2. Устройство для автоматического управления процессом сварки, содержащее приводы продольного и поперечного перемещения сварочной головки относительно стыка и датчик температуры околошовной зоны, о т л и Ч-ающееся тем, что, с целью повышения качества сварки за счет повышения точности слежения за стыком с одновременным контролем параметров сварочной ванны,. оно дополнитеяьно снабжено блоком вычисления разности температур, сумматором, двумя усилителями, задатчиком температуры, блоком сравнения и блоком коммутации, при этом датчик температуры околошовной зоны через блок
кo yтaции связан с входами блока вычисления разности температур и сумматора, выход блока вычисления разности температур через первый усилитель соединен с приводом поперечного перемещения сварочной головки, выходы сумматора и задатчика тем пературы связаны с входами блока сравнения, выход которого через второй усилитель соединен с приводом продольного перемещения сварочной головки, причем этот привод связан с управляющим входом блока коммутации., а датчик температуры околошов(НОЙ зоны выполнен в виде двух рядов термодатчиков, расположенных сим метрично по обе стороны от стыка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1308442A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2217276C1 |
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1311885A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1985 |
|
SU1368127A1 |
| СПОСОБ ДИАГНОСТИКИ ФОРМООБРАЗОВАНИЯ ПРИ СВАРКЕ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2127177C1 |
1. Способ автоматического уп- . равления процессом сварки, при котором электрод направляют вдоль стыка j по сигналу разности температур противоположных сторон сварного соединения, отличающийся тем, что, с целью по-вышения качества сварки за счет повышения точности слежения за стыком с одновременным контролем параметгров сварочной ванны, сигнал разности температур формируют по результатам измерения температур точек поверхности свариваемого изделия, расположенных симметрично относительно продольной оси стыка в околошовной зоне, при этом дополнительно формируют сигнал суммы температур указанных точек, который затем ксиопьзуют: для рагу|лирования параметров сварочного про(О цесса. о:) 00
1
I Изобретение относится к автоматизации в майшностроении и может быть использовано в сварочном производстве для автоматического ведения сварочной горелки вдоль линии сварного соединения.
Известен способ автоматического управления процессом сварки, заключающийся в установке на медной прокладке, контактирующей с поверхностью свариваемых деталей, комплекта термопар. В процессе сварки производится синхронная с перемещением сварочной горелки коммутация этих термопар. Сигнал, соответствуклций температурному режиму зоны сварки; воздействует на параметры сварочного процесса ij.
Способ и реализунлцее этот способ устройство обеспечивают контроль и управление реяммом сварки, однако не обеспечивают автоматического ведения сварочной горелки вдоль шйа.
Известен способ автоматического направления сварочной горелки по стыку, заключающийся в том, что сигнал на коррекцию положения сварочной головки получают Путем измерения разности температур свариваемых K JOмок С 23Известный способ не обеспечивает автоматическое направление сварочной ГОЛОВКИ:, по стыку при сварке изделий с нечетко выраженными кромками. При измерении температуры свариваемых кромок необходимо наличие зазора или разделки в стыке, и в случае их отсутствия, кромки соприкасаются между собой и имеют одинаковую температуру независимо от положения электрода относительно стыка. Кроме того,этот способ не обеспечивает регулирование режима сварки.
Известно устройство для ориентации электрода относительно свариваемого стыка, содержащее привода продольного и Поперечного перемещения сварочной головки относительно, стыка. Ориентация электрода относительно стыка осуществляется в нем посредством сканирующего пирометрического датчика, регистрирующего минимум , температурного поля характеризующего I ось стыка С 3J.
Известное устройство не обеспечивает регулирование режима сварйи
и. автоматического направления сварочной головки по стыку при сварке изделий с негарантированным зазором.
Целью изобретения является повышение качества сварки за счет повышения точности слежения за стыком с одновременным контролем параметров сварочной ванны.
Поставленная цель достигается тем, что в способе автоматического управления процессом, сварки, при котором электрод направляют вдоль стыка по сигналам разности температур противоположных сторон сварного со единения, сигнал разности температур формируют по результатам измерения температур точек поверхности свариваемого изделия, расположенных симметрично относительно продольной оси стыка в околошовной зоне, при этом дополнительно формируют сигнал сум№л температур указанных точек,
а полученный сигнал используют для регулирования параметров сварочного процесса.
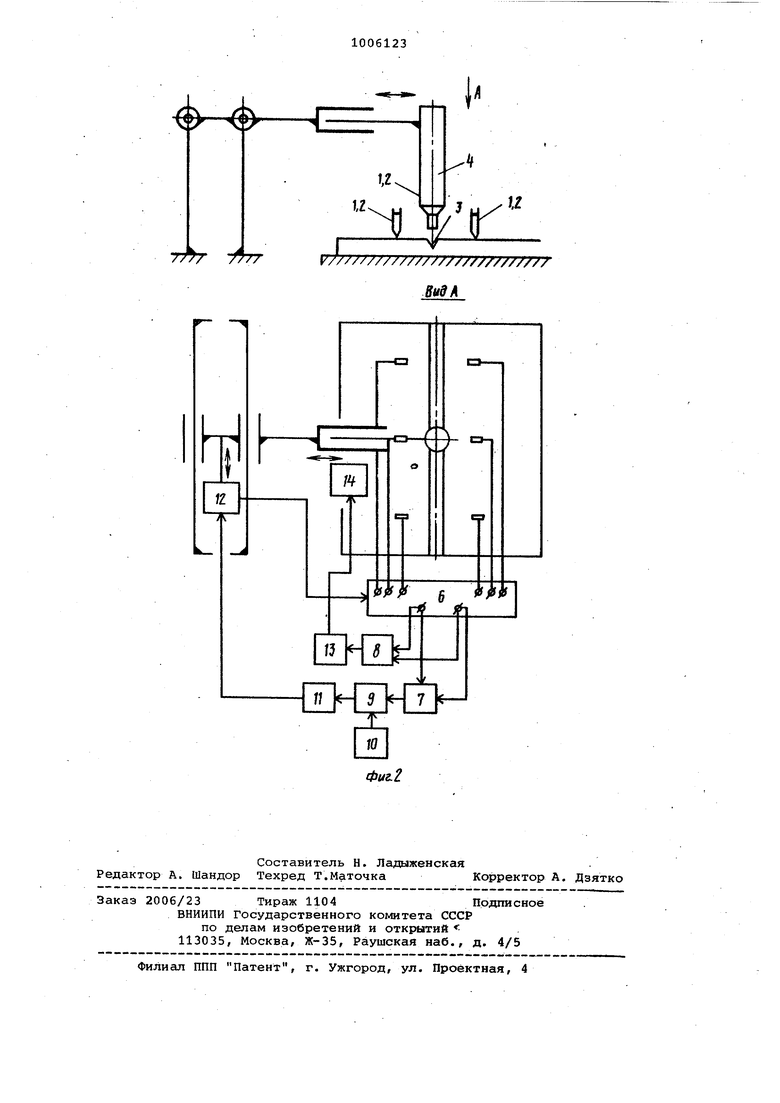
Эта цель достигается устройством для автоматического управления процессом сварки, содержащем приводы продольного и поперечного перемещенйя сварочной головки относитель но скака и датчик температуры окол шовной зоны, которое дополнительно снабжено блоком вычисления разност температур, сумматором, двумя усил телями, задатчиком температуры, бл ком сравнения и блоком коммутации, при этом датчик температуры околошовной зоны через блок коммутации связан с входами блока вычисления разности температур и сумматора,.вы ход блока вычисления разности температур через первый усилитель сое нен с приводом поперечного перемещения сварочной головки, выходы сум матора и задатчика температуры свя заны с входами блока сравнения, выход которого через второй усилител соединен с приводом продольного пер мещения сварочной головки, причем этот привод связан с управляющим входом блока коммутации, а датчик температуры околошовной зоны выполнен в виде двух рядов термодатчиков расположенных симметрично по обе стороны .от стыка. На фиг. 1 показана схема располо жения термодатчиков устройства} на фиг. 2 - блок-схема устройства, поясняющего способ. i Устройство, содержит термодатчики 1,2,-например, термопары, расположенные попарно на равном удалении от стыка 3, электрод.4, возбуждаю щий электрическую дугу 5. Выходы термодатчиков 1,2 через блок 6 ком мутации, связаны с сумматором 7 и блоком 8 вычисления разности температур.. Сумматор 7 подключен к блоку 9 сравнения, второй вход кото рого связан с задатчиком 10 температуры, а выход через усилитель 11. с приводом 12 продольного перемещения сварочной головки. Выход блока 8 вычисления разности температур через усилитель 13 связан с приводом 14 поперечного перемещения сварочной головки. Устройство работает следуквдим образом. Электрическая дуга 5 нагревает свариваемые конструкции, вызывая образование вдоль стыка 3 температурных полей, выходящих за пределы дугового разряда. При изменении погонной энергии относительно номинального значения происходит изменение ширины проплав ления и соответствукяцее изменение температуры в точкс1Х расположения .датчиков 1,2. Сигналы с датчиков 1,2 суммируются сумматором 7. Задатчик 10 температуры формирует опорное напряжение, соответствующее заданной температуре (заданному проплавлению). В блоке 9 сравнения происходит сравнение опорного напряжения с напряжением, соответствующим суммарной температуре ,в точках установки датчиков 1,2. Далее полученный сигнал управляет приводом 12 продольного перемещения сварочной головки. Изменение скорости продольного перемещения сварочной головки соот- . ветствует изменению скорости сварки, что в замкнутом контуре регулирования приводит к стабилизации погонной энер гии, При смещении сварочного электрода относительно стыка, в блоке 8 вычисления разности температур выделяется сигнал разности температур измеренных датчиками 1,2. Разностный сигнал усиливается и подается на привод 14 поперечного перемещением сварочной головки, который направляет электрод по стыку. С целью увеличения точности слежения за стыком и точности стабилизации проплавления устройство содержит блок б коммута-ции, парные входы которого соединяют .с соответствующей парой термодатчиков. Переключение входов блока 6 коммутации синхронизировано со скоростью перемещения сварочного электрода, благодаря чему в каждый момент време- ни используются сигналы только двух ближайших к электроду, противоположно расположенных датчиков. Способ и реализующее его устройство позволяет обеспечить направление электрода по стыку с одновременным регулированием режима сварки при использовании однотипных датчиков. Способ предназначен для сварки стыковых соединений, преимущественно без зазора в стыке, и позволяет регул овать режим сварки при наличии возмущений, действующих в сварочном контуре.
g i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
