Широкое применение точечной сварки в промышленности сделало особо актуальной проблему качества сварной точки. Известно, что прочность точки, в основном, зависит от габаритов ее литого ядра и структуры металла в зоне иагрева. Чем меньше ядро, тем меньше прочность. Отсутствие ядра свидетельствует о полном непроваре, являюш,емся одним из наиболее опасных дефектов точечной сварки. Непровар точки не может быть определен по внешним признакам.
Широко применяемый метод регулирования сварочного процесса по времени не устраняет иепровара отдельных точек. Практика знает много случаев периодического появления полного непровара даже при тш;ательно подобранном режиме сварки.
Повысить качество точечной сварки возмол но путем оборудования сварочных машин регуляторами, осуществляющими автоматическое управление машиной в зависимости от габаритов литого ядра свариой точка.
Габариты литого ядра точки определяются положением изотермы
температуры плавления в момепт окончания иагрева, что зависит от условий выделения и отвода тепловой энергии за время сварки. Поэтому ири разработке метода автоматического регулирования за основу следует принять параметр, отражающий кинетику теплового состояния точки. С другой стороны, при выборе такого параметра необходимо учитывать возможность его практического использования.
За такой параметр быть принят эффект дилатометрического расширения металла зоны точки, так как величииа этого расширеиия функщ-ганально связана с прочностью сварного соединения.
Сущность указанного эффекта заключается в том, что металл зоны точки, сжатый между электродами точечной машины, увеличивает свой объём при сварке. В условиях точечной сварки металл окружен жестким кольцом холодного металла свариваемой детали. Поэтому увеличеиие объёма нагретого металла выражается, в основном, в увеличении высоты столбика металла, сжатого между электродами. Это приводит к
перемещению электродов друг относительно друга. Величина этого перемещения будет меньше увеличения высоты столбика нагретого металла на величину вдавливания электродов в новерхность свариваемых деталей. Известно, что наибольшее увеличение объёма нагретого металла наблюдается при переходе нз твердого состояния в жидкое. Поэтому величина перемещения элект.родов отражает процесс образования литого ядра сварной точки и его габариты.
В основном авт. св. № 74264 описан способ использования этого эффекта для контроля процесса точечной сварки: предлагалось вести наблюдение за протеканием сварочного процесса Щтем измерения импульса силы, возбуждаемого металлом, расширяющимся в процессе образования сварной точки. В частности, предусматривалось применение для этой цели датчика перемещения электрода, которое возникает под действием упомянутого импульса силы.
Настоящее изобретение основано на использовании способа контроля процесса точечной сварки, составляющего предмет авт. св. № 74264, для автоматического регулирования сварочного процесса с целью предотвращения появления непровара в процессе сварки. Применение такого регулирования может позволить, в известных пределах, компенсировать отрицательное влияние на качество сварной точки таких факторов, как колебание сетевого напряжения, колебание величины давления электродов, шунтирование сварочного тока и т. д. Помимо того, намечаются пути значительного упрощения сварочной аппаратуры за счет устранения сложных ламповых схем.
Эта задача решается совместным применением вышеуказанного датчика (выполненного по типу известных контактных датчиков линейных перемещений) с приспособлением, обеспечивающим автоматическую установку измерительного рычага датчика в нулевое положение перед сваркой каждой точки, и неизменность пространственного положения «точки
нуля, независимо от толщины зажатых между электродами деталей.
Для этой цели, согласно изобретению, в кинематическую цепь между измерительным рычагом датчика и соответствующим элементом сварочной машины вводится фрикционная муфта, выполненная в виде полого цилиндра с поршнем, фрикционно сцепленным с этим цилиндром и перемещающимся вдоль оси последнего.
В датчике предусматривается применение упора, ограничивающего величину перемещения измерительного рычага, пружины для прижимания рычага к концу щтока поршня муфты и микрометрического винта для установки зазора между контактами датчика.
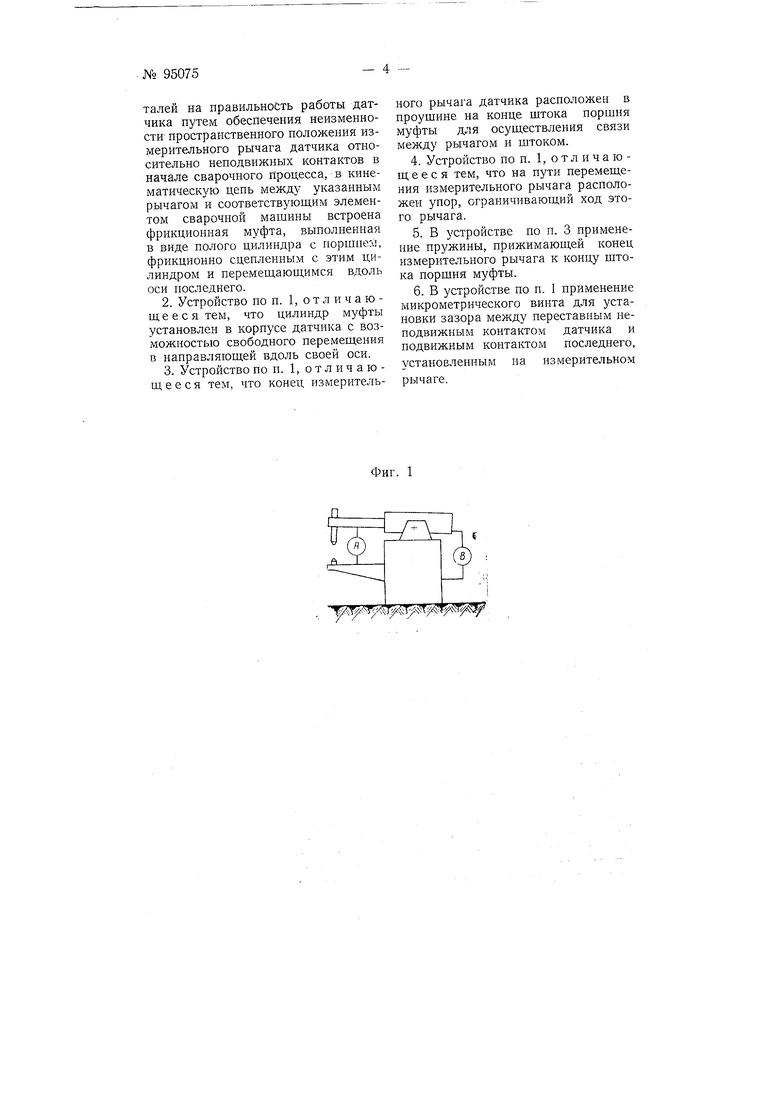
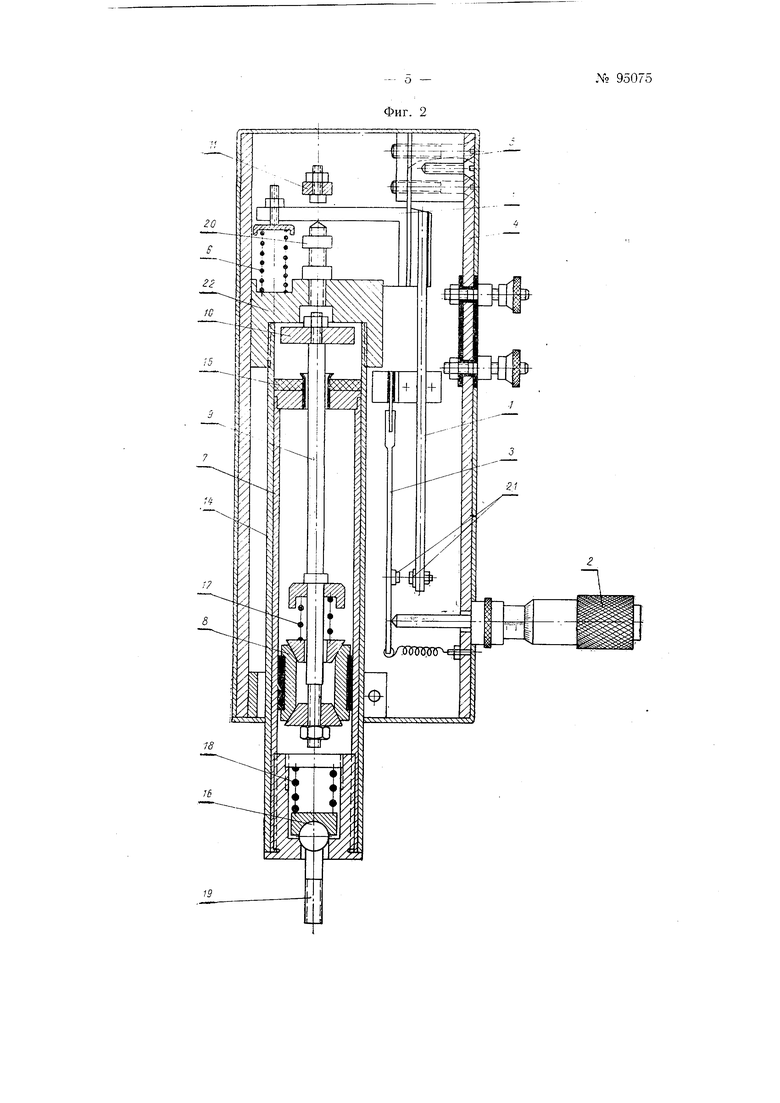
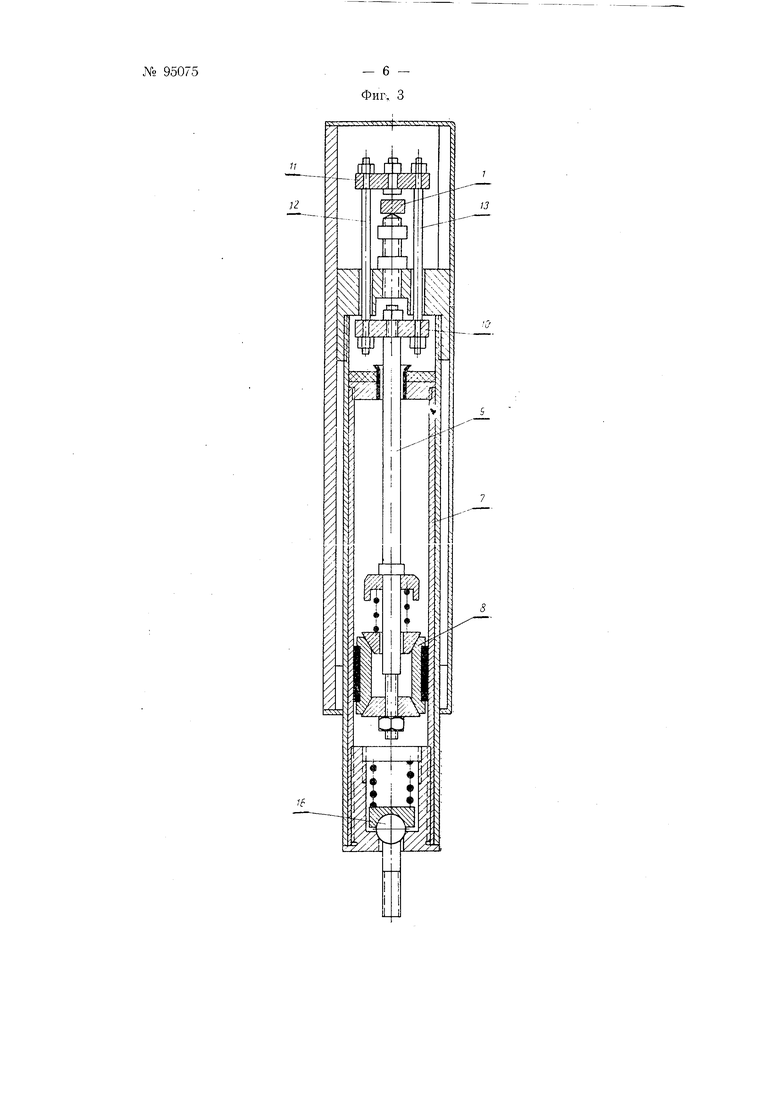
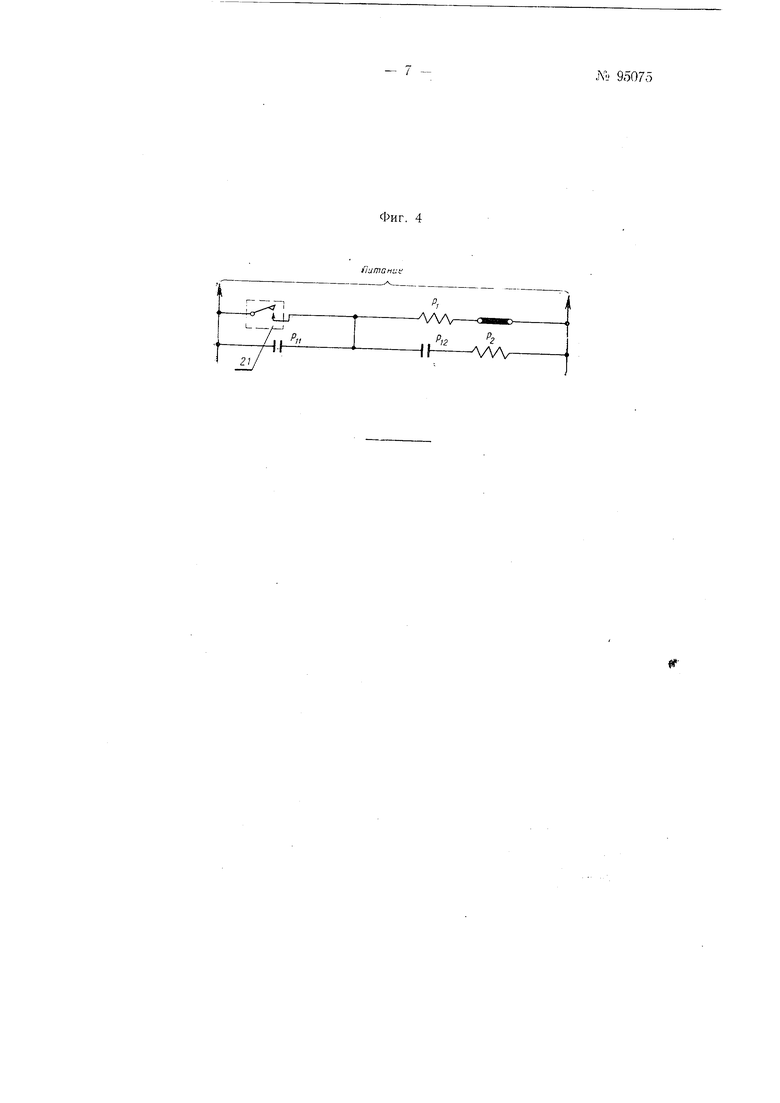
На фиг. 1 схематично показана установка устройства на машине с радиальным ходом электрода (два варианта - /4 и Б), на фиг. 2 и 3 - одна из .возможных конструкций устройства в двух проекциях (продольные разрезы); на фиг. 4 - электрическая схема управления.
Устройство измеряет величину относительного перемещения электродов точечной машины, возникающего при сварке в результате теплового расширения металла в зоне сварной точки. Оно может применяться для точечных машин как с радиальным, так и с вертикальным ходом верхнего электрода. Измерение перемещения верхнего электрода производится относительно корпуса сварочной машины. Это может быть достигнуто, если верхний электрод, под влиянием изменения объёма металла зоны сварной точки, имеет возможность перемещаться без заклинивания и запирания и консоль нижнего электрода является достаточного жесткой.
Измерительный узел датчика состоит из измерительного рычага /; с подвижным контактом, микрометрического винта 2 и планки 3, несущей неподвижный контакт.
Рычаг 1 соединен с корпусом 4 датчика стальной пластиной 5, выполняющей роль безлюфтового шарнира. Соотношение плеч рычага обеспечивает четырехкратное увеличение величины перемещения электродов.
Рычаг 1 находится под действием пружины 6, которая стремится повернуть рычаг в сторону замыкания контактов.
Микрометрический винт 2 укреплен на корпусе 4 и упирается в планку 3 неподвижного контакта. Вращая микрометрический винт 2, можно перемещать планку 3 неподвижного контакта, т. е. изменять величину зазора между вольфрамовыми контактами датчика.
Фрикционная муфта состоит из полого латунного цилиндра 7 и разрезного поршня 8, с которым связан шток 9. На свободном конце последнего при помощи планок 10, 11 и болтов 12, 13 образована проушина (или вилка), в которую входит конец короткого плеча рычага /.
Латунный цилиндр 7 перемещается в направляющей трубке 14 и снабжен с одного конца фетровой щайбой 15, пропитанной маслом, и с другого конца сферическим шарниром 16, облегчающим установку устройства на машине. Наличие сильных пружин 17 и 18 обеспечивает отсутствие люфта при измерениях величииы перемещения электродов, так как усилие для перемещения измерительного штока измеряется десятками граммов, а сила сжатия пружин килограммами.
Корпз с 4 устройства связан с нодвижным электродом (вариант Б на фиг. 1), хвостовик /i сферического шарнира - с корпусом машины.
В начале сварочного процесса верхний электрод движется вниз, а корпус датчика - вверх. Измерительный рычаг / датчика упирается в фиксирующий упор 20 и при помощи планки // и И1тока 9 тянет поршень 8 вверх. Движение верхнего электрода, а следовательно, и порщня 8 прекращается, как только электрод сядет на поверхность свариваемых деталей.
Когда величина давления электродов достигнет установленного значения, реле давления (на чертеже не показано) замкнет свои нормально открытые контакты в схеме питания цепи управления. Одновременно включается токовый прерыватель машины (электромагнитный контактор
или игнитроны). Через сварную точку протекает ток.
В результате нагрева металла в зоне сварной точки верхний электрод, под действием теплового расширения этого металла, перемещается вверх. Корпус 4 опускается вниз. Поршень 8 под действием сил трения остается неподвижным. Измерительный рычаг /, будучи прижат пружиной 6 к планке 11, получает возможность поворачиваться в корпусе 4 и, как только величина перемещения пос чеднего достигнет установленного значения, контакты 21 замкнзтся, подавая сигнальный электрический импульс в цепь управления. При этом срабатывает малоинерционное реле Р. Его контакты Рц шунтируют контакты 21 датчика; этим предусматривается возникновение колебательного режима работы схемы. Одновременно контакты Pi2 включают промежуточное реле Ро, которое своими контактами выключит силовой контактор машины для машины с игнитронным управлением вместо реле Р включается сопротивление, напряжение с которого подается на сетку ведущего тиратрона схемы управления игнитронами. Протекание сварочного тока прекращается.
По окончании сварочного процесса верхний электрод возвращается в исходное положение. KopHjc 4 опускается еще более и, воздействуя колодкой 22 на планку 10, отжимает шток и поршень 8 вниз. При этом рычаг / под действием планки // поворачивается в нанравлении, обратном нанравлению движения часовой стрелки, и контакты 21 размыкаются.
Предмет изобретення
1. Устройство для управления нроцессом точечной сварки пзтем преобразования импульса силы, возб ждаемого расширяющимся металлом в момент образования сварной точки, в электрический импульс при помощи контактного датчика nepeivieщения электрода по способу, охарактеризованному в авт. св. № 74264, отличающееся тем, что, с целью устранения влияния толщины зажимаемых между электродами деталей на правильность работы датчика путем обеспечения неизменности пространственного положения измерительного рычага датчика относительно неподвижных контактов в начале сварочного процесса, в кинематическую цепь между указанным рычагом и соответствующим элементом сварочной машины встроена фрикционная муфта, выполненная в виде полого цилиндра с поршнел, фрикционно сцепленным с этим цилиндром и перемещающимся вдоль оси последнего.
2.Устройство по п. 1, о т л и ч а ю щ е е с я тем, что цилиндр муфты установлен в корпусе датчика с возможностью свободного перемещения в направляющей вдоль своей оси.
3.Устройство по п. 1, отличающееся тем, что конец измерительного рычага датчика расположен в проущине на конце штока порщня муфты для осуществления связи между рычагом и штоком.
4.Устройство по п. 1, о т л и ч а ю щ е е с я тем, что на пути перемещения измерительного рычага расположен упор, ограничивающий ход этого рычага.
5.В устройстве по п. 3 применение пружины, прижимающей конец измерительного рычага к концу щтока поршня муфты.
6.В устройстве по н. 1 применение микрометрического винта для установки зазора между переставным неподвижным контактом датчика и подвижным контактом последнего, установленным на измерительном рычаге.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качества точеной контактной сварки по перемещению электрода сварочной машины | 1977 |
|
SU692707A1 |
| Способ контроля износа рабочих поверхностей электродов при контактной точечной сварке | 1990 |
|
SU1773638A1 |
| Способ контроля процесса контактной точечной сварки | 1990 |
|
SU1764894A1 |
| Способ контроля качества точечного соединения | 1981 |
|
SU1073039A1 |
| ТЕПЛОВИЗИОННАЯ УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ КОНТАКТНО-СВАРОЧНЫХ СОЕДИНЕНИЙ | 1997 |
|
RU2138057C1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2262755C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2174899C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2050237C1 |
Фиг. 1
Фиг:, 3
Фиг. 4
