Изобретение относится к керамической промышленности, в частности к способам формования изделий из кварцевой керамики, преимущественно длинномерных стаканов, труб с замкнутым торцом.
Целью изобретения является улучшение эксплуатационных свойств изделий.
Сущность способа заключается в следующем.
Для изделий с замкнутым торцом и большим удлинением () готовят формовой комплект, у которого центровка сердечника осуществляется минимум в двух зонах по высоте (длине) изделия: со стороны открытого торца изделия при помощи центровочных колец, штифтов или ножей и в зоне закрытого торца изделия при помощи центровочных вкладышей полированных металлических стержней, микрометрических винтов. В полость между неактивным сердечником и активной формой заливают водный шликер кварцевого стекла, требуемых свойств, и производят набор заготовки с отверстиями, через которые выводились центровочные вкладыши закрытого торца изделия. После извлечения последних в образовавшиеся пазы заливают шликер аналогичных свойств. При необходимости дофор- мовку изделия можно осуществлять из кварцевой керамики с измененными оптическими, диэлекрическими и др. свойствами. Для этого по известной технологии водный шликер кварцевого стекла вводят в модифицирующие добавки в виде порошка окислов переходных металлов, редкоземельных элементов или других веществ, не ухудшающих свойств шликера и керамики. Дофор- мовку.изделий осуществляют сразу после набора заготовки до усадки керамического черепка, что обеспечивает максимальные адгезионные свойства соединения материалов. Одинаковость реологических и технических свойств шликеров и отливок позволяют получать монолитные изделия. Основные свойства материала (плотность, пористость, прочность, коэффициент термического расширения и другие) изделия и доформованных участков не отличаются
Способ формования может осуществляться с помощью формы для изготовления теплозащитной трубки.
На фиг. 1 изображена теплозащитная трубка, общий вид, при формировании; на
(Л
01
00 СП
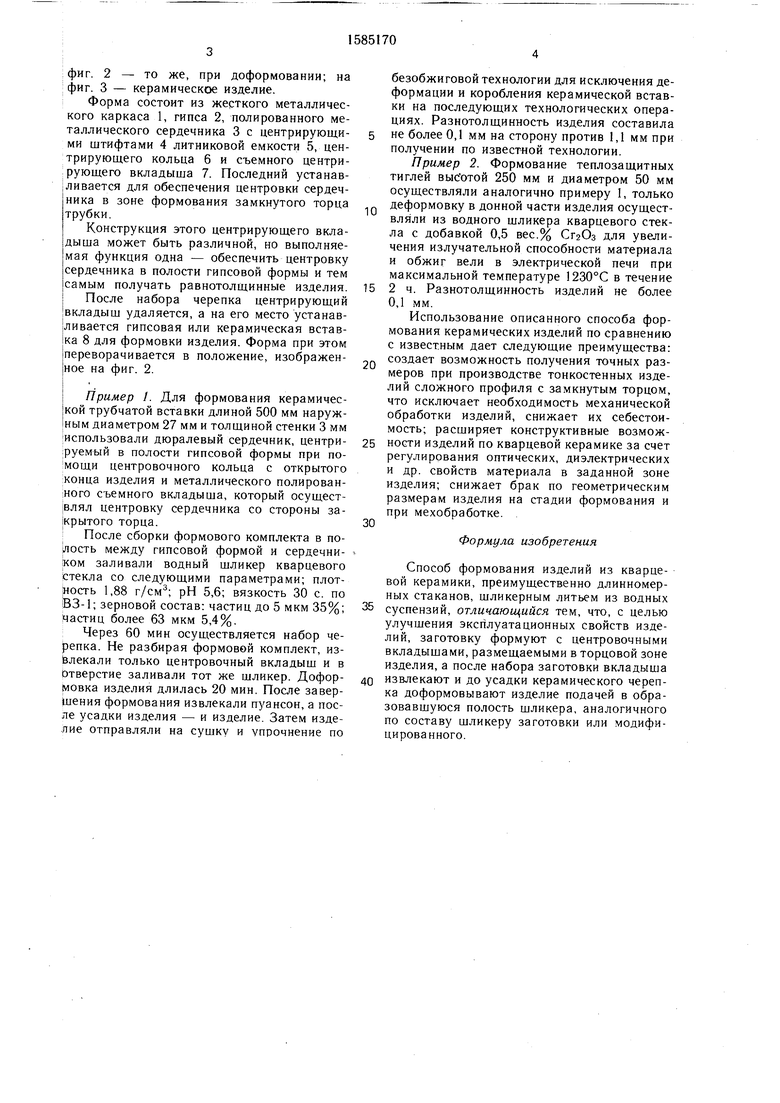
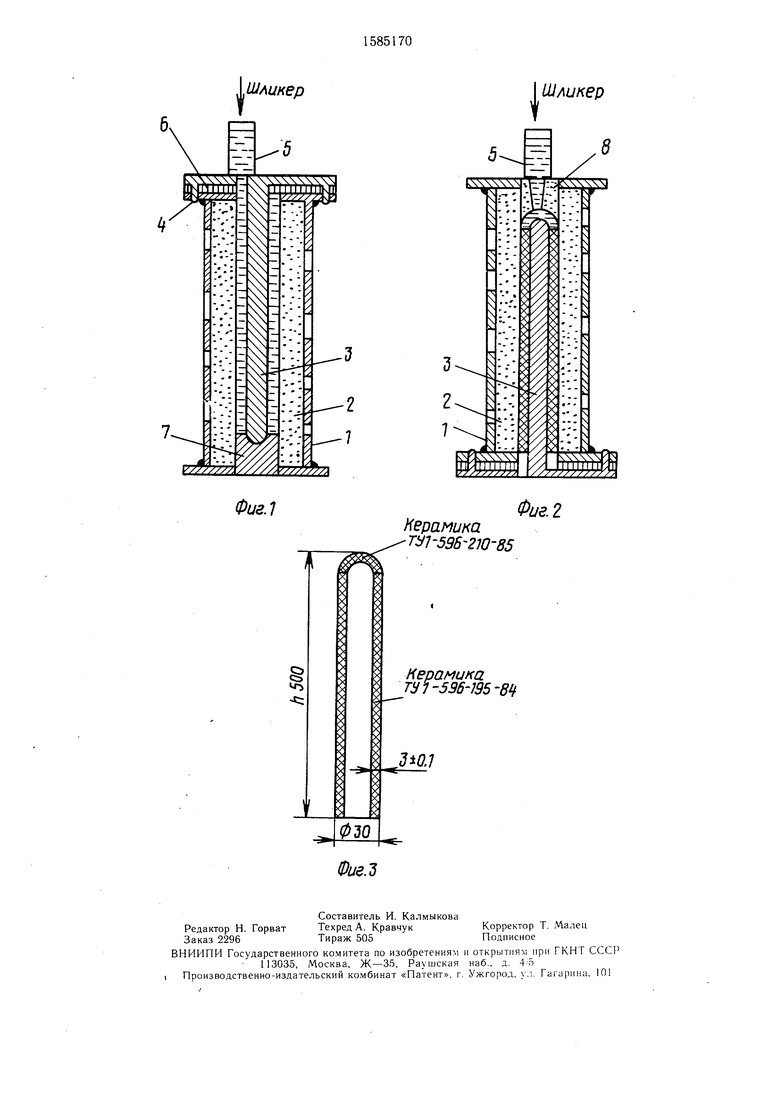
фиг. 2 - то же, при доформовании; на фиг. 3 - керамическое изделие.
Форма состоит из жесткого металлического каркаса 1, гипса 2, полированного металлического сердечника 3 с центрирующими штифтами 4 литниковой емкости 5, центрирующего кольца 6 и съемного центрирующего вкладыша 7. Последний устанавливается для обеспечения центровки сердеч- ника в зоне формования замкнутого торца трубки
Конструкция этого центрирующего вкладыша может быть различной, но выполняемая функция одна - обеспечить центровку сердечника в полости гипсовой формы и тем самым получать равнотолщинные изделия. 1 После набора черепка центрирующий вкладыш удаляется, а на его место устанавливается гипсовая или керамическая встав- 1ка 8 для формовки изделия. Форма при этом переворачивается в положение, изображенное на фиг. 2
Пример 1. Для формования керамической трубчатой вставки длиной 500 мм наружным диаметром 27 мм и толщиной стенки 3 мм использовали дюралевый сердечник, центрируемый в полости гипсовой формы при помощи центровочного кольца с открытого конца изделия и металлического полированного сьемного вкладыша, который осуществлял центровку сердечника со стороны закрытого торца.
После сборки формового комплекта в полость между гипсовой формой и сердечником заливали водный шликер кварцевого стекла со следующими параметрами; плот- кость 1,88 г/см3; рН 5,6; вязкость 30 с. по ВЗ-1; зерновой состав: частиц до 5 мкм 35%; частиц более 63 мкм 5,4%.
Через 60 мин осуществляется набор черепка. Не разбирая формовой комплект, извлекали только центровочный вкладыш и в Отверстие заливали тот же шликер. Дофор- мовка изделия длилась 20 мин. После завершения формования извлекали пуансон, а после усадки изделия - и изделие Затем изде- дие отправляли на сушку и упрочнение по
безобжиговой технологии для исключения деформации и коробления керамической вставки на последующих технологических операциях. Разнотолщинность изделия составила
не более 0,1 мм на сторону против 1,1мм при получении по известной технологии.
Пример 2. Формование теплозащитных тиглей выс отой 250 мм и диаметром 50 мм осуществляли аналогично примеру 1, только
деформовку в донной части изделия осуществляли из водного шликера кварцевого стекла с добавкой 0,5 вес.% Сг2Оз для увеличения излучательной способности материала и обжиг вели в электрической печи при максимальной температуре 1230°С в течение
2 ч. Разнотолщинность изделий не более 0,1 мм
Использование описанного способа формования керамических изделий по сравнению с известным дает следующие преимущества:
0 создает возможность получения точных размеров при производстве тонкостенных изделий сложного профиля с замкнутым торцом, что исключает необходимость механической обработки изделий, снижает их себестоимость; расширяет конструктивные возмож5 ности изделий по кварцевой керамике за счет регулирования оптических, диэлектрических и др. свойств материала в заданной зоне изделия; снижает брак по геометрическим размерам изделия на стадии формования и при мехобработке
0
Формула изобретения
Способ формования изделий из кварцевой керамики, преимущественно длинномерных стаканов, шликерным литьем из водных
5 суспензий, отличающийся тем, что, с целью улучшения эксплуатационных свойств изделий, заготовку формуют с центровочными вкладышами, размещаемыми в торцовой зоне изделия, а после набора заготовки вкладыша
0 извлекают и до усадки керамического черепка доформовывают изделие подачей в образовавшуюся полость шликера, аналогичного по составу шликеру заготовки или модифицированного
Шликер
Шликер
VSXXVV
,, JlVjiVj- //////////.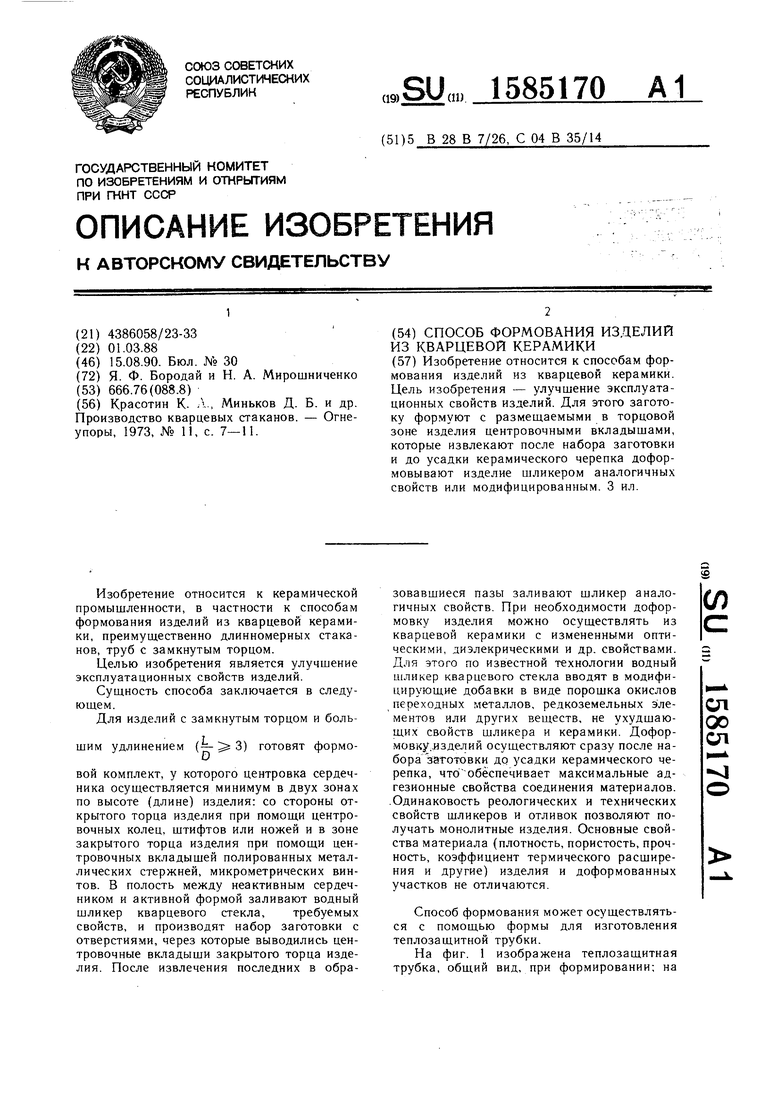
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2236938C1 |
| ФОРМОВОЙ КОМПЛЕКТ | 2005 |
|
RU2285609C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2007 |
|
RU2358861C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2010 |
|
RU2452618C1 |
| Способ изготовления тигля с донным патрубком из кварцевой керамики и устройство для его осуществления | 2016 |
|
RU2623404C1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2378223C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2305627C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2374069C1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2215713C1 |
Изобретение относится к способам формования изделий из кварцевой керамики. Цель изобретения - улучшение эксплуатационных свойств изделий. Для этого заготовку формуют с размещаемыми в торцовой зоне изделия центровочными вкладышами, которые извлекают после набора заготовки и до усадки керамического черепка доформовывают изделие шликером аналогичных свойств или модифицированным. 3 ил.
Фиг.1
Керамика
-TW-596-21Q-85
Фиг. 2
| Красотин К | |||
| Л , Миньков Д | |||
| Б | |||
| и др | |||
| Производство кварцевых стаканов | |||
| - Огнеупоры, 1973, № 11, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
