(Л
4ЕОПЕЭ TfcQBGU


| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ СТЕРЖНЕЙ К ЭЛЕМЕНТАМ СОРТОВОГО ПРОФИЛЯ ПОД СЛОЕМ ФЛЮСА | 1969 |
|
SU251116A1 |
| Устройство для приварки стержней к элементам сортового профиля втавр | 1983 |
|
SU1269942A1 |
| Устройство для сварки под флюсом стержней в тавр с элементами сортового профиля | 1990 |
|
SU1757813A1 |
| МАШИНА ДЛЯ ПРИВАРКИ СТЕРЖНЯ К ПЛАСТИНЕ | 1991 |
|
RU2030978C1 |
| Устройство для сварки | 1981 |
|
SU1004054A1 |
| Устройство для приварки цилиндрических деталей | 1979 |
|
SU863271A1 |
| Установка для дуговой конденсаторной сварки оплавлением | 1981 |
|
SU990462A2 |
| Устройство для приварки стержней к элементам сортового профиля | 1960 |
|
SU139037A1 |
| Устройство для сборки набора с обшивкой корпуса судна | 1978 |
|
SU753707A1 |
| Механизм подачи сварочной проволоки | 1989 |
|
SU1764883A1 |
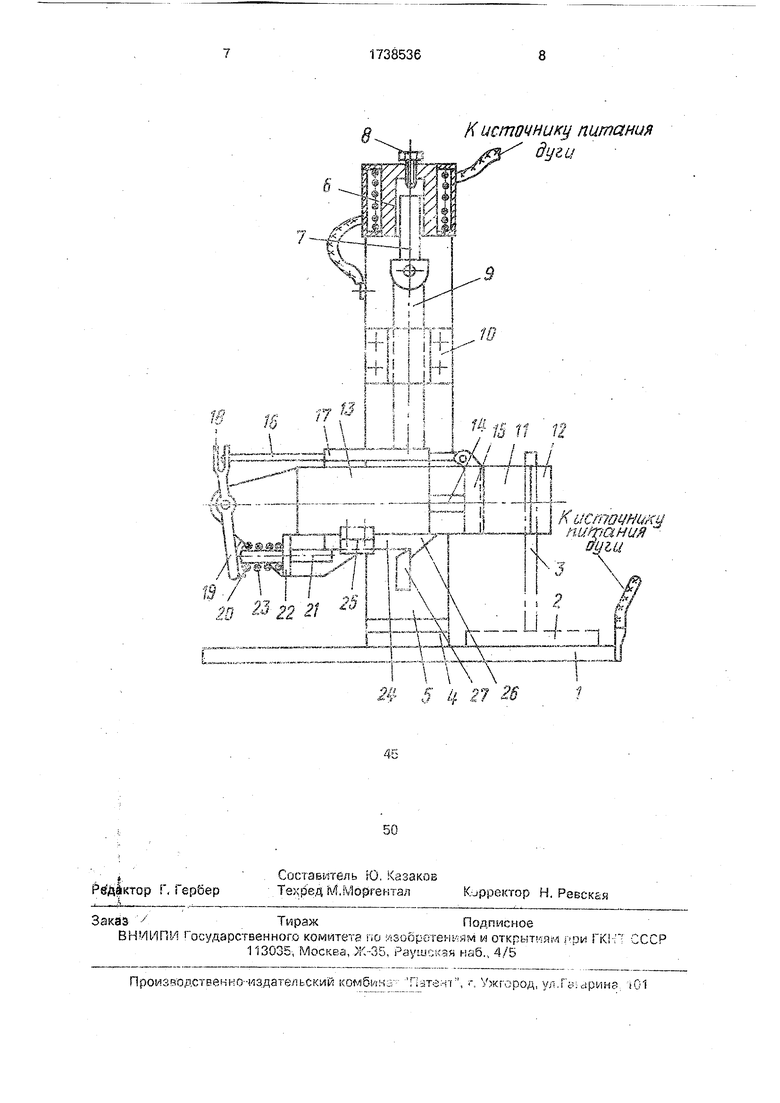
Использование: для приварки стержневых деталей к плоскостным деталям втазр, например анкерных стержней к пластинам закладных деталей железобетонных конструкций, шпилек, штифтов к листам и металлопрокату. Сущность изобретения: в устройстве для дуговой сварки стержня с пластиной электромагнит расположен на стойке над сварочной головкой, снабжен подвижным сердечником, который шарнирно соединен со сварочной головкой через шток. Под сварочной головкой на стойке жестко закрепленупор, а на сварочной головке установлена защелка с зубом, взаимодействующим с упором. На другом конце защелки закреплен подпружиненный хвостовик, взаимодействующий с двуплечим рычагом, шарнирно закрепленным на сварочной головке. Другое плечо рычага соединено тягой с подвижным зажимом механизма захвата. 1 ил.
Изобретение относится к сварке, а конкретно к сварочному оборудованию, и может быть использовано для приварки стержневых деталей к плоскостным деталям втавр, например анкерных стержней к пластинам закладных деталей железобетонных конструкций, шпилек и штифтов к листам и металлопрокату.
Известны устройстварпя дуговой сварки стержней с пластинами.
Эти устройства содержат захваты для фиксации и позиционирования привариваемого стержня относительно пластины, привод этих захватов, привод вертикального перемещения захватов с зажатым в них стержнем, с помощью которого возбуждают сварочную дугу путем перемещения стержня вверх на заданную длину дуги, а после
оплавления торца стержня перемещают его вниз, окунают в сварочную ванну и производят осадку стержня. Приводы выполнены в виде пневмоцилиндров.
Недостатком известных устройств является то, что при использовании пневматического привода не обеспечивается стабильность возбуждения дуги. По сравнению с временем переходных процессов, происходящих в контакте стержень - пластина при отрыве стержня, подъем и опускание последнего происходят медленно, велика вероятность того, что дуга не возбудится. Обратная связь с дугой пневматического привода в известных устройствах отсутствует. Это приводит к необходимости в случае, когда дуга не возбуждается, начинать процесс заново путем ручных переклюVIСА ОЭ СЛ О5 О
чений Это увеличивает трудоемкость процесса кварки.
Наиболее близкие к изобретению является устройство для приварки стержней гоогсвого проката.
У.Л рсйетво снабжено пневмоприводами механизма захвата стержня и его осадки. Кррме гсго, устройство содержит электро- м-ехзня есхи привод возбуждения дуги и ос-1 .,:o:.s -:/iK se дликь,. Однако повторные ,1 ,к:. дуги производиться тс. : уге реверсирования элзктро- двигзт-глк. Это процесс инерционный, требует значительного по сравнению с циклом сварки (3-8 с) времени, что сни- ,сзе: nr:f - jтзл ;ость труда. Кромя , - - . ч.---: ii . -ский пр:13од зго ц;. г / т CV.TTHJ, долслнитэльчо. пнев- г/.ог г.хзс. 1. -,: -мольного перемещения (сс,д -/ - :.;..к:-. о Г:аэг,й и служит для осу , Т; JCd.iiKrt стержня, Зто усложняв г xo. icrpy: - vio установи.
{Jen-.- Г,о6р 3теы 1:-: является пирышэ- Htte гфоизеод/ телпмости процесса сварки и улрощямкс конструкции устройства.
Цаль достигается тем, что в устройство содер я .ие.ч оаЗочик стол - основания с: :J4v. i;a ч.тгаэой размещено сварО - НЕ гслоб.чй :, мбхьн мо захвата стержня со С .о. из мк&змоцияиндра, неподвижного и РОДЗМ/ХМОГО параллельных захватов, а содержащем электромагнит, после- д оо&те,1онс Е; .П еннь:м з сварочную цепь, злекгоомагн.т набжен подвижным сердеч- ни.чом, за « теплей ка стойке над сварочной головной, 6iO подзихкый сердечник шар- HUf-HO соеди.чуг со штоком, закрепленные не сгзрочной головке, которая снабжена под Pv« tfи зкноЈ защелкой, имеющей на одном кокц 3v 5, а други концом через хвосто&ик, ры1 r.rit тяг/ взаиг оде-у стзующей с подвихсны .-: захватом, причем под сварочном голозхой жестко закреплен на стойке упор, взаимодействующий с зубом защелки.
Таксе конструктивное решение позволяет сократить повторного возбуждения дуги, что повысит производительность труда и отказаться от привода осадки стержня, ч о упоош.с ет конструкцию устройства.
Ча чертеже зобоажено предлагаемое устрой зо, общий вид. Устройство содержат основание 1, соединенное с одним из полюсов источника питания сварочной дуги и служащее одновременно сварочным столом, не котором закрепляется любым м известных способов свариваемая пластина 2 с установленным на ней стержнем 3. На основании 1 через изолирующую прокладку 4 закреплена стоика 5. 8 верхней части стойки 5 из ней закреплен электромагнит 6
с подвижным сердечником 7. С торца в корпусе электромагнита б выполнено резьбовое отверстие, в котором установлен упорный винт 8. Электромагнит 6 включен
последовательно в сварочную цепь. Его подвижный сердечник 7 шарнирно соединен со штоком 9, пропущенным с возможностью свободного перемещения через направляющую 10, закрепленную на стойке 5.
0 На нижнем конце шгокэ 9 закреплена планка 11, которая своей плоскостью прислоняется к поверхности стойки 5 и может перемещаться со штоком 9 вдоль этой поверхности. На планке 11 смонтирована сва5 рочная головка, включающая в себя пнрБмочилмидо 13, на шгеке 14 которого
.-.Ј. Gfs/e-h Г ОД ЗИХл1лЙ С,ЬХГ)31 IS, а НЗ КОНЦО
плзькй 11 - неподвмж захв-т; 12. К по- захвату 1Ь прикреплена тяга 16,
0 пропущенная с еозможногтьн) ocesoro пе- р:.; рщечия через направляющую зз- ,.реглзычую на пн Бчоиилиндре 13, Другой окец гп 16 через ш/глку :3 ш рнирно соединен с двуплечим рычагом 19, который, в
5 свою очередь, шэрнирно соединен с планкой П. Вторым плечом рычаг 19 касается пяты 20 хаостовика 2, пропущенного с воз- oxi пгтыо перемещения :: отверг.гие в су- чэре 22 который закрег.лан HO планке 11.
0 г/1ежду пятой 20 м сухаре - 22 на хвостовике 21 размещена пружина 23. Хвостовик 21 соединен с защелкой 24, установленной с возможностью свободного перемещения в направляющей 25, которая прикреплена к
5 пневмоцилиндоу 13. .-.- са 24 с.бжена зубом 26, который взаимодействует с упо- оом 27, жестко закрепленьем на гтойке & под сварочной головкой.
Устройство работает следующим обра0 зом.
Свариваемая пластина 2 устанавливаете: пи основании 1 и закрепляется на нем любым известным способом, например пчезмоприжимом, как ка автомате АД-2001
5 кли электромагнитом, как в известном устройстве. Затем между захватами 12 и 15 устаназливают п .-ивариваемый стержень 3 м включают ус.ановку. Пневмоиилиндр 13 --ерез шток 14 захватом 15 прижмет стер0 жень 3 к захвату 12. Одновременно тяга 16 отведет рычаг 19 от пяты 20. Пружина 23 останется сжатой, та как зуб 26 защелки 24 взаимодействует с упором 27. После включения источника питания сварочной дуги че5 рез электромагнит 6 пойдет ток, поскольку сварочная цепь замкнута через торец стержня 3. спирающийся о поверхнс ь пластины 2.
ЗК1рОИаП /П 6 POiSl V iJi/ПСЯ. B v HGf ПОДВИЖНЫЙ сердечник 7 и поднимет ш ок 9
вместе с прикрепленной к нему планкой 11 и смонтированной на ней сварочной головкой с зажатым в захватах 12 и 15 стержнем 3 на высоту, равную длине дуги, которая установлена заранее с помощью упорного винта 8. Зуб 26 защелки 24 выйдет при этом из зацепления с упором 27, пружина 23 через хвостовик 1 выведет защелку 24 за пределы упора 27. В это же время при подъеме стержня 3 его торец оторвется от пластины 2 - возбудится сварочная дуга. Если возбуждения дуги по какой-либо причине не произойдет, тр разорвется сварочная цепь, электромагнит обесточится и стержень 3 под действием силы тяжести вновь упадет торцом на пластину 2, цепь вновь замкнется, произойдет Повторный цикл зажигания дуги. Процесс будет повторяться, пока сварочная дуга не возбудится.
После зажигания дуги происходит оплавление поверхности пластины 2 и стержня 3. Длина дуги по мере оплавления стержня растет, ее величину контролируют, измеряя напряжение дуги. При достижении заданного напряжения дуги, соответствующего требуемой величине оплавления стержня 3, источник питания дуги выключают. Электромагнит 6 обесточивается и стержень 3 под действием силы тяжести всей подвижной части устройства падает в сварочную ванну - происходит его осадка. Поскольку в это время защелка 24 находится в крайнем левом положении, взаимодействовать с упором 27 она не может и сварочная головка со стержнем 3 опустится на большую величину, чем она поднялась из исходного положения (на толщину защелки 24). Это необходимо, чтобы стержень 3, длина которого уменьшилась в результате оплавления, мог погрузиться оправленным торцом в сварочную ванну на пластине 2.
После выдержки времени, необходимого для кристаллизации металла сварного соединения, пневмоцилиндр 13 переключается на обратный ход. Захват 15 освобождает стержень 3, тяга 16 поворачивает рычаг 19, который давит на пяту 20 и перемещает хвостовик 21 с защелкой 24 в крайнее правое положение. Пружина 23 при этом отжимается. Защелка 24, входы между упором 27 и поверхностью пневмоцилиндра 13 поднимает сварочную головку в исходное положение. Зуб 26, перескочив упор 27, входит с ним во взаимодействие и фиксирует зацепку 24 для следующего цикла. Н§ предлагаемом устройстве может рроиз|0литься дуговая сварка под слоем флюсаЩр|ащитных газах или с защитными керамическими шайбами.
Положительный эффект предполагаемого изобретения можно примерно оценить следующим образом. Производительность известных устройств примерно 200 сварок в
час. Это соответствует штучному времени т.,02ч(18с). Если принять в среднем, что на каждом цикле сварки за счет нестабильного возбуждения дуги теряется 2 с, то предлагаемое техническое решение повысит
производительность труда на 11%. С учетом действительного годового фонда времени программа выпуска деталей на известных устройствах составит л штук в Гой. Приняв экономию времени на каждой детали A tun
и коэффициент начислений на заработную плату Нр, получим экономию по заработной плате
Зэ А 1шт П Кн.
Кроме того, стоимость каждого устройства, изготовленного на Основе предлагаемого технического решения, меньше по сравнению со стоимостью известного на величину стоимости пневмоцилиндра привода
осадки.
Формула изобретения
Устройство для дуговой сварки стержня
с пластиной, содержащее рабочий стол, основание, стойку, на которой с возможностью перемещения размещена сварочная головка с механизмом захвата с пневмоци- линдром, подвижным и неподвижным параллельными захватами, электромагнитом, последовательно включенным в сварочную цепь, и упорным винтом, отличающее- с я тем, что, с целью повышения производительности и упрощения конструкции, на
стойке смонтированы направляющая и упор, электромагнит установлен на стойке над сварочной головкой, снабжен подвижным сердечником, шарнирно соединенным со штоком, установленным с
возможностью свободного перемещения в направляющей и связанным со сварочной головкой, в нижней части сварочной головки в направляющей установлена с возможностью перемещения защелка, на
одном конце которой выполнен зуб, взаимодействующий с упором, стойки, а на другом закреплен подпружиненный хвостовик, установленный с возможностью взаимодействия с двуплечим рычагом.
шарнирно закрепленным на сварочной головке, при этом другое плечо рычага соединено тягой с подвижным захватом, а упорный винт устанозлен в верхнем торце электромагнита.
К /с /;
ItS
| Т-iriA / / Г
™ TIZlST Crif ™-Jliri ill™.-sS-
г
,
«L. . ...«
,. «rjrj j -Р
iЈ- н- -i-
дгрНдзх/1
ц /
U f i лгС
2В Я 22 21 1
К источнику питания
дуги
К /с /; 12
ItS
ill™.-sS-
,
i / - -f- i
-I- ---H
., „.LJ
5 л|jj i
|| К источнику LJL -JLLJ писания
| ХОЛОДИЛЬНЫЙ ШКАФ | 0 |
|
SU205838A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для приварки стержней к элементам сортового профиля втавр | 1983 |
|
SU1269942A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
