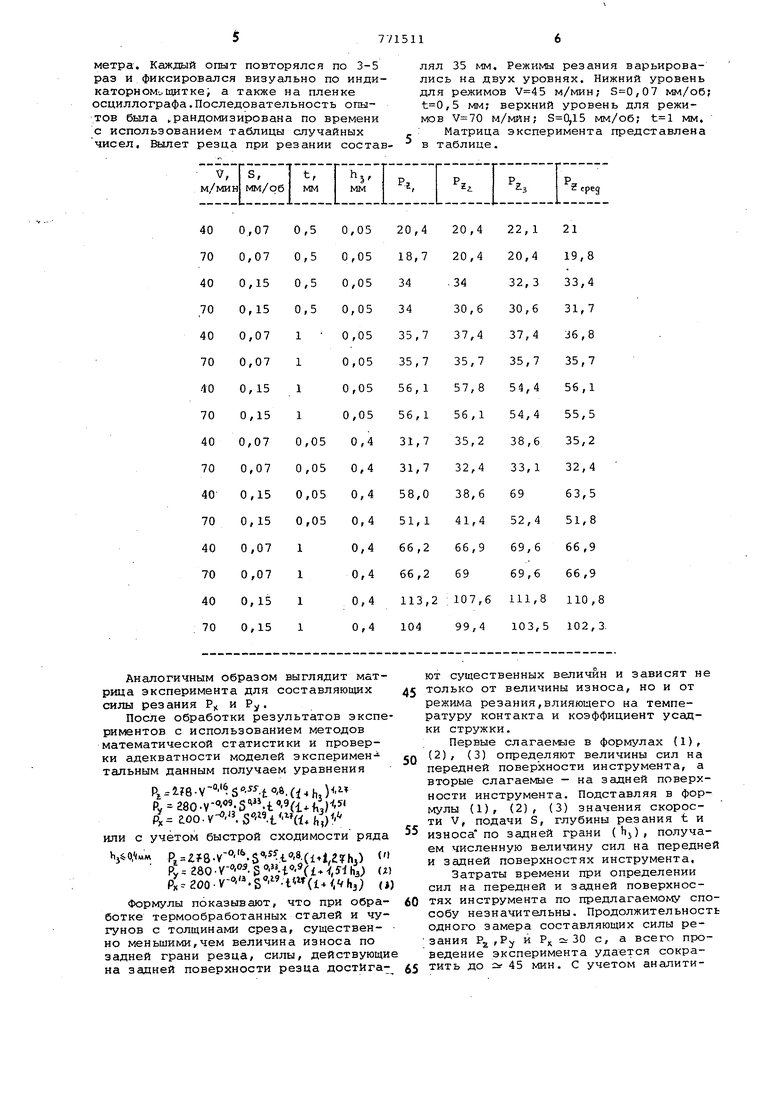
.Цель достигается тем, что в спосо бе определения сил на передней и зад ней поверхностях инструмента при обработке металлов со снятием стружки, включающем измерение составляСцих резания с помощью универсального динамометра,определяют величину составляющей силы резания,проводя кратко испытания при резании снача ла острым,а затем затупленным инструментом с фиксированной геометрией режущего клина при различных режимах резания, и по полученным данным определяют силы на передней и задней поверхностях инструмента расчетным путем по формуле РС.РП РЗ C-vp..t -C-V P...h3 , составляющие силы резания (Р ,Р)( ,Ру) - сила на передней поверхности инструмента;-сила на . поверхности инструмента;-скорость резания; -подача; -глубина резания; -износ по задней грани; ,C, постоянная и покаJ. . ..затели степени,полученные в результате силовых испытаний , Для конктретной пары: обрабатываемый материал - инструмент определя ется область допустимых значений режимов обработки. Граница области задсштся видом обработки (чистовая, получпстовая) величиной термообработ ки и маркой обрабатываемого материала. Эксперимент ставится по плану, позволяющему получать зависимость (V,S , f ,hj J при минимально возможном числе опытов. .При этом каждый фактор (f, S,-t, hj ) варьируется на двух уровня х, являющихся верхним и нижним значением области допустимых значений факторов. Нижним уровнем для hj принимается 0,05 мм по задней грани, верхним 0,4 мм -максимально допустимый износ при чистовой и полу чистовой обработке термообработанных сталей и чугунов. Эксперимент ставит ся на любом токарном станкес исполь зованием универсального динамометра конструкции ВНИИ (УДМ-100, УДМ-600, УДМ-1200) или любого другого динамометра, позволяющего определить составляющие силы резания. В результате обработки эксперимента получают адек ватную модель вида P-u C-v.( Раскладывая четвертый сомножитель в ряд с использованием бинома Ньютона получаем; (i.h,),..-h;.iii%./,z О « о в этом случае ,iт.е. Кз« 1 Следовательно ряд достаточно быстро сходится. Поэтому при расчете можно пользоваться формулой .vS -t P..(), . оставляя для случая Ь 0, только первых два слагаемых ряда (сяаибка менее 5%), Далее окончательно получаем зависимость Р1--Р„ + Рз CV. .-C-V..li3 Первое слагаемое определяет величину сил на передней, а второй - на задней поверхности инструмента. Данный способ позволяет получить величину сил на передней и задней поверхностях инструмента, не меняя его геометрии при любых режимах обработки и любой величине износа по задней грани при точении термообработанных сталей и чугунов. Последнее не только делает способ более универсальным, предполагая применимость его в реальных условиях металлов, но и сокращает трудоемкость экспериментов и раскод материалов. Измерение сил на передней и задней поверхностях инструмента осуществлялось на токарном станке 1Кб2 с использованием специального стенда, включающего универсальный динамометр УДМ-бОО конструкции ВНИИ. Замеры составляющих силы резания проводились по плану матрицы полного факторного эксперимента типа 2 . В качестве режущего инструмента использовались проходные резцы с неперечитываемыми пластинками с размерами 12x12x4,76 мм из окисно-карбидной керамики ВОК-бО со следующей геометрией : Ч- 5°;f- 5°; °, 3.-Ч° радиус закрепления режущей кромки„ р - 0,02. лллл. Упрочняющей -фаской,шириной ,3 мм,создается большой отрицательный передний Для измерения износа по задней грани пластины использовался оригинальный прибор с увеличением в 50 раз, непосредственно крепящийся на магнитной стойке, а для контрольных измерений - инструментальный микроскоп. Все измерения прибором осуществлялись без съема резца со станка. Для эксперимента брались заготовки стали Р18, HRC 62-64. Обработка производилась с установкой образца в патроне и с поджатием центром задней бабки. Резание производилось отдельно острыми резцами ( h. j 0, ) и резцами с предельно допустимым износом по задней грани h 0,4 мм. Непосредственно перед и после каждой серии опытов производилась электрическая и силовая статическая тарировка динамометра. Каждый опыт повторялся по 3-5 раз и фиксировался визуально по индикаторы ом щитке; а также на пленке осциллографа.Последовательность опытов была рандомизирована по времени с использованием таблицы случайных чисел. Вылет резца при резании составлял 35 мм. Режимы резания варьировались на двух уровнях. Нижний уровень для режимов м/мин; ,07 мм/об; ,5 мм; верхний уровень для режимов м/мйн; ,15 мм/об; мм. Матрица эксперимента представлена в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выбора марки инструментального материала | 1990 |
|
SU1772689A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОСТАВЛЯЮЩИХ СИЛЫ РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ С ЧПУ | 1997 |
|
RU2120354C1 |
| Способ определения оптимальных режимов резания | 1987 |
|
SU1493387A1 |
| Способ определения сил резания пластмасс | 1981 |
|
SU1000801A1 |
| Способ газового азотирования твердосплавных пластин | 1981 |
|
SU1044676A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2012 |
|
RU2521943C2 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| Способ контроля стойкости режущего инструмента | 1988 |
|
SU1640609A1 |
| СПОСОБ ЛЕЗВИЙНОЙ ОБРАБОТКИ | 2004 |
|
RU2261781C1 |
| Способ определения оптимальной скорости резания | 1987 |
|
SU1458083A1 |
Аналогичным образом выглядит матрица эксперимента для составляющих силы резания Р и Р. После обработки результатов экспе риментов с использованием методов математической статистики и проверки адекватности моделей экспериментальным данным получаем уравнения .t .(,У Ру 280-V -S.t(l 4.,) .V. или с учетом быстрой сходимости ряда ,) P, if..,S.(.) CI .&Qy-° °.(,sihз) (Я (O.V-o.«.(l.Vh/; ( Формулы показывают, что при обработке термообработанных сталей и чугунов с толщинами среза, существенно меньшими,чем величина износа по задней грани резца, силы, действующи на задней поверхности резца достИгают существенных величин и зависят не только от величины износа, но и от режима резания,влияющего на температуру контакта и коэффициент усадки стружки. Первые слагаемые в формулах (1), (2), (3) определяют величины сил на передней поверхности инструмента, а вторые слагаемые - на задней поверхности инструмента. Подставляя в формулы (1), (2), (3) значения скорости V, подачи S, глубины резания t и износа по задней грани (bj), получаем численную величину сил на передней и задней поверхностях инструмента. Затраты времени при определении сил на передней и задней поверхностях инструмента по предлагаемому способу незначительны. Продолжительность одного замера составляющих силы резания PZ fP и Р; с, а всего проведение эксперимента удается сократить до Sf 45 мин. С учетом аналитивеских расчетор и подготовки эксперимента общая продолжительность работы составляет около 3ч, при этом удается уменьшить, расход обрабатываемого материала до OJ06 кг.Инйтрументальный материал практически не расходуется из-за кратковременности испытаний. Формула изобретения Способ определения сил на передне и задней поверхностях инструмента при обработке металлов со снятием стружки, включающий измерение состав ляющих силы резания с помощью унивёрсального динамометра, о т л и ч а ющ и и с я тем, что, с целью расширения области применения способа, снижения трудоемкости и расхода обра батываемого и инструментального мате риала, определяет величину составля(грщих силы резания с помощью кратковременных испытаний при резании сначала: острым,, а затем затупленным инструментом с фиксированной геометрией режущего клина при различных режимах резания, и по полученным данным определяют силы на передней и ей поверхностях инструмента расым путем по формуле Pf,+ Pj C-VP-5 p.(-C-V-S.ip-h3, Р,; - составляющие силы резания (Р ,Р ,Р ); РП - сила на передней поверхности инструмента;Р, - сила на задней поверхности инструментаV- скорость резания; S - подача; t- глубина резания; h,- износ по задней грани J fYp , ZP ,С, - постоянные и покаозатели степени,по. лученные в результате силовых испытаний. Источники информации, ятые во внимание при экспертизе .Розенберг A.M. и Еремин A.M. ; енты теории процесса резания меов, М,, Машгиз, 1956,
