со со
so
о
СП
а
Изобретение относится к огнеупорной и керамической промьшшенности и может быть использовано при литье изделий из водных ишикероВо
Цель изобретения - повышение качества отливки и производительности способа.
Способ осуществляют следующим образом
Гипсовую форму увлажняют до 4-8%„ В гипосвую форму с вставленным в нее центральным металлическим сердечником заливают водный шликер Пропускают через шликер постоянный электрический ток, плотность которого сос тавляет 0,0002-0,0004 А/см, катодом является центральньй металлический сердечник, анодом - металлический электрод обкладка), охватывающий внешнюю поверхность гипсовой формы После набора черепка сердечник въшя мают из отливки Разбирают гипсовую формуо
При пропускании постоянного электрического тока твердые частицы шликера движутся к аноду, (электрофорез) и осаждаются на внутренней стенке гипсовой формы, что дополняет имеющееся в способе-прототипе осмотическое осаждение твердых частиц на внутренней стенке формы Одновременно молекулы воды движутся через слой оседающих частиц,как сквозь пористую перегородку (электроосмос), у катода (сердечника) скагшивается слой воды и тем самым устраняется прилипание о
В способе имеет место двухсторонний отсос молекул воды из получаемой отливкио Он осуществляется с внешней поверхности отливки действи
ем через гипсовую форму осмоса, а с внутренней поверхности отливки действием через слой оседающих частиц электроосмосао
Выбором величины плотности тока обеспечивается, что скорости набора черепка от действия осмоса гипсовой формы и электрофореза одинаковы Это повышает однородность изделия и производительность процесса изготовления.
Получаемая отливка имеет .-меньшую влажность, что повышает ее механическую прочность. Отсос молекул воды к катоду стабилизирует плотность шликера в зоне осаждения
В таблице приведены физико-механические показатели отливок, полученных по предлагаемому способу и прототипу В примерах 1-3 использовался кварцевьй шликер с плотностью 1,77 г/см , в примерах 4-6 фарфорон вый шликер с плотностью в 1,74 г/см ,
Формула изобретения;
Способ литья огнеупорных изделий, преимущественно кварцевых, включающий заливку шликера в пористую форму с металлическими сердечниками.и электродом, охватьшающим внешнюю поЧ верхность формы, электрофоретическое отложение черепка, выемку отливки из формы, отличающийся тем, что, с целью повьшения качества отливки и производительности способа, при электрофоретическом отложении черепка через шликер, про- . пускают постоянньй электрический ток. плотностью 0,0002-0,0004 А/см.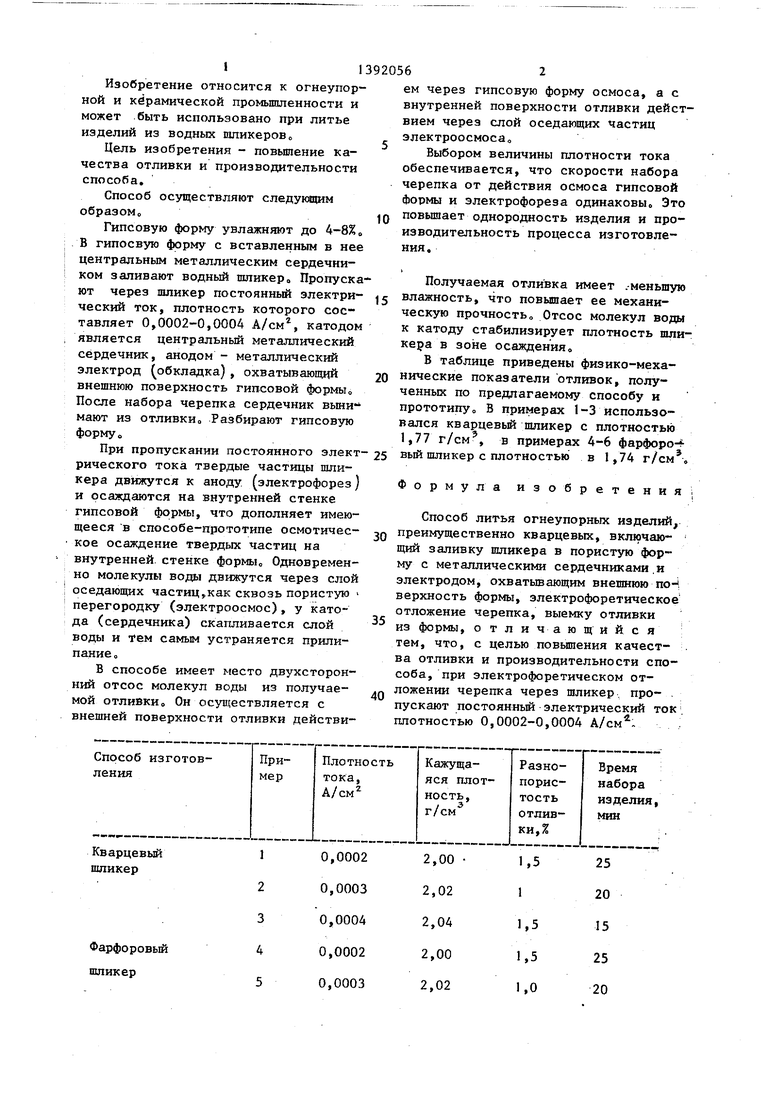

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОФОРЕТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2305668C1 |
| Форма для изготовления кварцевой керамики | 1990 |
|
SU1719355A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОФОРЕТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2227092C1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2215713C1 |
| СПОСОБ ПРОИЗВОДСТВА ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1972 |
|
SU423639A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОФОРЕТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2241689C1 |
| Способ формования изделий из кварцевой керамики | 1988 |
|
SU1585170A1 |
| ФОРМОВОЙ КОМПЛЕКТ | 2005 |
|
RU2285609C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОФОРЕТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2234482C1 |
| Способ изготовления керамических изделий | 1974 |
|
SU533572A1 |
Изобретение относится к огнеупорной промышленности и может быть использовано при литье кварцевых и фарфоровых изделий, С целью повышения качества отливки и производи- тельности способа при изготовлении изделий проводят заливку шликера в пористую форму с металлическим элект родом, охватьшающим внешнюю поверхность формы, электрофоретическое отложение черепка за счет пропускания постоянного электрического тока плотностью 0,0002-0,0004 А/см и последующее извлечение отливки из формы. Способ обеспечивает повьшение плотности отливок до 2,0-2,04 г/см , время набора сокращается до 15 -. 25 мин 1 табЛо 
1
2 3 4 5
0,0002 0,0003 0,0004 0,0002 0,0003
1,5
1
1,5
1,5
1,0
25 20 15 25 20
ления
Прототип
6
7
Продолжение таблицы
Разно порнс- тость отливки,
Время набора инделия, мня
2,04 1,88
5
15
40
| СПОСОБ ПРОИЗВОДСТВА ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1972 |
|
SU423639A1 |
| СПОСОБ РАСКИСЛЕНИЯ, МОДИФИЦИРОВАНИЯ И МИКРОЛЕГИРОВАНИЯ СТАЛИ ВАНАДИЙСОДЕРЖАЩИМИ МАТЕРИАЛАМИ | 1998 |
|
RU2140995C1 |
