Изобретение относится к сварочному производству и может быть использовано при приварке стержней к пластинам втавр. Целью изобретения является обеспе чение стабильности зажигания дуги бе прилож€ ния осевого усилия, увеличени долгов« чности узлов устройства и повышение качества сварных соединений На чертеже изображено устройство для приварки стержней к элементам сортового профиля втавр, состоящее из стола-решетки 1 и укрепленной на нем стойки 2, служащей для закрепления навесной сварочной головки. Сварочная головка содержит равноплечий шарнирно установленный на стойке 2 рычаг 3, на одном плече которого шар нирно закреплен шток пневмоцилиндра 4 осадки. Корпус пневмоцилиндра осад ки жестко закреплен на стойке 2 при помощи кронштейна 5. Соосно штоку пневмоцилиндра осадки на кронштейне 6, жестко закрепленном на стойке 2, установлен упорный винт 7, задающий величину осадки стержня. На другом плече рычага 3 в гайку 8 ввернут шпиндель 9. Вращение шпинделя осуществляется электродвигателем 10 через редуктор 11 и пшицевую муфту 12. Посредством карданного шарнира 13 к шпинделю 9 прикреплен пневмсцилиндр 14, шток которого соединен с клещевьт захватом 15, служащим одновременно верхним токоподводом. Запирание захвата производит ся упорными роликами 16, закрештенны ми на корпусе пневмоцилиндра 14. Кр ме того, на шпинделе 9 закрепле кы скольг1япше токоподводы 17 и воздутсо отвод 18 пневмоцилиндра 4. Для исKJH04eHHH вращения токоподвода служи стопор 19, закрепленный на рычаге 3. Соосно со стержнем 20 на стойке 2 посредством кронштейна 2i установ пен электромагнит 22, центрирующ ий стержень СООСНО с электромагнитом 2 и нижним токоподводом, установленны ми на столе-решетке I. Для срабатывания узлов устройства в нужной последовательности применена электрическая система из реле напряжения и нескольких реле времени. Устройство работает следующим об разом, Привариваемый стержень 20 зажима ется в клещевой захват 15. 422 При команде Пуск могут возникнуть две ситуации. Стержень не имеет электрического контакта с пластиной 24, лежащей на нижнем токоподводе. В этом случае реле напряжения, питающееся от источника сварочного тока и отрегулированное на порог включения 40 В, срабатывает и дает команду электродвигателю 10 на вращение шпинделя 9 в гайке 8 в сторону сближения стержня 20 с пластиной. После возникновения электрического контакта сварочный ток, проходя, через обмотки электромагнитов 22 и 23, намагничивает их, притягивая пластину к токоподводу и центрируя стержень соосно с электромагнитом 23. Напряжение источника сварного тока падает ниже порога срабатьшания реле напряжения, и он своими контактами дает команду электродвигателю 10 на вращение в противоположную сторону, обеспечивая тем самьв дуговой промежуток, равный 40 В. Стержень имеет электрический контакт с пластиной 24. Б этом случае реле напряжения не срабатывает, обеспечивая тем cahftjM подъем стержня до достижения дугового промежутка, равного 40 В. По мере оплавления стержня дуговой промежуток увеличивается, включается реле напряжения и стержень 20 посредством вращения шпинделя 9 подается в зону сварки. Стабилизация дуги производится в пределах 35-40 В. Продолжительность времени горения дуги задается реле времени, включенного в электрическую схему устройства. По окончании заданного времени сварки дается команда на осадку стержня. Осадка осуществляется пневмоцилиндром 4 на величину, устанавливаемую упорным винтом 7. По окончании времени осадки стержня 20 срабатывает пневмоцилиндр 14, освобождая клещевой захват 15 и стержень 20, остальные механизмы возвращаются в исходное положение. Ввиду того, что зажигание электрической дуги происходит практически без приложения осевого усилия на стержень, повышается надежность работы узлов зажатия и осадки. Благодаря вращению стержня при сварке и применению электромагнитов, центрирующих стержень относительно пласти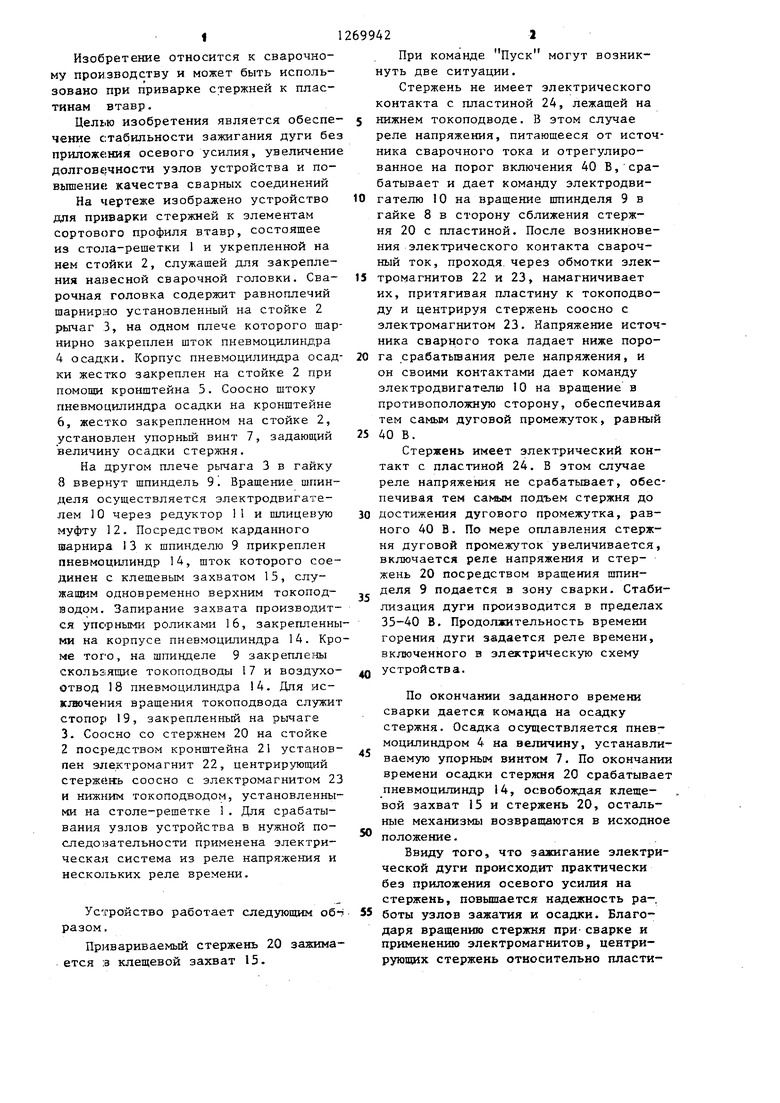
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки стержня с пластиной | 1990 |
|
SU1738536A1 |
| Устройство для приварки стержней к элементам сортового профиля | 1960 |
|
SU139037A1 |
| Устройство для сварки магнитоуправляемой дугой | 1986 |
|
SU1409426A1 |
| Устройство для электродуговой сварки под слоем флюса стержней втавр | 1981 |
|
SU986675A1 |
| МАШИНА ДЛЯ ПРИВАРКИ СТЕРЖНЯ К ПЛАСТИНЕ | 1991 |
|
RU2030978C1 |
| Устройство для сварки под флюсом стержней в тавр с элементами сортового профиля | 1990 |
|
SU1757813A1 |
| Устройство для приварки стержней в тавр к плоским элементам проката под слоем флюса | 1977 |
|
SU670402A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| Пистолет для приварки шпилек | 1977 |
|
SU733908A1 |
УСТРОЙСТВО ДЛЯ ПРИВАРКИ СТЕРЖНЕЙ К ЭЛЕМЕНТАМ СОРТОВОГО ПРОФИЛЯ ВТАВР под слоем флюса, содержащее рабочий стол, стойку, на которой закреплена сварочная головка, пневмоциливдр осадки, механизм захвата с пневмоцилиндром, отличающееся тем, что, с целью стабильности зажигания дуги, повышения качества сварных соединений и увеличения долговечности узлов, сварочная головка снабжена равноплечим шарнирно установленным на стойке рычагом, на одном плече которого шарнирно закреплен шток пневмоцилиндра осадки, на другом - шпиндель, шарнирно связанный с пневмоцилиндром механизма захвата, выполненным в виде клещей, взаимодействующих с упорными роликами, закрепленными на корпусе пневмоцилиндра механизма захвата, при этом корпус пневмоцнлиндра осадки жестко связан через кронштейн со стойкой, стойка и рабочий стол снабжены электромагнитами, установленными соосно с клещевым захватом, а пневмоцилиндр со осадки снабжен упорным винтом, жестсл ко закрепленным на стойке соосно пневмоцилиндру.
| Устройство для приварки стержней к элементам сортового профиля под слоем флюса | 1974 |
|
SU526481A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для приварки стержней к элементам сортового профиля | 1960 |
|
SU139037A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
