Известны способы контроля качества электрической точечной сварки. Однако такие способы не позволяют производить контроль непосредственно в процессе сварки.
В описываемом способе для осуществления контроля каждой точки иепосредственно в процессе сварки записывают магнитным способом на ленте сигналы основных параметров режима сварки эталонной точки, воспринимаемые с помощью электрического датчика, а затем эти сигналы подают на схему сравнения одновременно с сигналами датчика, контролирующего режим сварки каждой точки, и по значению разностного сигнала на выходе схемы определяют качество сварки контролируемой точки.
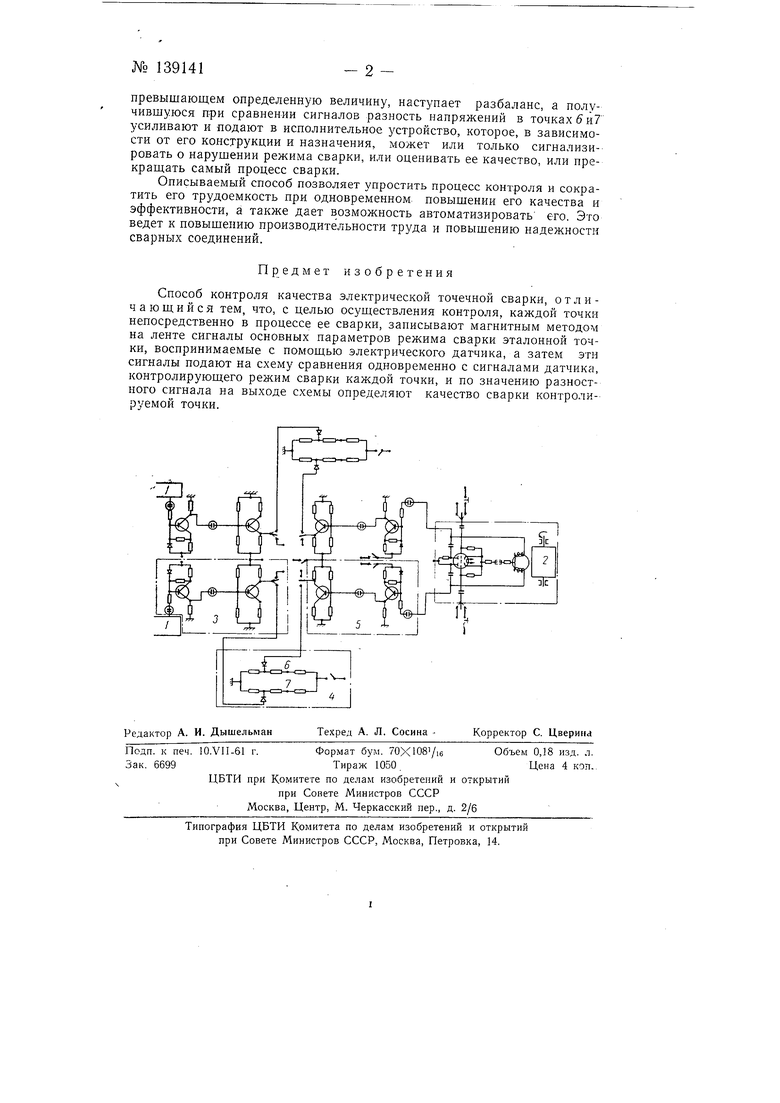
На чертеже изображена схема устройства для контроля качества сварки.
Способ контроля качества электрической точечной сварки состоит в том, что перед началом сварки изделия в целом производят сварку нескольких контрольных точек. При этом с помощью электрических датчиков / на ленту магнитофонного устройства 2 записывают сигналы основных параметров процесса, например давления па электродах, величины сварочного тока, длительности импульса, омического сопротивления вторичного контура сварочной машины и т. д. Затем сваренные контрольные точки подвергают испытанию вплоть до разрущения. Ту точку, качество которой признается наилучщим, принимают за эталонную, а сигналы параметров режима прочих точек стирают с ленты.
Во время сварки изделия при помощи тех же датчиков / снимают параметры режима сварки каждой точки, причем соответствующие сигналы после усиления в усилителе 3 подают на мостовое сравнивающее устройство 4. Одновременно туда же с устройства 2 через усилитель 5 подают эталонные сигналы. При несовпадении тех и других сигналов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом точечной сварки | 1951 |
|
SU95075A2 |
| Устройство для контроля процесса контактной точечной и роликовой сварки | 1981 |
|
SU984764A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1970 |
|
SU335889A1 |
| Система для управления процессом контактной точечной и шовной сварки | 1987 |
|
SU1511039A1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2003 |
|
RU2253552C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ УЗЛОВ | 1995 |
|
RU2100160C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1995 |
|
RU2110380C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ И КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2164846C1 |
| ЦИФРОВОЙ ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП | 2009 |
|
RU2411517C1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1980 |
|
SU1006123A1 |
