Изобретение относится к контактной сварке, в частности к контактной сварке переменным током, проводимой с помощью регулятора цикла сварки с тиристорным модулем.
Известно техническое решение "Способ контактной стыковой сварки сопротивлением" (а.с. СССР №1648680 А1, В 23 К 11/24), при котором сварку ведут на постоянном угле включения тиристоров. В процессе сварки в каждом полупериоде тока измеряют угол проводимости тиристоров и сравнивают друг с другом.
Данный способ не позволяет управлять сварочным током в фазах процесса контактной точечной сварки, что существенно снижает качество сварных соединений.
Наиболее близким техническим решением (прототипом) является способ контактной точечной сварки, использованный в контроллере контактной сварки ККС-102 (“Техническое описание и инструкция по эксплуатации контроллера контактной сварки”, ОАО “АВТОВАЗ”, 1994 г.). В основе функционирования контроллера заложен принцип действия программируемого многоканального регулятора цикла сварки с тиристорным модулем. Способ управления сварочным током основан на изменении угла проводимости тиристоров, выполняющего последовательность заранее заданных режимов работы. Контроль и корректировка режима происходит по обратной связи от датчика тока.
Данный способ не позволяет при управлении сварочным током учитывать сложную зависимость выделения тепла в точке сварки в процессе сварки, что снижает качество сварных соединений.
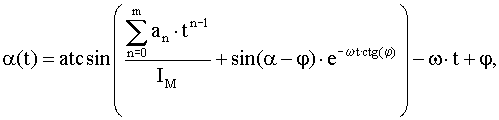
Создание данного технического решения направлено на повышение качества сварных соединений за счет регулирования угла проводимости тиристоров в каждом полупериоде сварочного тока в фазах процесса сварки. Для этого в способе управления сварочным током при контактной точечной сварке переменным током, проводимом с помощью регулятора цикла сварки с тиристорным модулем и основанном на изменении угла проводимости тиристоров, предварительно определяют контрольные точки сварочных токов в каждой фазе процесса точечной сварки, по которым рассчитывают регрессионные модели кривых амплитуды сварочных токов, затем, используя регрессионные модели кривых амплитуды сварочных токов, вычисляют значения углов проводимости тиристоров по формуле
где IM - максимальное значение сварочного тока;
t - время;
ω - частота питающей сети;
α - угол включения тиристоров;
ϕ - угол сдвига фаз;
аn - коэффициенты степенного полинома,
после чего записывают в модули управления сварочным током, предварительно введенные в регулятор цикла сварки, значения угла проводимости тиристоров, которые в последствии используют при управлении сварочным током.
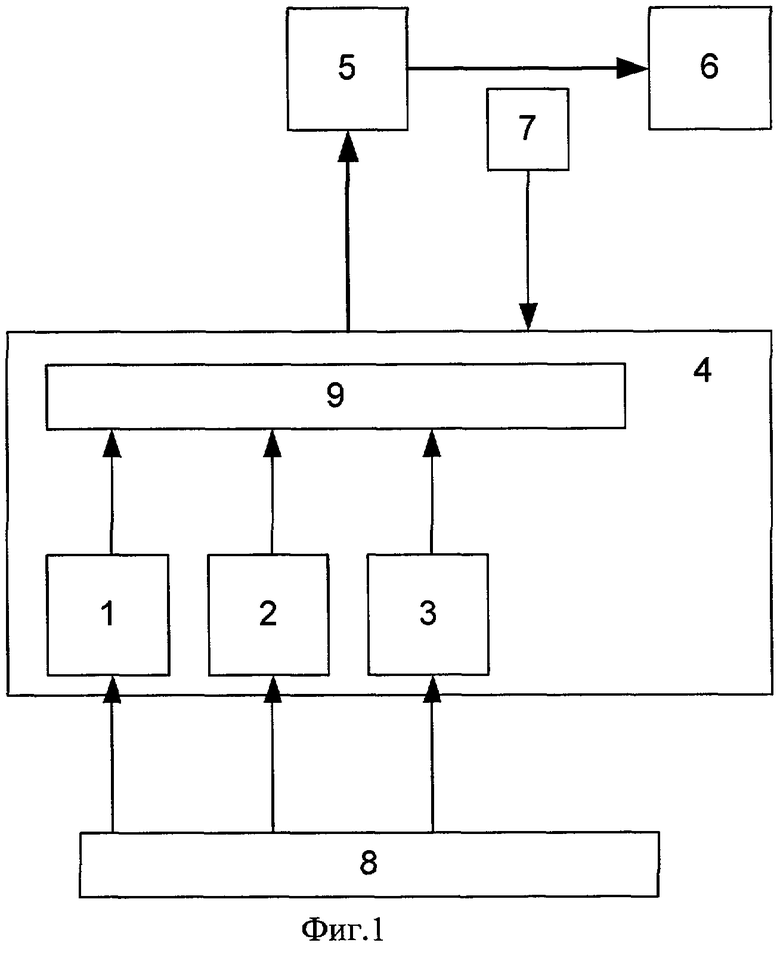
На фиг.1 изображена блок-схема устройства, с помощью которого осуществляется способ управления сварочным током при контактной точечной сварке; на фиг.2 - пример формы кривой амплитуды сварочного тока от времени; на фиг.3 - форма кривой амплитуды сварочного тока на основании вычисленной регрессионной модели.
Процесс образования точки сварки может требовать сложную зависимость выделения тепла в точке сварки. С помощью модулей управления сварочным током возможно управление сварочным током в фазах процесса точечной сварки, например таких как подогрев металла, режим сварки и режим плавного остывания. Модули управления сварочным током программируются независимо. С помощью одного модуля управления сварочным током можно задать форму кривой амплитуды одного сварочного тока от времени для подогрева металла и соответственно существенное снижение удельного сопротивления контактирования площади сопротивления поверхности металла. С помощью второго модуля управления сварочным током возможно задать форму кривой амплитуды тока эффективного образования точки сварки. С помощью третьего модуля управления сварочным током задается форма амплитуды сварочного тока, с помощью которого осуществляется подогрев металла небольшим током после эффективного образования точки сварки. Этот режим необходим для плавного остывания металла в точке сварки, тем самым улучшая структуру сварного соединения и ослабления внутренних напряжений в металле.
Действительно, мгновенное значение сварочного тока при фазовом регулировании определяется следующим соотношением

где IM - максимальное значение сварочного тока;
ω - частота питающей сети;
α - угол включения тиристоров;
ϕ - угол сдвига фаз.
Функция, полученная при описании формы амплитуды кривой сварочного тока, определяется отношением
где an - коэффициенты регрессионной модели кривой сварочного тока;
m - количество контрольных точек.
Коэффициенты a1...аn находятся путем решения системы уравнений
Очевидно, выполнив математические преобразования, угол проводимости тиристоров необходимо изменять согласно формуле
Реализацию заявляемого способа рассмотрим на примере работы устройства, конструктивное исполнение которого представлено на фиг.1. Модули управления сварочным током 1, 2, 3 встраиваются в регулятор цикла сварки 4 с тиристорным модулем, сварочный ток передается через сварочный трансформатор 5 на сварочные клещи 6, с помощью датчика тока 7 происходит контроль сварочного тока по обратной связи. С помощью программатора 8 программируют по каналам связи модуля управление сварочным током 1, 2, 3. Контроллер 9 регулятора цикла сварки 4 управляет процессом точечной сварки. Данный способ возможно осуществить, используя регуляторы цикла сварки с тиристорным модулем фирмы Bosch PST6000.XXX, присутствующие на Российском рынке. В качестве модулей управления сварочным током, встраиваемых в регулятор цикла сварки с тиристорным модулем, могут быть использованы Flash Disk с объемом памяти от 256 Мб до 1 Гб в зависимости от количества контрольных точек, с помощью которых описывается форма кривой амплитуды сварочного тока от времени. Количество модулей управления сварочным током зависит от количества фаз процесса точечной сварки, в каждой из которых требуется подача тока по определенной форме кривой амплитуды сварочного тока. В качестве программатора может быть использован переносной компьютер NoteBook, совместимый с IBM PC.
При программировании модулей управления сварочным током предварительно по технологическим соображениям определяются контрольные точки кривой амплитуды сварочного тока в течение одной фазы точечной сварки. Каждая контрольная точка несет в себе информацию об амплитудном значении сварочного тока и времени, в которое это значение должно быть достигнуто относительно начала цикла сварки. Количество контрольных точек определяет точность регрессионной модели зависимости амплитуды сварочного тока от времени. Затем с помощью программатора 8 вычисляют регрессионную модель кривой амплитуды сварочного тока в виде степенного полинома, а также рассчитывают значения угла проводимости тиристоров сварки и записывают информацию по каналам связи в модуль управления сварочным током.
Способ осуществляется следующим образом. Определяются контрольные точки сварочного тока первой фазы процесса сварки фиг.2 и их данные заносятся в программатор 8 модулей управления сварочным током. С помощью программатора 8 рассчитывают регрессионную модель формы кривой амплитуды сварочного тока и вычисляют значения угла проводимости тиристоров согласно формуле (4). По каналам связи от программатора 8 в модуль управления сварочным током 1 записывают значения угла проводимости тиристоров регулятора цикла сварки 4 с тиристорным модулем. Для описания сварочных токов последующих фаз процесса сварки данное выше описание программирования модулей управления сварочным током повторяется. Контроллер 9 регулятора цикла сварки 4 с тиристорным модулем, используя данные хранящиеся в модулях управления сварочным током 1, 2, 3, управляет сварочным током, который подается на сварочные клещи 6 через сварочный трансформатор 5. С помощью датчика тока 7 снимается аналоговый сигнал, напряжение которого пропорционально сварочному току, обеспечивающий контроль тока по обратной связи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА МОЩНОСТИ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ | 2009 |
|
RU2424098C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| Система управления поточной линией контактной сварки | 1980 |
|
SU946853A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2009 |
|
RU2424095C1 |
| Устройство для аргонодуговой точечной сварки неплавящимся электродом | 1979 |
|
SU1000195A1 |
Изобретение может быть использовано при контактной сварке переменным током с использованием регулятора цикла сварки с тиристорным модулем. Способ управления сварочным током основан на изменении угла проводимости тиристоров. Предварительно определяют контрольные точки сварочных токов в каждой фазе процесса точечной сварки. По этим точкам рассчитывают регрессионные модели кривых амплитуды сварочных токов и вычисляют значения углов проводимости тиристоров в зависимости от максимального значения сварочного тока, частоты питающей сети, угла включения тиристоров, угла сдвига фаз и коэффициентов степенного полинома. Записывают в модули управления сварочным током предварительно введенные в регулятор цикла сварки значения угла проводимости тиристоров, которые впоследствии используют при управлении сварочным током. Создание данного технического решения направлено на повышение качества сварных соединений за счет регулирования угла проводимости тиристоров в каждом полупериоде сварочного тока в фазах процесса сварки. 3 ил.
Способ управления сварочным током при контактной точечной сварке переменным током, проводимый с помощью регулятора цикла сварки и основанный на изменении угла проводимости тиристоров, отличающийся тем, что предварительно определяют контрольные точки сварочных токов в каждой фазе процесса точечной сварки, по которым рассчитывают регрессионные модели кривых амплитуды сварочных токов, затем, используя регрессионные модели кривых амплитуды сварочных токов, вычисляют значения углов проводимости тиристоров по формуле
где IM - максимальное значение сварочного тока;
t - время;
ω - частота питающей сети;
α - угол включения тиристоров;
ϕ - угол сдвига фаз;
an - коэффициенты степенного полинома,
после чего записывают в модули управления сварочным током предварительно введенные в регулятор цикла сварки значения угла проводимости тиристоров, которые впоследствии используют при управлении сварочным током.
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Техническое описание и инструкция по эксплуатации контроллера контактной сварки | |||
| ОАО “АВТОВАЗ”, 1994 | |||
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1648680A1 |
| Система управления поточной линией контактной сварки | 1980 |
|
SU946853A1 |
| Способ стабилизации сварочного тока при контактной сварке с тиристорным управлением | 1986 |
|
SU1355409A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ И КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2164846C1 |

