Изобретение относится к машиностроению в частности к изготовлению конических обкатных зубчатых передач,
Цель изобретения - повышение про- изводительности обработки за счет исключения холостого хода меж,цу черновой и чистовой обработками каждой впадины зубьев,
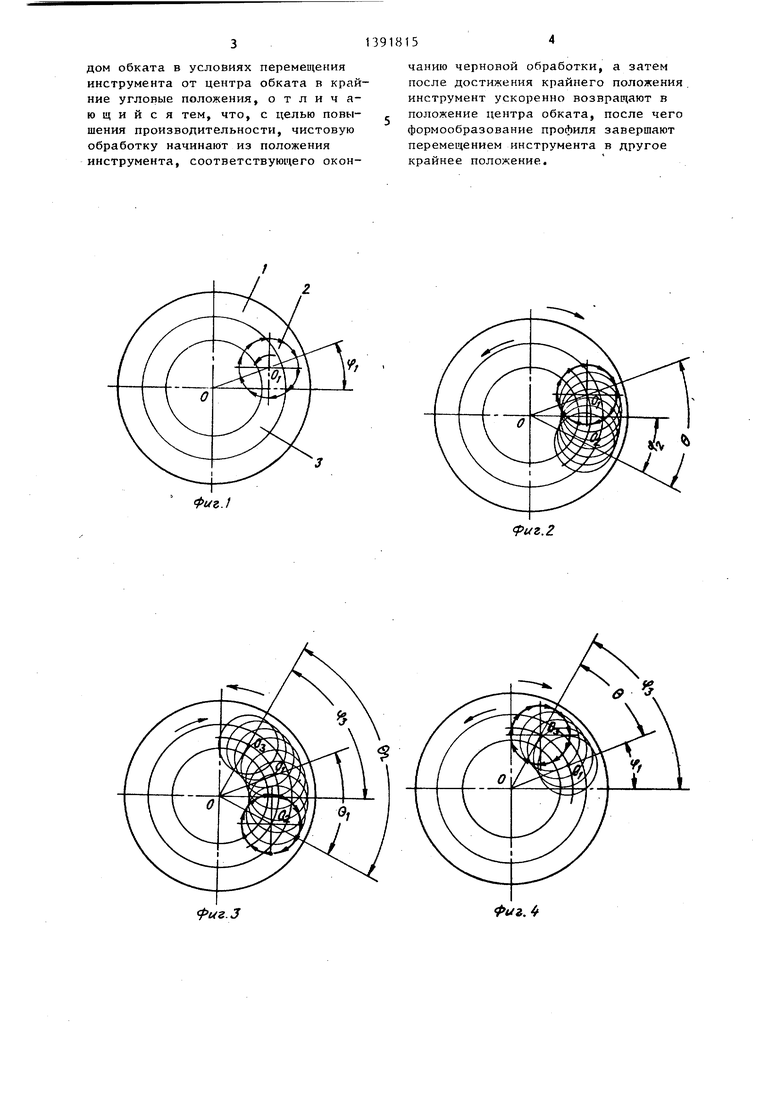
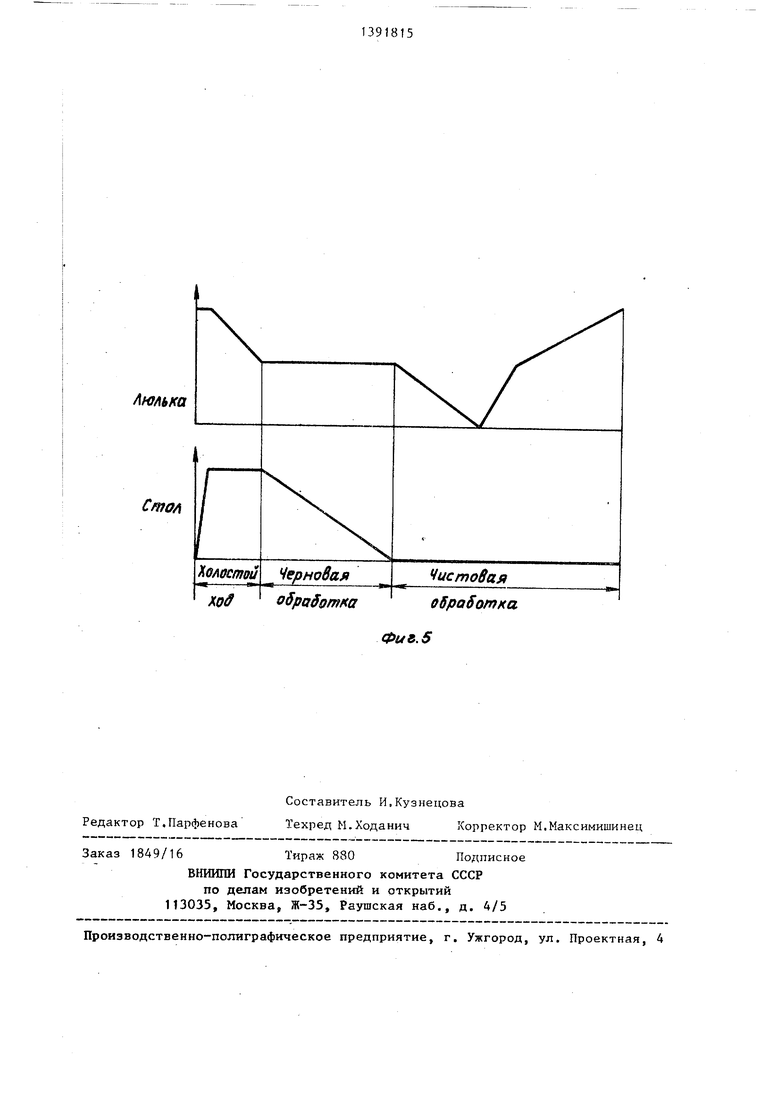
На фиг,1 показано расположение зуборезной головки, люльки станка и обрабатываемого колеса при черновой обработке впадины зуба копированием (врезанием); на фиг.2 - то же, в начале чистовой обработки с обкат- кой до достижения люлькой станка крайнего нижнего положения; на фиг.З- то же, при чистовой обработке с обкаткой при перемещении люльки станка из крайнего нижнего в крайнее верх- нее. угловое положении; на фиг.4 - то же, во время холостого хода станка; на фиг, 5 - циклограмма работы станка при последовательной черновой и чистовой обработке.
На чертеже приняты следующие обозначения: 1 - люлька станка; 2 - зуборезная головка; 3 - обрабатываемое колесо; О - ось вращения люльки станка и обрабатываемого колеса;- О, - расположение оси вращения зуборезной головки при угловом положении люльки станка, соответствующем центру обкатки; Uj - расположение оси вращения
зуборезной головки при чистовой об35
работке, КОГД4- люлька станка занимает крайнее нижнее положение; 0 - расположение оси вра1чвния зуборезной головки при чистовой обработке, когда
люлька станка находится в крайнем 0
верхнем положении.
Цикл обработки впадины зуба включает последовательно выполняемую черновую обработку методом копирования
(врезания) и чистовую обработку ме- дс тодом обкатки.
При черновой обработке впадины зуба (фиг.1) люлька станка занимает угловое положение if , соответствующее центру обкатки, При этом ось враг(е- ния зуборезной головки находится в точке 0 . Цри черновой обработке копированием люлька станка и обрабатываемое колесо вращательного движения не имеют, Обрабатываемому колесу вместе со столом станка сообщается прямолинейное перемещение со скоростью линейной подачи в направлении оси вращения люльки станка. После
50
55
0 5
0
5
0
с
0
5
прорезки впадины зуба на всю глуБину стол станка останавливается и своего положения не изменяет до окончания чистовой обработки впадины зуба. По окончании черновой обработки люльке станка и обрабатываемому колесу сообщаются согласованные между собой вращательные движения (движение обкатки) , т,е. начинается чистовая обработка впадины зуба. В процессе чистовой обработки (фиг,2 и 3) люлька станка из положения центра обкатки перемещается вниз (по часовой стрелке) на угол 9, и, достигнув крайнего нижнего положения, определяемого углом (f ,реверсирует направление вращательного движения, В крайнем нижнем положении люльки ось вращения зуборезной головки находится в т. О,, Люлька станка ускоренно перемещается снизу вверх (против часовой стрелки) на угол 0,, соответствующий центру обкатки, после чего угловая скорость люльки снижается до значения, соответствующего угловой подаче при чистовой обработке. Чистовая обработка впадины зуба завершается в крайнем верхнем положении люльки станка, определяемым углом if . При чистовой обрабоке люлька станка после ревер- сирования направления своего вращательного движения поворачивается на угол 0 , Достигнув крайнего верхнего положения, люлька станка реверсирует направление своего вращательного движения и начинается холостой ход станка (фиг.5), в начале которого стол станка смещается ускоренно назад и остается неподвижным до начала рабочего хода при обработке очередной впадины зуба. При холостом ходе люлька станка перемещается сверху вниз (по часовой стрелке) до достижения углового положения ветствующего центру обкатки, и останавливается , За время холостого хода люлька станка ускоренно перемещается на угол,равный 9з. Делительные движения в станке должны завершиться до достижения люлькой станка во время холостого хода углового положения, соответствующего центру обкатки,
Формула изобретения
Способ совмещенной обработки конических обкатных зубчатых передач, включающий черновую обработку методом копирования и чистовую - методом обката в условиях перемещения инструмента от центра обката в крайние угловые положения, отличающийся тем, что, с целью повышения производительности, чистовую обработку начинают из положения инструмента, соответствую1чего окончанию черновой обработки, а затем после достижения крайнего положения инструмент ускоренно возвращают в положение центра обката, после чего формообразование профиля завершают перемещением инструмента в другое крайнее положение.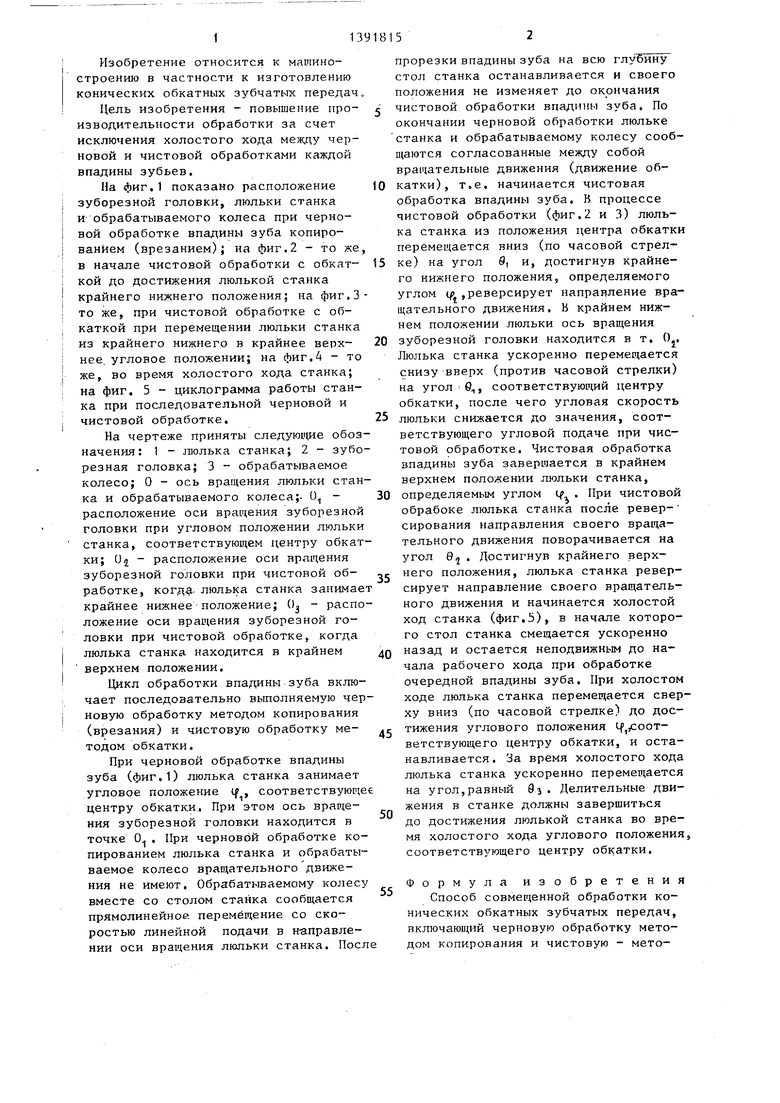
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ | 1998 |
|
RU2123410C1 |
| СПОСОБ ОБКАТКИ СО СКОЛЬЖЕНИЕМ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ШЕСТЕРНЕЙ | 2014 |
|
RU2645808C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Способ обработки зубчатых колес | 1983 |
|
SU1093443A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| СПОСОБ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС | 1991 |
|
RU2043186C1 |
| Устройство к металлорежущему станку для обработки круговых зубьев | 1979 |
|
SU1041241A1 |
Изобретение относится к машиностроению, в частности к изготовлению конических обкатных зубчатых передач. Цель изобретения - повышение производительности обработки за счет исключения холостого хода между черновой и чистовой обработками каждой впадины зубьев. При черновой обработке впадины зуба люлька станка занимает угловое положение, соответст йукидее центру обката. Обрабатываемому колесу вместе со столом станка сообщается прямолинейное перемещение со скоростью линейной подачи в направлении оси вращения люльки станка. После прорезки впадины зуба на йсю глубину стол станка останавливается и не изменяет своего положения до окончания чистовой обработки. Чистовую обработку начинают из положения инструмента, соответствующего окончанию черновой обработки, а затем после достижения крайнего положения инструмент ускоренно возвращают в положение пентра обката, после чего формообразование завершают, перемещая инс- румент в другое крайнее положение. Делительные движения завершаются до достижения люлькой станка во время холостого хода углового положения, .соответствующего центру обката. 5 ил. (/ СО 30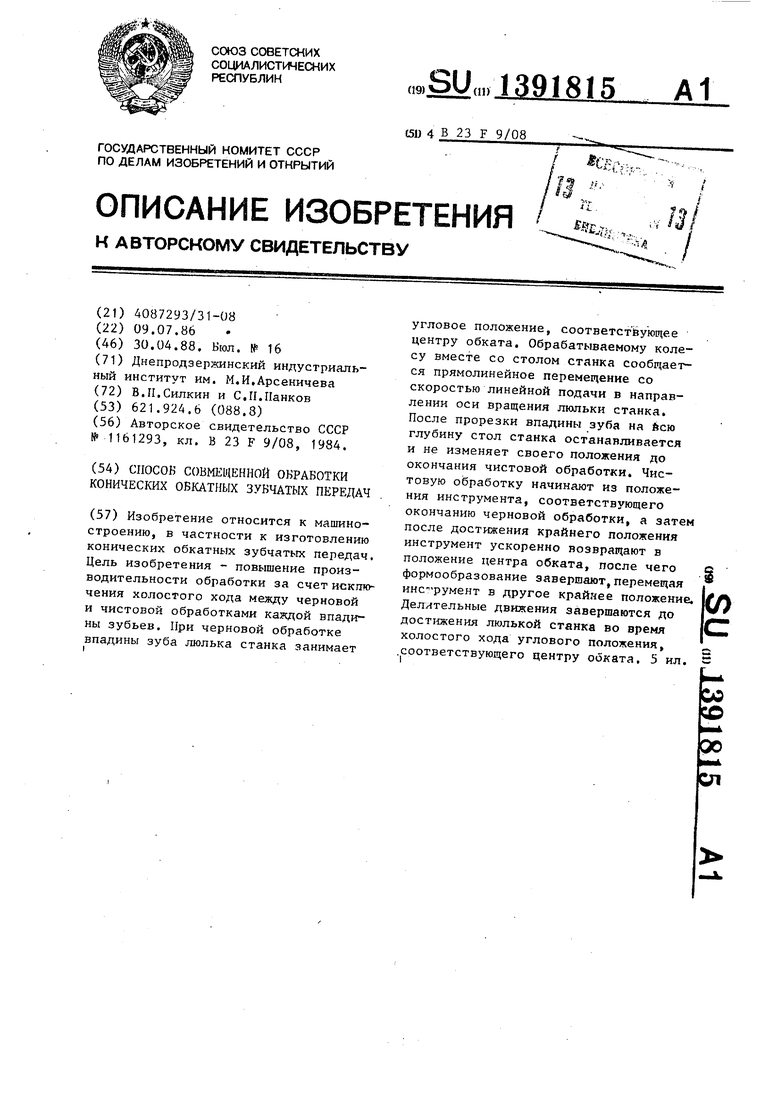
tpuz.f
.3
риг.2
фиъЛ
Люлька
IXoApcmpil
Черновая
xoff o5pQ$omf(aобработка
Фиг.5
Чистовая
| Способ обработки впадин зуба зубчатых колес | 1984 |
|
SU1161293A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
