 6 образуют ограничительные профильные поверхности для намотки продольных.нитей. Обмотчик 4 приводится во вращение приводом 7.
Способ изготовления оболочек сложной формы осуществляют следующи образом.
Поперечные нити со средств.3 подачи , проходящие над профиль ными лентами, закрепляют на цапфах 2 оп90057
бесконечные ленты 6 переменной толщины. Продольные нити обматываются вокруг двух профильных лент, кривизна внешних кромок которых обеспечивает равномерное натяжение продольных нитей на поверхностях изделия . Применение направляющих в виде двух продольных лент с различной кривизной позволяет расширить номенклатуру изготавливаемых изделий и повысить их качество. 1 з.п. ф-лы, 2 ил.
равки 1. Затем приводят во вращение оправку 1 и одновременно с ним включают привод вращения обмотчика 4
и роликов 8. В результате этого приводятся в движение профильные ленты 6Jустановленные в зоне формирования продольных нитей. Продольные нити, сматываемые со шпуль 5
при вра1Дбнии обмотчика 4, обратыва- ют профильные ленты 6 по профилю внешних ветвей. За счет профиля лент 6 и их вращения навстречу друг другу происходит изменение длины продольных нитей. Профильные ленты 6 имеют синхронное перемещение внешних ветвей профильных лент, направленное в сторону оправки 1, за счет такого выполнения средства изменения ширины ленты поперечные нити укладывают без изменения их положения на цапфах 2 оправки 1 в процессе намотки, а продольные, наматываясь на ленты 6, сходят с них
при повороте с внешней стороны вовнутрь устройства, образуя по обе стороны от поперечных нитей петли, в которые проскальзывают эти поперечные нити при укладке на оправку
5I вытягивая и фиксируя их вокруг горловины неполюсных отверстий. Ленты 6 максимально приближают к оправке при монтаже устройства. Профиль лент 6 выбирают в .соответствии с формой наматываемого изделия, чтобы ширина по внешним их ветвям была равна ширине нетканой ленты, причем
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ИЗДЕЛИЙ | 0 |
|
SU351721A1 |
| Солесос | 1922 |
|
SU29A1 |
| МАШИНА КАРУСЕЛЬНОГО ТИПА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ | 1936 |
|
SU52403A1 |
| Солесос | 1922 |
|
SU29A1 |
