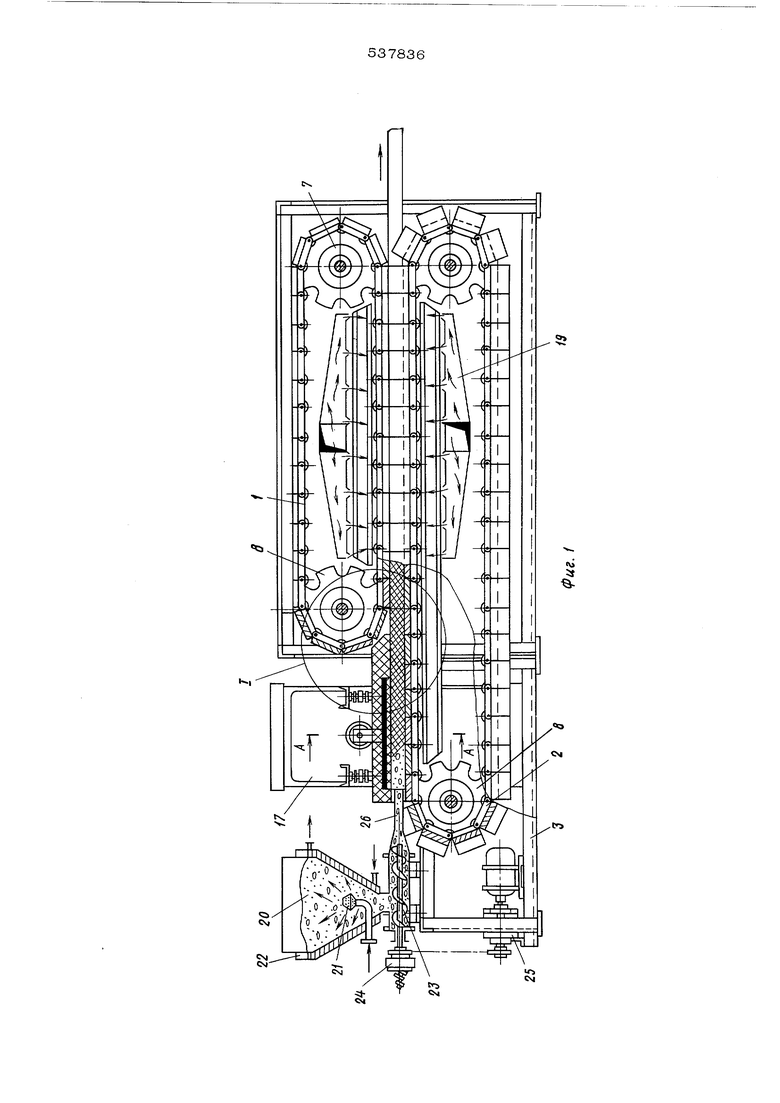
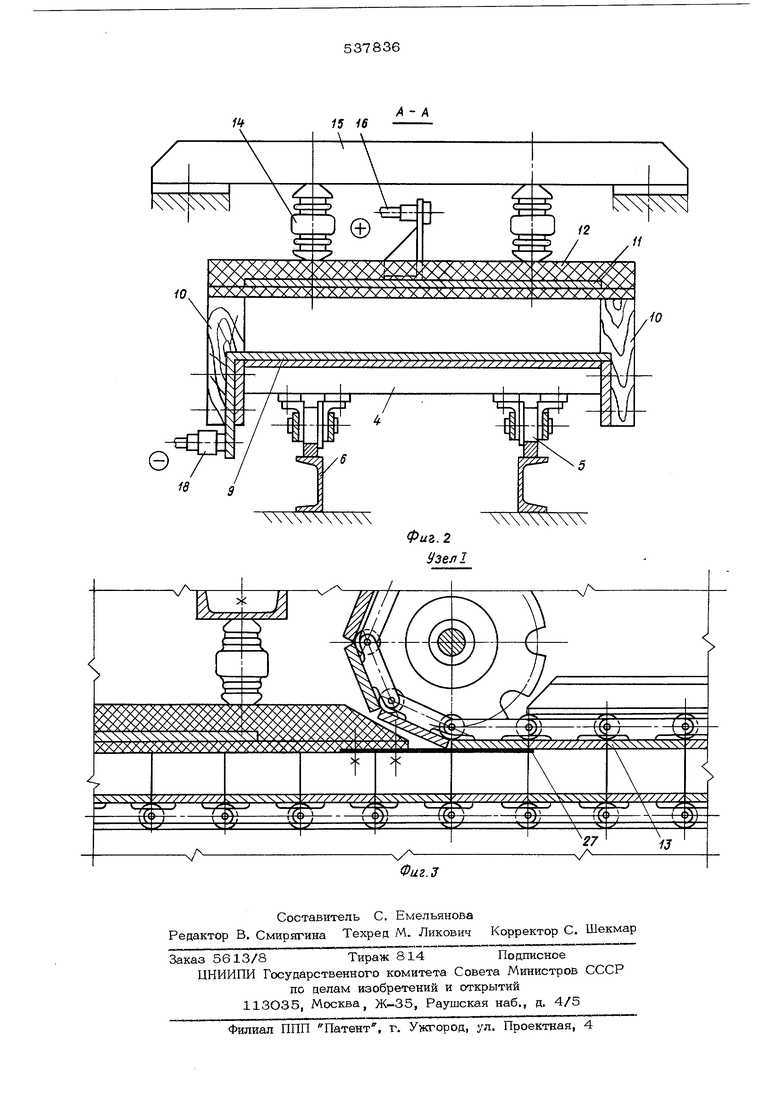
(54) УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА БЛОКОВ ПЕНОПЛАСТА ду анодным электродом и полетами верхнего конвейера). Устройство для непрерывного производства блоков пенопласта состоит из двух горизонтальных конвейеров палетного типа верхнего 1 и нижнего 2, смонтированных на раме 3 так, что своими ветвями образуют камеру прямоугольного сечения. Скорость движения конвейеров регулируется приводом. Нижний конвейер состоит из падет 4, закрепленных на двух це пях с роликами 5, при помощи которых па латы катятся по направляющим 6. Верхний палетный конвейер 1 так же оборудован тяговыми роликовыми цепями и направляющими. Верхний и нижний палетные конвейеры имеют по приводному валу пару звездочек и по ведомому валу пару звездочек 8. На палетах нижнего конвейера закреплены то- копроводящие Г-образные накладки 9 и изо лированные с боков непроводящими ток сте ками 10, поэтому при движении конвейера по направляющим образуется непрерывный желоб прямоугольного сечения. Указанньгй желоб закрыт сверху на входном участке в зоне ТВЧ нагрева плоским анодным электродом 11, помещенным в ТВЧ проницаемы изолятор, например фторопласт 12, а на участках формования блока и его охлаждения желоб закрыт сверху плоскими палетами-крышками 13 верхнего палетного конвейера 1. Плоский анодный электрод 11 крепится к раме 3 с помощью стеотитовых изоляторов 14 и траверсы 15. Анодный электрод соединен коаксиальным проводом 16 с генератором ТВЧ 17. На открытой поверхности Г-образной накладки вне формующей камеры установлен скользящий заземленный токосъемник 18, При включении в работу генератора ТВЧ 17 между анодным электродом 11 и Г-образными токопроводяшими накладками 9 нижнего палетного конвейера возникает основное поле токов высокой частоты. В зоне охлаждения установлены сверху и снизу формующего канала два вентиляционных короба 19 со щелевыми отверстия ми. Холодный воздух, нагнетаемый из системы вентиляции, обдувает поверхности палет верхнего и нижнего конвейеров и охлаждает блок пенополистирола в формующей камере. Формователь оборудован загрузочным бункером 2О, в котором в нижней конусной части установлена форсунка 21 для по дачи увлажненного, горячего воздуха, а наружная поверхность бункера имеет рубашку обогрева 22. Загрузочный 6jrHKep 20 соединен с многошнековым питателем 23, с четным числом шнеков и применением левой и правой навивки спирали для каждой пары шнеков и индивидуальной регулировкой крутящего момента для каждого шнека с помощью фрикционных муфт 24 от привода питателя 25, Питатель соединен с формующей камерой с помощью переходного патрубка 26. На участке между анодным электродом и палетами верхнего конвейера (см.фиг. 3) на изоляторе электрода закреплена жесткая пластина 27 из нержавеющей стали, выполненная по ширине блока и с некоторым перекрытием палет 13 верхнего конвейера. Устройство работает следующим образом. Предварительно вспенные гранулы пенополистирола загружают в бункеров нижней конической части которого они подогреваются до 50-60 С и увлажняются водой при своем прохождении в питатель через зону обработки гранул в бункере с помощью форсунки. Тепло для подогрева гранул подается так же теплоносителем через нагревательную рубашку бункера. Шнеки питателя захватывают подогретые и увлажненные гранулы и подают их через переходный патрубок на подвижный желоб нижнего конвейера. При выходе из шнеков потоки гранул благодаря парному применению левой и правой нарезки шнеков закручиваются друг другу навстречу и равномер ным общим потоком по переходному патрубку поступают на желоб нижнего палетного конвейера, В зоне ТВЧ нагрева вода на поверхности гранул нагревается и образует острый пар. Поверхность полистирольных гранул под действием пара размясгчазтся, а внутреннее давлениеизопентана в гранулах увеличивает их в объеме. По мере продвижения гранулы образуют блок, ограниченный с четырех сторон подвижными стенками палет нижнего и верхнего конвейеров. Затем блок проходит через зону охлаждения, где он стабилизируется. Охлажденный непрерывно движущийся блок из формователя поступает на резательное устройство, которое отрезает блоки мерной длины. Процесс нагрева гранул с помощью высокочастотного поля осуществляется по всему сечению формуемого изделия, а процесс вспенивания происходит от центра к периферии с повышенной температурой внутри материала, что интенсифицирует процесс, де-
лает равномерной структуру готового изделия и понижает влагосодержание. Все это значительно улучшает физико-механические свойства готового материала.
Применение высокочастотного нагрева гранул позволяет интенсифицировать процесс формования блоков, снизить расход энергии по сравнению с паровым нагревом в 2,5 раза, увеличить производительность формователя и улучшить качество изделия.
Ф
ормула изобретения
1. Устройство для непрерывного производства блоков пенопласта, например пенополистирола, содержащее формующую камеру, образованную верхним и нижним конвейерами и подсоединенную с одной стороны к шнеков ому питателю, а с другой стороны к резательному устройству, верхний и нижний плоские ТВЧ-влектроды, отличающееся тем, что, с целью интенсификации процесса и улучшения качества материала, нижний ТВЧ-электрод выполнен в виде токопроводящих изолированных с боков накладок, контактирующих со скользящим токосъемником и установленных на
подвижных палетах нижнего конвейера, а верхний анодный ТВЧ-электрод расположен над открытым участком нижнего конвейера.
2, Устройство по п. 1, о т л и ч а ю щ е е с я тем, что питатель выполнен с четным количеством шнеков, каждая пара которых имеет левое и правое направление винтовой нарезки и оснащена фрикционными муфтами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из пенопласта | 1990 |
|
SU1773723A1 |
| Установка для непрерывного изготовления изделий из вспенивающегося полимерного материала | 1981 |
|
SU960034A1 |
| Установка для изготовления блоков пенопласта | 1986 |
|
SU1391931A1 |
| Установка для изготовления блоков пенопласта | 1987 |
|
SU1782771A1 |
| ЬЯТНО- - ;>&ог.о"„1IF ХИИ'-'?"Г!''^>& ^'-' | 1967 |
|
SU198626A1 |
| ЛИНИЯ ПРОИЗВОДСТВА ГРАНУЛИРОВАННЫХ КОРМОВДЛЯ РЫБ | 1972 |
|
SU347040A1 |
| Машина для тукосмешивания и биомодификации гранулированных твердых минеральных удобрений | 2021 |
|
RU2789031C2 |
| Устройство для непрерывного разогрева бетонной смеси | 1990 |
|
SU1738673A1 |
| КОМПЛЕКС ДЛЯ МОЙКИ И СУШКИ ОТХОДОВ ПЕНОПОЛИСТИРОЛА | 2022 |
|
RU2793646C1 |
| МИКРОВОЛНОВОЙ СПОСОБ ВСПЕНИВАНИЯ ГРАНУЛ ПЕНОПОЛИСТИРОЛА | 2010 |
|
RU2446046C2 |