Изобретение относится к области автоматизации сварочных работ иа монтажных и строительных пл.ощадках.
Известны устройства для приварки стержней к пластинам, содержащие зажимы для стержня и пластины, механизм для перемещения зажима со стержнем, дозатор для флюса и аппаратуру для управления сварочным током. Эти устройства не обеспечивают достаточной автоматизации процесса сварки.
Предлагаемое устройство для приварки стержней к элементам сортового профиля позволяет автоматизировать процесс сварки и повысить качество сварного соединения.
Отличительной особенностью предлагаемого устройства является то, что зажимы для стержня и сортовой профиль, механизм перемещения зажима со стержнем и дозатор для флюса снабжены отдельными пневмоприводами, а для обеспечения срабатывания 1этих пневмоприводов в нужной последовательности, а именно: возбуждение дуги, горение дуги при постоянном дуговом зазоре и плавной подаче стержня, быстрая осадка стержня в ванну под током, выдержка стержня в ванне под током и без тока, применена электрическая система с несколькими реле времени.
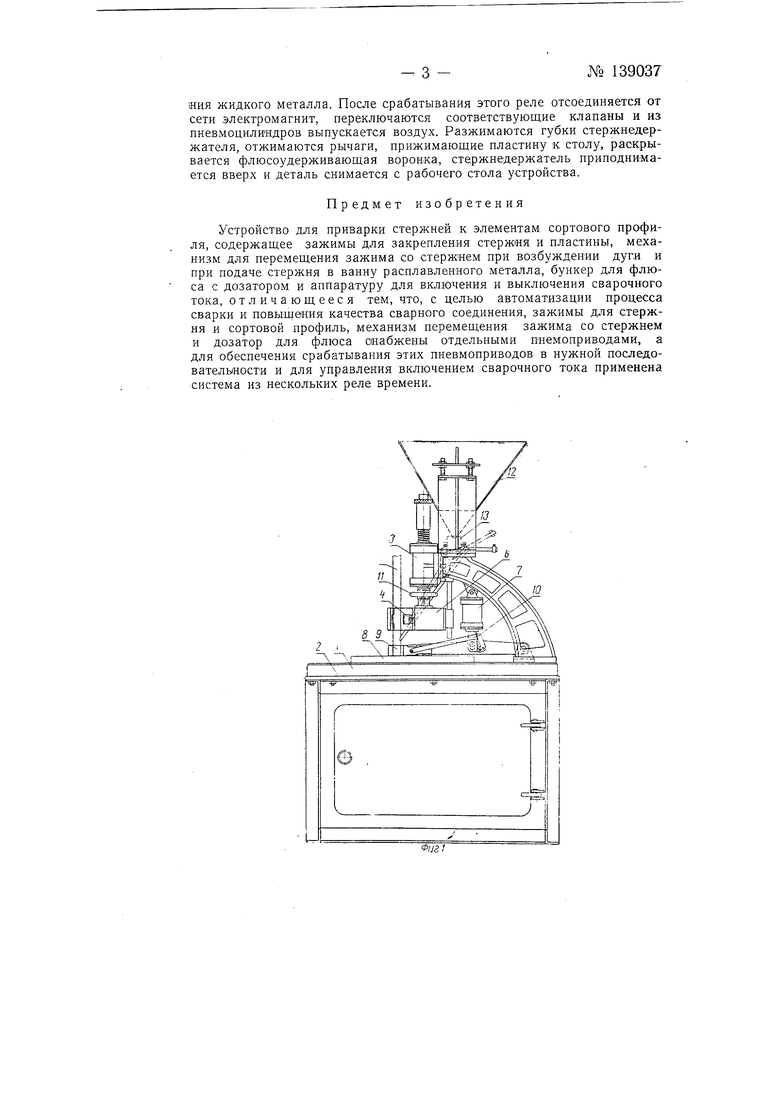
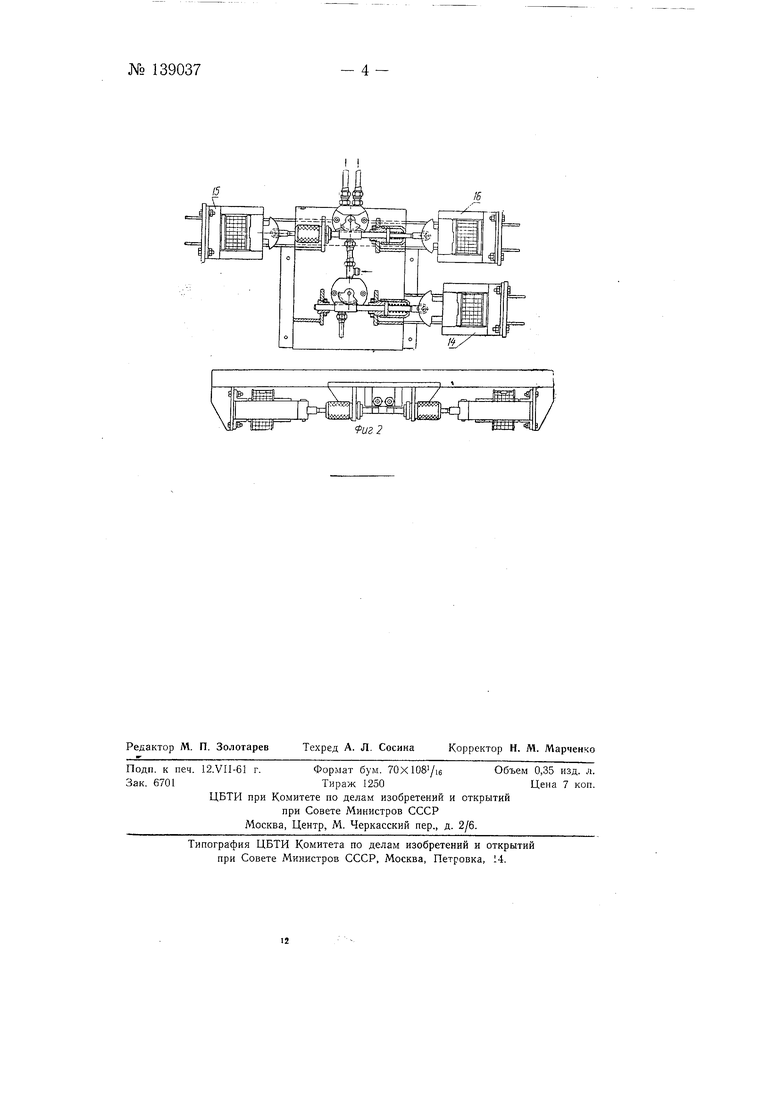
На фиг. 1 изображено устройство, общий вид; на фиг. 2 распределительная коробка пневмосистемы с электромагнитными приводами.
Сварка производится на верхней плите - рабочем столе 1 корпуса 2 устройства. Над столом «а кронштейне укреплена сварочная головка, содержащая: пневмоцилиндр 5, осуществляющий подъем и опускание стержнедержателя 4 с привариваемым стержнем 5, пневмоцилиндр 6, закрепляющий стержень в губках стержнедержателя, пневмоцилиндр 7, с помощью которого производится прижим свариваемой пластины 8 к рабочему столу, а также управление запирающим и отпи№ 139037- 2 рающим флюсоудерживающим устройством 9 через систему рычагов 10. Прижатие пластины осуществляется прижимом, служащим одновременно и флюсоудерживающим устройством. В момент прижатия пластины рычаг стальной кулисой замыкает боковой проем в флюсоудерживающей коробке. Маховичком 11 производится установка начального дугового промежутка. Рядом со сварочной головкой расположено флюсозасыпающее устройство, состоящее из бункера 12 с дозатором 13 флюса. В корпусе 2 устройства расположена пневматическая распределительная система (фиг. 2), состоящая из золотников с приводными электромагнитами 14, 15 и 16. В корпусе 2 установлена также электрическая аппаратура управления (-на чертеже не показана), содержащая кроме электромагнитов, управляющих клапанами, ряд промежуточных реле и три реле времени; первое реле времени задает выдержку времени горения дуги, второе реле времени задает время выдержки стержня в ванне под током, третье реле времени задает выдержку стержня в вание до застывания после снятия напряжения со сварочного трансформатора.
Управление устройством осуществляется с помощью трехкноночного поста управления с кнопками «зажим, «пуск и «стоп (на чертеже не показаны). Кнопка «зажим служит для включения узла зажима стержней и пластины, кнопка «пуск - для включения автоматического цикла сварки, кнопка «стоп - для экстренного отключения устройства.
Предусмотрена следующая последовательность работы устройства. Перед началом сварки на столе 1 укладывают предварительно размеченную Пластину 8. Привариваемый стержень 5 устанавливают в зажимные губки стержнедержателя 4. Нажимают на кнопку «зажим. Возбуждается электромагнит 14, переключающий клапан подачи воздуха в верхнюю полость пневмоцилиндра 7 и правую полость пневмоцилиндра 6. В результате действия этих пневмоцилиндров через систему рычагов 10 пластина 8 прижимается к столу / и приводится в действие дозатор 13 флюса, который отмеривает и засыпает в флюсоудерживающее устройство заданное количество флюса; стержень 5 зажимается в тубках стержнедержателя 4. Маховичком 11 устанавливается первичный зазор между стержнем и пластиной в момент зажигания дуги. Настраиваются реле времени на необходимые выдержки для обеспечения заданного цикла прохождения процесса сварки. Величина сварочного тока устанавливается с помощью соответствующих устройств на сварочных трансформаторах.
Для начала сварки следует нажать кнопку «пуск. Включается соответствующее реле, контактор, подающий напряжение « сварочному трансформатору, и электромагнит 15, переключающий золотник клапана подачи воздуха в нижнюю полость пневмоцилиндра 3. Стержнедержатель вместе со стержнем приподнимается над пластиной на высоту, установленную ранее маховичком 11. В этот момент между пластиной и стержнем загорается дуга. В процессе сварки, несмотря на интенсивность оплавления стержня, автоматически может поддерживаться стабильность длины дуги. По истечении выдержки реле времени, определяющего длительность горен1ия дуги, подается напряжение к электромагниту 16. Последний переключает соответствующий клапан и в результате подается воздух в верхнюю часть пневмоцилидра 3. Стержнедержатель опускается и стержень погружается в ванну жидкого металла. Стержень, погруженный в ванну, находится под током в течение времени, определяемого выдержкой времени второго реле. После отключения этого реле сварочный трансформатор отсоединяется от сети и начинает реализовать свою выдержку времени третье реле, которое задает время выдержки стержня в ванне, необходимое для затвердевания жидкого металла. После срабатывания этого реле отсоединяется от сети электромагнит, переключаются соответствующие клапаны и из пневмоцилиндров выпускается воздух. Разжимаются губки стержнедержателя, отжимаются рычаги, прижимающие пластину к столу, раскрывается флюсоудерживающая воронка, стержнедержатель приподнимается вверх и деталь снимается с рабочего стола устройства.
Предмет изобретения
Устройство для приварки стержней к элементам сортового профиля, содержащее зажимы для закрепления стержня и пластины, механизм для перемещения зажима со стержнем при возбуждении дуги и при подаче стержня в ванну расплавленного металла, бункер для флюса с дозатором и аппаратуру для включения и выключения сварочного тока, отличающееся тем, что, с целью автоматизации процесса сварки и повыщения качества сварного соединения, зажимы для стержня и сортовой профиль, механизм перемещения зажима со стержнем и дозатор для флюса снабжены отдельными пнемоприводами, а для обеспечения срабатывания этих пневмоприводов в нужной последовательности и для управления включением сварочного тока применена система из нескольких реле времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ СТЕРЖНЕЙ К ЭЛЕМЕНТАМ СОРТОВОГО ПРОФИЛЯ ПОД СЛОЕМ ФЛЮСА | 1969 |
|
SU251116A1 |
| АВТОМАТ ДЛЯ СВАРКИ СТЕРЖНЕЙ | 1967 |
|
SU189969A1 |
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| Устройство для приварки стержней к элементам сортового профиля втавр | 1983 |
|
SU1269942A1 |
| Устройство для дуговой сварки стержня с пластиной | 1990 |
|
SU1738536A1 |
| Механизм привода сжатия машины для приварки стержней в тавр | 1989 |
|
SU1742003A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ | 2001 |
|
RU2192373C1 |
Фиг /
16
иг2
