,(21) 4148127/23-05 (22) 14.Л.86 (46) .88. Бюл.№ )6
(71)Экспериментальное конструктор сков бюро Министерства строительства предприятий тяжелой индустрии СССР
(72)В.И.Белов и Ю.А.Новоселов
(53)678.057.9(088.8)
(56)Авторское свидетельство СССР № 1094747, кл. В 29 С 67/20, 1981.
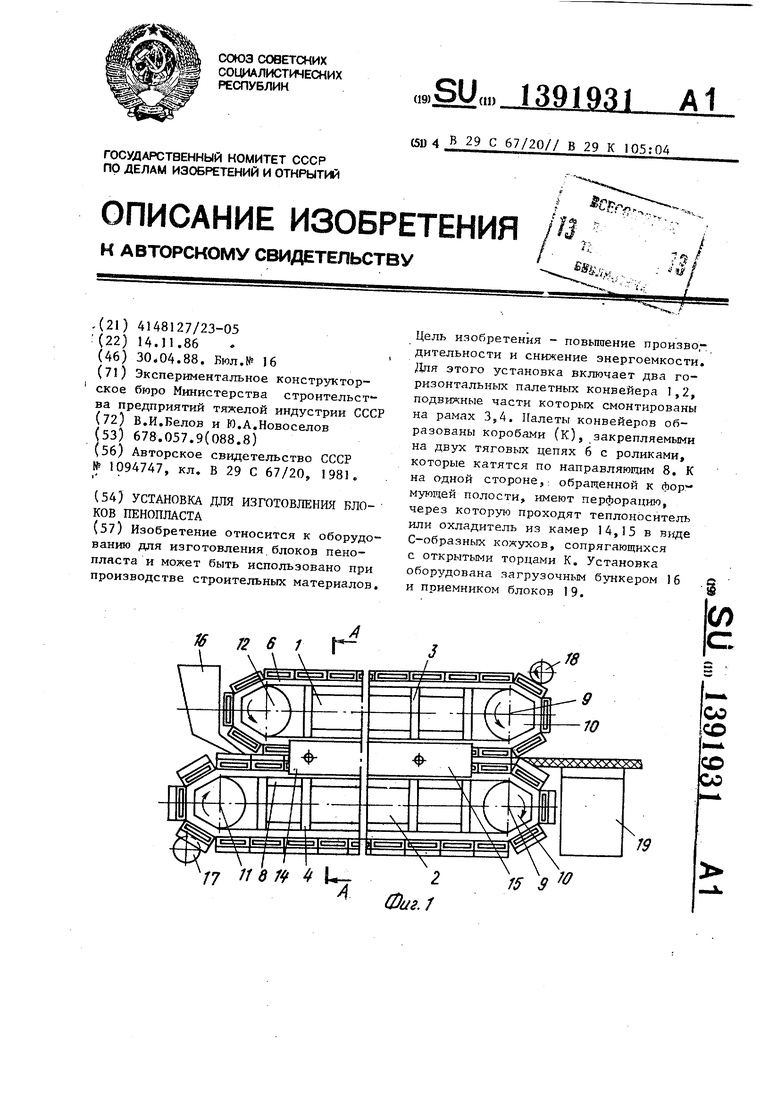
(54)УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ПЕНОПЛАСТА
(57)Изобретение относится к оборудованию для изготовления.блоков пенопласта и может быть использовано при производстве строительных материалов.
Цель изобретения - повышение произво,- дительности и снижение энергоемкости. Для этого установка включает два горизонтальных палетных конвейера 1,2, подвижные части которых смонтированы на рамах 3,4. Палеты конвейеров образованы коробами (к), закрепляемыми на двух тяговых цепях б с роликами, которые катятся по направляющим 8, К на одной стороне,; обращенной к фор мующей полости, имеют перфорацию, через которую проходят теплоноситель или охладитель из камер 14,15 в ввде С-образных кожухов, сопрягающихся с открытыми торцами К. Установка оборудована загрузочным бункером 16 и приемником блоков 19.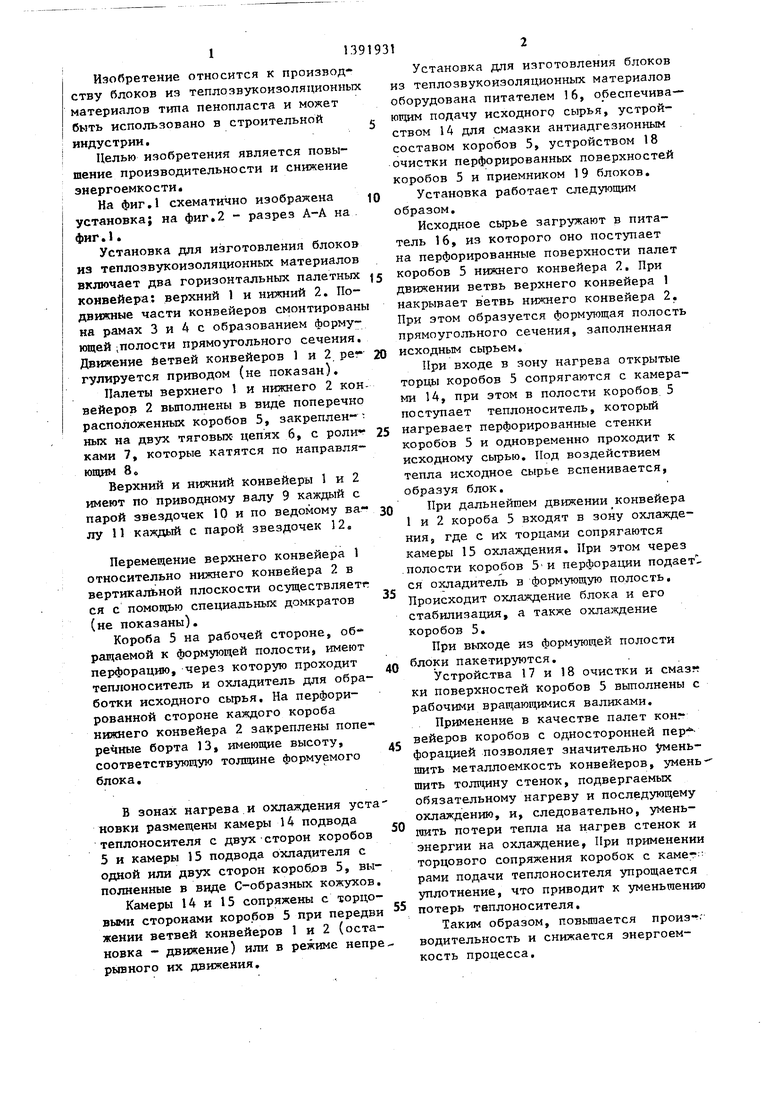
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из пенопласта | 1990 |
|
SU1773723A1 |
| Установка для изготовления блоков пенопласта | 1987 |
|
SU1782771A1 |
| Устройство для непрерывного производства блоков пенопласта | 1975 |
|
SU537836A1 |
| Установка для непрерывного изготовления изделий из вспенивающегося полимерного материала | 1981 |
|
SU960034A1 |
| ТУННЕЛЬНЫЙ МОРОЗИЛЬНЫЙ АППАРАТ | 2016 |
|
RU2623242C1 |
| БАРАБАННАЯ ВРАЩАЮЩАЯСЯ ПЕЧЬ | 2018 |
|
RU2681328C1 |
| Агрегат для термической обработки вареных колбасных изделий | 1986 |
|
SU1364266A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА СУШЕНЫХ СПЕЦИЙ | 2013 |
|
RU2548896C1 |
| СПОСОБ ПРОИЗВОДСТВА ГЛИНЯНОГО КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031890C1 |
| УСТАНОВКА ДЛЯ СУШКИ И ОБРАБОТКИ ЗЕРНА И КОРМОВ | 2010 |
|
RU2459166C2 |
V7 и
W
/«
со
г/./
/
113
Изобретение относится к производству блоков из теплозвукоизоляционны материалов типа пенопласта и может быть использовано в строительной индустрии.
Целью изобретения является повы шение производительности и снижение энергоемкости.
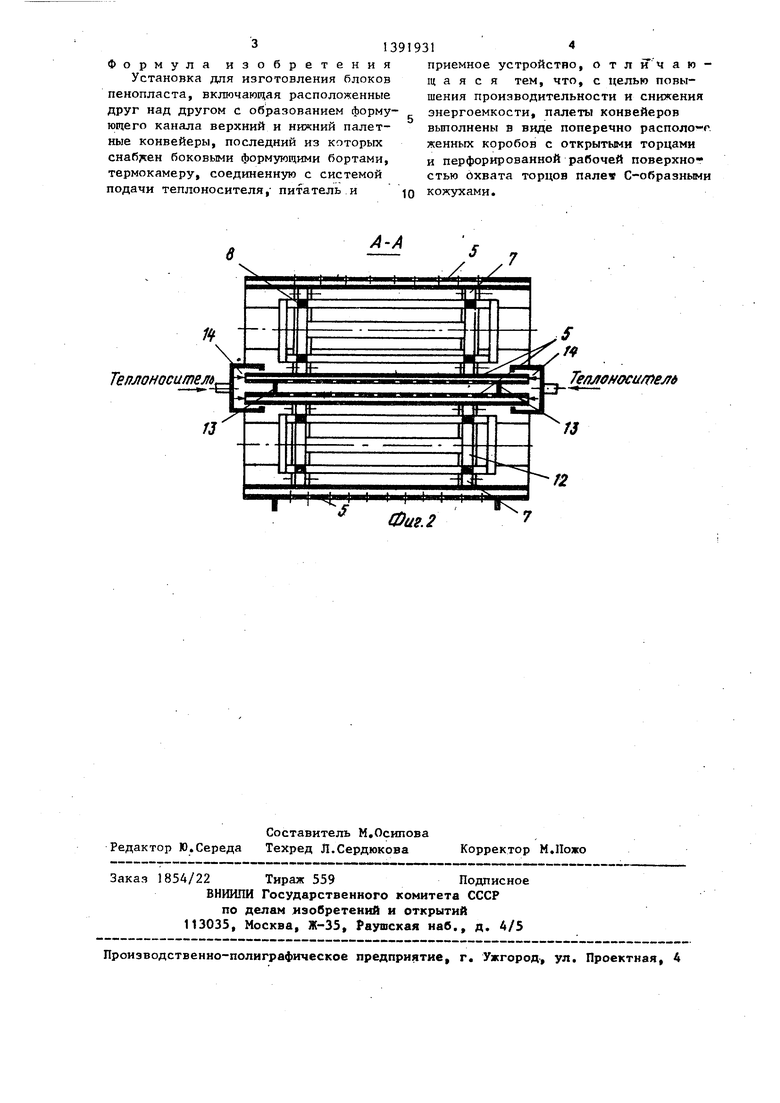
На фиг,1 схематично изображена установка; на фиг,2 - разрез А-А на фиг.1.
Установка для изготовления блоков из теплозвукоизоляционных материалов включает два горизонтальных налетных конвейера: верхний 1 и нижний 2. Подвижные части конвейеров смонтирован на рамах 3 и 4 с образованием формующей .полости прямоугольного сечения. Движение бетвей конвейеров 1 и 2 ре- гулируется приводом (не показан).
Налеты верхнего 1 и нижнего 2 конвейеров 2 выполнены в виде поперечно расположенных коробов 5, закреплен-- ных на двух тяговых цепях 6, с ками 7, которые катятся по направля ющим 8«
Верхний и нижний конвейеры 1 и 2 имеют по приводному валу 9 каждый с парой звездочек 10 и по ведомому ва- лу 11 каждый с парой звездочек 12.
Перемещение верхнего конвейера 1 относительно нижнего конвейера 2 в вертикальной плоскости осуществляетг ся с помощью специальных домкратов (не показаны).
Короба 5 на рабочей стороне, обращаемой к формующей полости, имеют перфорацию, через которую проходит теплоноситель и охладитель для обработки исходного сырья. На перфорированной стороне каждого короба нижнего конвейера 2 закреплены поперечные борта 13, имеющие высоту, соответствующую толщине формуемого блока.
В зонах нагрева и охлаждения уста новки размещены камеры 14 подвода теплоносителя с двух сторон коробов 5 и камеры 15 подвода охладителя с одной или двух сторон коробдв 5, выполненные в виде С-образных кожухов.
Камеры 14 и 15 сопряжены с чорцо- выми сторонами коробов 5 при передни жении ветвей конвейеров 1 и 2 (остановка - движение) или в режиме непрерывного их движения.
.
5 0
5
о
5
0
5
0
5
Установка для изготовления блоков из теплозвукоизоляционных материалов оборудована питателем 16, обеспечивающим подачу исходного сырья, устройством 14 для смазки антиадгезионным составом коробов 5, устройством 18 очистки перфорированных поверхностей коробов 5 и приемником 19 блоков.
Установка работает следующим образом.
Исходное сырье загружают в питатель 16, из которого оно поступает на перфорированные поверхности палет коробов 5 нижнего конвейера 2. При движении ветвь верхнего конвейера 1 накрывает ветвь нижнего конвейера 2. При этом образуется формующая полость прямоугольного сечения, заполненная исходньп сырьем.
При входе в зону нагрева открытые торцы коробов 5 сопрягаются с камерами 14, при этом в полости коробов 5 поступает теплоноситель, который нагревает перфорированные стенки коробов 5 и одновременно проходит к исходному сьфью. Иод воздействием тепла исходное сырье вспенивается, образуя блок.
При дальнейшем движении конвейера 1 и 2 короба 5 входят в зону охлазкде- ния, где с их торцами сопрягаются камеры 15 охлаждения. При этом через полости коробов 5 и перфорации подается охладитель в формующую полость. Происходит охлаждение блока и его стабилизация, а также охлаждение коробов 5.
При выходе из формующей полости блоки пакетируются.
Устройства 17 и 18 очистки и смазг ки поверхностей коробов 5 выполнены с рабочими вращающимися валиками.
Применение в качестве палет конг вейеров коробов с односторонней форацией позволяет значительно уменьшить металлоемкость конвейеров, умень- шить стенок, подвергаемых обязательному нагреву и последующему охлаждению, и, следовательно, уменьшить потери тепла на нагрев стенок и энергии на охлаждение. При применении торцового сопряжения коробок с камег-:- рами подачи теплоносителя упрощается уплотнение, что приводит к уменьшению потерь теплоносителя.
Таким образом, повьпаается произ г. водительность и снижается энергоемкость процесса.
Формула изобретения Установка для изготовления блоков пенопласта, включающая расположенные друг над другом с образованием формующего канала верхний и нижний палет- ные конвейеры, последний из которых снабжен боковыми формующими бортами, термокамеру, соединенную с системой подачи теплоносителя,- питатель и
в
1
Тепмноситем,
ГЗ
I I 4J I I I I ,1 I Фаг. 2
приемное устройство, о тлй ч аю - щ а я с я тем, что, с целью повышения производительности и снижения энергоемкости, налеты конвейеров выполнены в виде поперечно располо р женных коробов с открытыми торцами и перфорированной рабочей поверхног стью охвата торцов пале С-образными кожухами.
Л-А
/ ./
