(Л
00
со
to
4 00
Изобретение относится к обработке металлов резанием, в частности к способам диагностики режущей способности инструментов.
Целью изобретения является повышение надежности способа и снижение трудоемкости измерения путем мгновенной фиксации момента затупления инструмента по обрыву проводника с ВОЗМОЖ-
ностью автоматизации его замены.
На чертеже изображен пример реализации способа при токарной обработке металлов резцом.
пустимой границе 1 площадки 2 износа может осуществляться по известной технологии изготовления печатных схем сразу после заточки резца 7, а обрыв проводника 4 можно зафиксировать автоматическим устройством. Применение в способе измерения естественно возникающих за счет теплоты резания термотоков в термопаре проводник 4 - резец 7 делает способ простым и универсальным в реализации и исключает необходимость в дополнительных источниках питания током. Способ может
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения предельно допустимого износа режущей пластины из недиэлектрического материала по главной задней поверхности. | 2018 |
|
RU2712328C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
| Способ определения сил на передней и задней поверхностях инструмента при обработке металлов со снятием стружки | 1978 |
|
SU771511A1 |
| Способ определения обрабатываемости материалов | 1988 |
|
SU1599708A1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2147489C1 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Способ определения оптимальных параметров процесса резания | 1989 |
|
SU1741969A1 |
| Способ испытания расточного инструмента | 1990 |
|
SU1748018A1 |
Изобретение относится к обработке металлов резанием, а именно к способам диагностики режущей способности инструментов в процессе эксплуатации. Целью изобретения является повышение надежности способа и снижение трудоемкости измерения путем мгновенной фиксации момента затупления инструмента по обрыву проводника с возможностью автоматизации его замены. Заранее устанавливают положение допустимой границы 1 площадки 2 износа на задней поверхности 3. По границе 1 наносят изолированный проводник 4, его конец 5 приваривают к вспомогательной задней поверхности 6. Проводник 4, резец 7 и милливольтметр 8 объединяют в единую электрическую цепь, производят резание и фиксируют момент обрыва проводника 4, т.е. момент затупления режущего инструмента. 1 ип.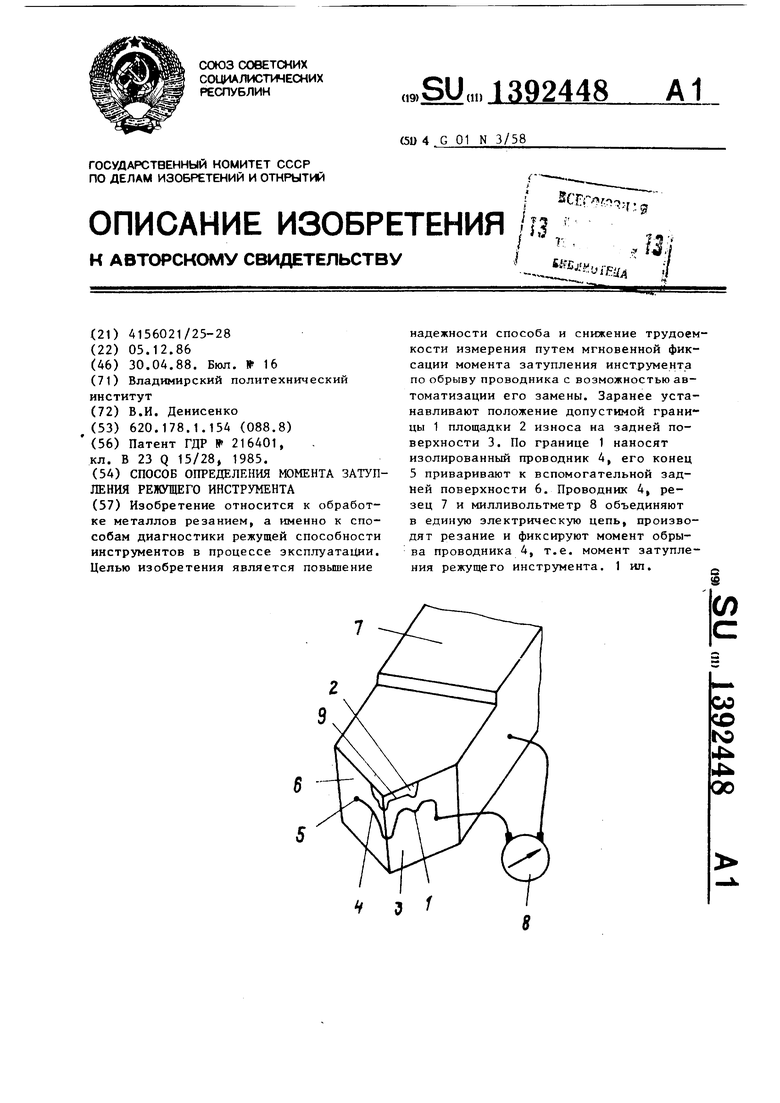
Способ осуществляют следующим об- быть использован на любых операциях разом.
Заранее, например, расчетом или опытным путем устанавливают положение предельно допустимой границы 1 площадки 2 износа задней поверхности 3. 20 По предельно допустимой границе 1 наносят электри тески изолированный от задней поверхности 3 проводник 4 и приваривают концом 5 к вспомогательной задней поверхности 6. Затем про- 25 1,5 мм и вдоль главного лезвия водник 4 и резец 7 объединяют в термо- 1 мм на слой электроизолирующего лака пару, для чего замыкают через милливольтметр 8 или какой-либо другой сигнализатор, образуя таким образом полуискусственную термопару проводник Q 4 - резец 7 для дополнительного измерения температуры. При точении площадка износа 2 увеличивается, ее граница 9 приближается к предельно допустимой границе 1 и в какой-то момент времени происходит истирание и обрыв про- 5 ления режущего инструмента, здключа- водника 4. Этот момент времени соот- ющийся в том, что на заднюю поверх- ветствует моменту затупления резца 7. За весь период работы резца 7 измеряют злектри 1ескую проводимость проводника 4 милливольтметром 8, а после обрыва проводника 4 вследствие износа задней поверхности 3 фиксируют момент затупления, работу прекращают и резец 7 перетачивают или с помощью средств автоматизации заменяют.
обработки лезвийными инструментами, S том числе на многооперационных стан ках.
Испытание способа при наружном продольном точении с нанесенным напылением медным проводником в виде пленки шириной 0,2 мм и толщиной 0,05 мм по границе предельно допустимого износа с координатами у верщины
подтвердили, что момент затупления при обрыве проводника фиксируется автоматически как с помощью милливольтметра, так и с использованием сигналь ной цепи, размыкаемой при обрыве про- вп71ника.
Формула изобретения (. пособ определения момента затуп40
45
ность инструмента наносят изолированный проводник, измеряют его электрическую проводимость в процессе резания и определяют момент затупления режущего инструмента, отличающийся тем, что, с целью повьш1е- ния надежности и снижения трудоемкости измерения, определяют предельно допустимую границу площадки износа, проводник наносят вдоль этой границы и фиксируют обрыв проводника, по которому определяют момент затупления режущего инструмента.
Определение момента затупления режущего инструмента по данному способу не представляет сложности, так как нанесение проводника 4 по предельно до- Составитель Н Редактор А. Лежнина Техред И.Вере
быть использован на любых операциях
1,5 мм и вдоль главного лезвия 1 мм на слой электроизолирующего лака ления режущего инструмента, здключа- ющийся в том, что на заднюю поверх-
обработки лезвийными инструментами, S том числе на многооперационных станках.
Испытание способа при наружном продольном точении с нанесенным напылением медным проводником в виде пленки шириной 0,2 мм и толщиной 0,05 мм по границе предельно допустимого износа с координатами у верщины
1,5 мм и вдоль главного лезвия 1 мм на слой электроизолирующего лака ления режущего инструмента, здключа- ющийся в том, что на заднюю поверх-
подтвердили, что момент затупления при обрыве проводника фиксируется автоматически как с помощью милливольтметра, так и с использованием сигнальной цепи, размыкаемой при обрыве про- вп71ника.
Формула изобретения (. пособ определения момента затуп 1,5 мм и вдоль главного лезвия 1 мм на слой электроизолирующего лака ления режущего инструмента, здключа- ющийся в том, что на заднюю поверх-
ипунников
ность инструмента наносят изолированный проводник, измеряют его электрическую проводимость в процессе резания и определяют момент затупления режущего инструмента, отличающийся тем, что, с целью повьш1е- ния надежности и снижения трудоемкости измерения, определяют предельно допустимую границу площадки износа, проводник наносят вдоль этой границы и фиксируют обрыв проводника, по которому определяют момент затупления режущего инструмента.
Корректор А. Зимокосов
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОГО КОПИРОВАНИЯ | 1967 |
|
SU216401A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
