Изобретение относится к области обработки металлов давлением, а именно к оборудованию для смотки в горячем состоянии прокатанной полосы. Тянуще-задающие ролики предназначены для захвата полосы и направленной ее подачи через проводки к барабану и формирующим роликам моталки.
Известны конструкции тянуще-задающих роликов, например, по авторским свидетельствам №451482, В 21 С 47/34, №613836, В 21 С 47/34, №997900, В 21 С 47/34, которые размещают последовательно друг за другом для поочередной намотки рулонов. В этом случае предполагается прерывистый процесс подачи полосового материала к моталкам, для обеспечения остановки и перенастройки предыдущих тянуще-задающих роликов для беспрепятственного пропуска полосы к последующим тянуще-задающим роликам.
В качестве ближайшего аналога принят патент США №3645120, В 21 С 47/00, 1972, в котором описаны тянуще-задающие ролики, содержащие нижний ролик и, установленный в подушках с возможностью перемещения от привода, верхний ролик. Тянуще-задающие ролики оснащены также верхними и нижними стационарными проводками, каждая из которых примыкает соответственно к верхнему и нижнему роликам, комплектом гибочных роликов, размещенных за проводками и установленных в поперечном направлении полосы. В комплект гибочных роликов входят два верхних и расположенный между ними нижний ролик. Далее установлен по объему намотки ряд опорных роликов, образующих приемный барабан для рулона. Опорные ролики установлены в приводной рычажной системе с возможностью перемещения. В нижней части барабана симметрично относительно его оси установлены стопорные ролики, каждый из которых размещен с возможностью перемещения по криволинейной траектории от привода. Под стопорными роликами находится тележка с ложементом для рулона.
Работают тянуще-задающие ролики следующим образом. Перемещая верхний ролик относительно нижнего, устанавливают необходимый зазор между роликами, зависящий от толщины полосы, подлежащей смотке. Полоса, вышедшая из последней чистовой клети, транспортным средством, например отводящим рольгангом, подается в зазор тянуще-задающих роликов. Далее нижние и верхние проводки направляют полосу вниз под некоторым углом к горизонту в гибочные ролики. После выхода из гибочных роликов сдеформированный конец полосы, размещаясь в объеме, образованном опорными роликами, контактирует с проводками, а набегающий за ним полосовой материал занимает свободное пространство между роликами, образуя виток. По мере увеличения диаметра рулона приводные опорные ролики отходят от рулона на нужную величину до завершения смотки рулона. Затем тянуще-задающие ролики останавливают, подача полосы прекращается, опорные ролики отводят от рулона, а стопорные ролики подводят к рулону до контакта с его наружной поверхностью. Включают приводы стопорных роликов и опускают рулон на ложемент тележки, которая увозит рулон из зоны тянуще-задающих роликов. После завершения формирования рулона на первой моталке необходимо пропустить через ее тянуще-задающие ролики начало следующей полосы, не дожидаясь освобождения от рулона барабана первой моталки. Для этого создают некоторую временную паузу между полосами, чтобы успеть поднять верхний ролик для беспрепятственного пропуска полосы через тянуще-задающие ролики.
В результате этого снижается производительность прокатного стана, которая зависит от затрат времени, необходимых на перенастройку механизмов тянущих роликов.
Таким образом, к недостаткам описанных тянуще-задающих роликов следует отнести снижение производительности прокатного стана.
В основу изобретения поставлена задача создания тянуще-задающих роликов, обеспечивающих повышение производительности прокатного стана.
Эта задача решается за счет технического результата, который заключается в возможности совмещения времени выполнения операции настройки верхней проводки с основным временем смотки рулона барабаном моталки.
Для достижения указанного технического результата тянуще-задающие ролики моталки горячей полосы, содержащие нижний ролик и размещенный в подушках верхний ролик с примыкающей к нему верхней проводкой, согласно изобретению снабжены приводным разделительным роликом, верхняя проводка имеет подвижную часть, шарнирно сочлененную с приводом ее качания и выполненную в виде качающегося рычага, размещенного соосно с верхним роликом с возможностью относительного проворота, разделительный ролик закреплен на конце качающейся части рычага, при этом каждая из подушек верхнего ролика в верхней части выполнена с вертикальной консолью, размещенной со стороны разделительного ролика, и привод качания подвижной части проводки шарнирно соединен с вертикальными консолями подушек.
В результате сопоставительного анализа заявляемого технического решения и прототипа установлено, что они имеют общие признаки:
- нижний ролик,
- верхний ролик, размещенный в подушках,
- верхняя проводка, примыкающая к верхнему ролику,
и отличительные признаки:
- оснащение приводным разделительным роликом,
- выполнение верхней проводки с подвижной частью,
- выполнение подвижной части верхней проводки в виде качающегося рычага,
- шарнирное соединение подвижной части верхней проводки с приводом ее качания,
- размещение качающегося рычага соосно с верхним роликом с возможностью относительного проворота,
- закрепление разделительного ролика на конце качающейся части рычага,
- выполнение каждой из подушек верхнего ролика в верхней части с вертикальной консолью,
- размещение вертикальных консолей подушек верхнего ролика со стороны разделительного ролика,
- шарнирное сочленение привода качания подвижной части верхней проводки с вертикальными консолями подушек верхнего ролика.
Таким образом, предлагаемое решение имеет новые формы выполнения узлов, сочленение и взаимное расположение узлов и деталей. Между совокупностью конструктивных элементов и достигаемым техническим результатом имеется причинно-следственная связь.
Благодаря оснащению тянуще-задающих роликов моталки горячей полосы приводным разделительным роликом и выполнению верхней проводки с подвижной частью, шарнирно соединенной с приводом ее качания, и выполнению ее в виде качающегося рычага, размещенного соосно с верхним роликом с возможностью относительного проворота, закреплению разделительного ролика на конце качающейся части рычага, выполнению каждой из подушек верхнего ролика в верхней части с вертикальной консолью, размещенной со стороны разделительного ролика и шарнирному сочленению привода качания подвижной части проводки с вертикальными консолями подушек верхнего ролика, стало возможным перенастраивать подвижную часть верхней проводки относительно нижней проводки и уровня верхнего ролика, обеспечивая свободный пропуск полосы, или прогибать полосу ниже уровня прокатки во время смотки очередного рулона, беспаузно разделять общий поток транспортируемых полос, движущихся со скоростью, определяемой параметрами технологического процесса, и идущих встык друг к другу, на два потока разного направления. Вышеизложенное позволяет сохранить максимально возможные параметры режимов работы механизмов, участвующих в технологическом процессе, что ведет к повышению производительности прокатного стана.
Исключение из указной совокупности отличительных признаков хотя бы одного из признаков не обеспечивает получения нового качества - повышения производительности прокатного стана.
Техническое решение имеет изобретательский уровень, потому что предлагаемое выполнение тянуще-задающих роликов моталки горячей полосы для специалистов явным образом не следует из уровня техники.
Предлагаемое решение не известно из уровня техники, потому что оно является новым.
Предлагаемое решение промышленно применимо, предназначено для использования в металлургическом производстве и может быть изготовлено, например, на ЗАО “НКМЗ”.
С использованием предлагаемого технического решения разработан эскизный проект для стана 2000 горячей прокатки металлургического завода “Северсталь”.
Таким образом, заявляемому решению может быть представлена правовая охрана, потому что оно является новым, имеет изобретательский уровень и промышленно применимо.
Техническая сущность предлагаемого решения поясняется чертежами, на которых изображены
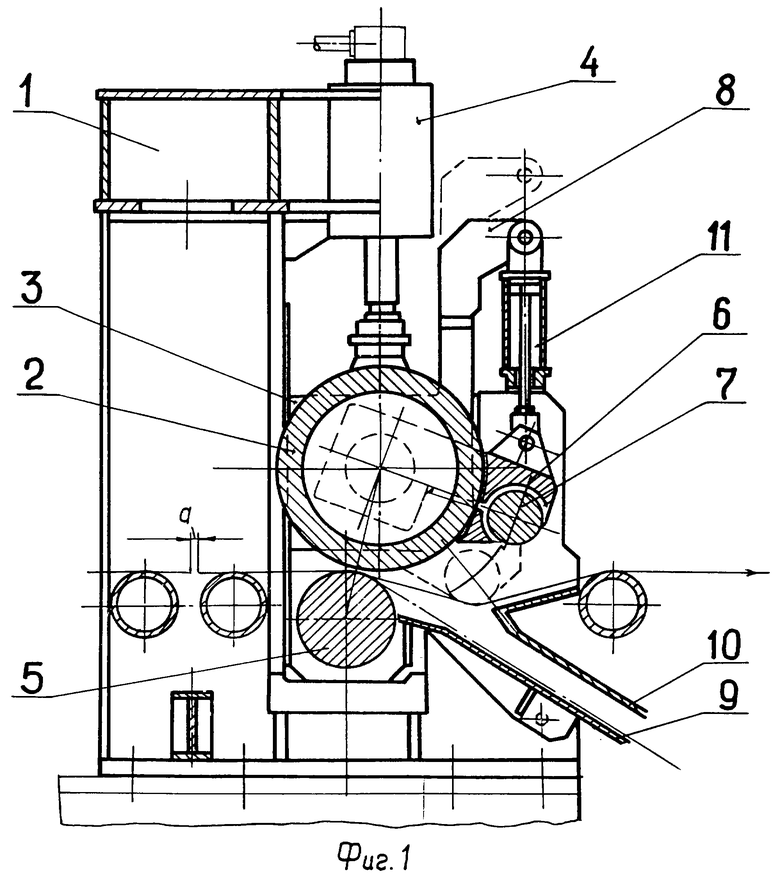
на фиг.1 - поперечный разрез по тянуще–задающим роликам моталки горячей полосы;
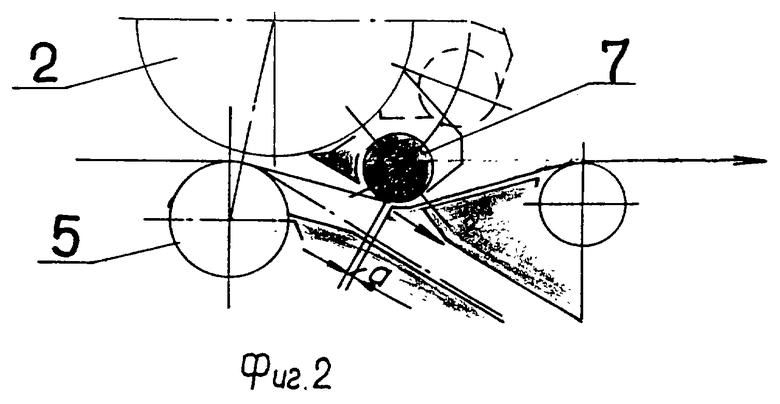
на фиг.2 - схема разделения и направления двух смежных полос.
Тянуще-задающие ролики моталки горячей полосы состоят из станины 1, в отрытом проеме которой размещен верхний ролик 2 в подушках 3, сочлененных с приводами 4 их вертикального перемещения, закрепленными в верхней части станины 1. В нижней части станины 1 расположен нижний ролик 5 с подушками. Соосно с верхним роликом установлена подвижная часть верхней проводки, выполненная в виде качающегося рычага 6, в подшипниковых опорах которого закреплен разделительный ролик 7, соединенный с приводом вращения (на чертеже не показан). Тянуще-задающие ролики содержат примыкающую к нижнему ролику 5 неподвижную нижнюю проводку 9 и, расположенную над ней, неподвижную верхнюю проводку 10. Рычаг 6 шарнирно сочленен с приводом качания 11, который шарнирно крепится к консоли 8, расположенной на подвижных подушках 3. Привод качания может быть любым, например, электромеханическим, в заявляемой конструкции отдано предпочтение гидроприводу, как более простому.
В зависимости от толщины сматываемой полосы до начала смотки ролики 2 и 5 устанавливают с требуемым зазором. Для этого включают привод 4 вертикального перемещения верхнего ролика 2, и он со своими подушками 3 перемещается в направляющих станины 1 и фиксируется в нужном положении относительно нижнего ролика 5. До попадания полосы в район тянущих роликов включают привод 11 и проворачивают рычаг 6 относительно верхнего ролика 2 на заданный угол до образования зазора между разделительным роликом 7 и неподвижной проводкой 10. После чего привод 11 стопорится, разделительный ролик 7 не изменяет своего положения в пространстве, верхняя проводка 10 и нижняя проводка 9 образуют пространство для направления полосы к барабану моталки.
После выхода головной части полосы (на чертеже показана тонко) из валков последней прокатной клети отводящий рольганг транспортирует полосу со скоростью 10-11 м/с к тянущим роликам, например, к первой моталке, где она, попадая в зазор между вращающимися тянущими роликами 2 и 5, направляется к вращающемуся дополнительному разделительному ролику 7, который отклоняет полосу в сторону нижней проводки 9. Затем полоса движется между неподвижными проводками 9 и 10, захватывается барабаном моталки и далее формируется при скорости 10-21 м/с в рулон требуемого развеса. При этом во время смотки рулона на первой моталке подается команда на включение привода 11 проворота рычага 6, который, поворачиваясь относительно оси верхнего ролика 2, поднимает разделительный ролик 7, расположенный над сматываемой полосой, до образования необходимого зазора между ним и верхним уровнем рольганга, обеспечивая беспрепятственный пропуск следующей полосы к другим моталкам.
В случае иного чередования приема и смотки полос, например, при первоначальной смотке полосы моталкой №2, а затем - моталкой №1, работа узлов тянущих роликов будет осуществляться следующим образом. Во время смотки полосы на дальней моталке №2, когда движущаяся полоса перекрывает входной канал первой моталки, подается команда на включение привода 11 для поворота рычага 6 моталки №1, который, качаясь относительно оси верхнего ролика 2, опускает разделительный ролик 7 до соприкосновения с движущейся полосой, и далее, прогибая ее ниже уровня прокатки, становится в свое исходное положение с упреждением, для приема очередной части полосы.
Таким образом, не дожидаясь окончания смотки предыдущей полосы барабаном моталки №2, направляюще-разделительный ролик готов к приему и пропуску следующей полосы, идущей встык уже со скоростью 20-21 м/с. На фигуре 2 изображена схема разделения полосового потока на два направления в месте стыка полос, где хвостовая часть предыдущей полосы уходит на барабан дальней моталки, а головная часть следующей полосы направляется вращающимся роликом 7, у которого направление вращения совпадает с направлением движения полосы, в приемный канал первой моталки. Тонкая полоса, огибая ролик 7, продолжает двигаться далее к следующей моталке для окончания смотки рулона.
Предлагаемая конструкция тянуще-задающих роликов моталки горячей полосы позволяет перенастраивать подвижную часть верхней проводки для пропуска следующей полосы на другую моталку во время смотки очередного рулона с сохранением максимально возможных параметров режимов работы узлов тянущих роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения натяжения полосы при смотке в рулон | 1981 |
|
SU1044358A1 |
| Нятяжное устройство | 1984 |
|
SU1186311A1 |
| Разделительно-натяжное устройство моталки | 1980 |
|
SU893292A1 |
| Устройство для сматывания в рулон горячекатаной полосы | 1990 |
|
SU1733153A2 |
| УСТРОЙСТВО ДЛЯ ПРИЖИМА СМАТЫВАЕМОЙ ПОЛОСЫ К РУЛОНУ | 2008 |
|
RU2376091C1 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2391168C1 |
| Рулоновязальная машина | 1960 |
|
SU132108A1 |
| Устройство для накатки горяче-КАТАНОй пОлОСы | 1979 |
|
SU793680A1 |
| Способ сматывания в рулон горячекатаной полосы и устройство для его осуществления | 1985 |
|
SU1340862A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
Использование: изобретение относится к обработке металлов давлением, а именно к оборудованию для смотки в горячем состоянии прокатанной полосы. Сущность: тянуще-задающие ролики моталки горячей полосы состоят из нижнего ролика и размещенного в подушках верхнего ролика с примыкающей к нему верхней проводкой и снабжены приводным разделительным роликом, верхняя проводка имеет подвижную часть, шарнирно соединенную с приводом ее качания и выполненную в виде качающегося рычага, размещенного соосно с верхним роликом с возможностью относительного проворота, разделительный ролик закреплен на конце качающейся части рычага, при этом каждая из подушек верхнего ролика в верхней части выполнена с вертикальной консолью, размещенной со стороны разделительного ролика, и привод качания подвижной части проводки шарнирно соединен с вертикальными консолями подушек. Изобретение обеспечивает повышение производительности стана за счет совмещения времени выполнения операции настройки верхней проводки с основным временем смотки рулона барабаном моталки. 2 ил.
Тянуще-задающие ролики моталки горячей полосы, состоящие из нижнего ролика и размещенного в подушках верхнего ролика с примыкающей к нему верхней проводкой, отличающиеся тем, что они снабжены приводным разделительным роликом, верхняя проводка имеет подвижную часть, шарнирно соединенную с приводом ее качания и выполненную в виде качающегося рычага, размещенного соосно с верхним роликом с возможностью относительного проворота, разделительный ролик закреплен на конце качающейся части рычага, при этом каждая из подушек верхнего ролика в верхней части выполнена с вертикальной консолью, размещенной со стороны разделительного ролика, и привод качания подвижной части проводки шарнирно соединен с вертикальными консолями подушек.
| US 3645120 29.02.1972 | |||
| US 4048831 20.09.1977 | |||
| US 3992916 23.11.1976 | |||
| US 4119256 10.10.1978 | |||
| Устройство для задачи полосы в моталку | 1986 |
|
SU1315068A1 |
| RU 2055667 C1 10.03.1996. | |||

