2. Способ по п. 1, отличающийся тем, что на первой строчке в продольном сечении детали ось
фрезы располагают под углом к норма-) ли к поверхности, равным 5 10° .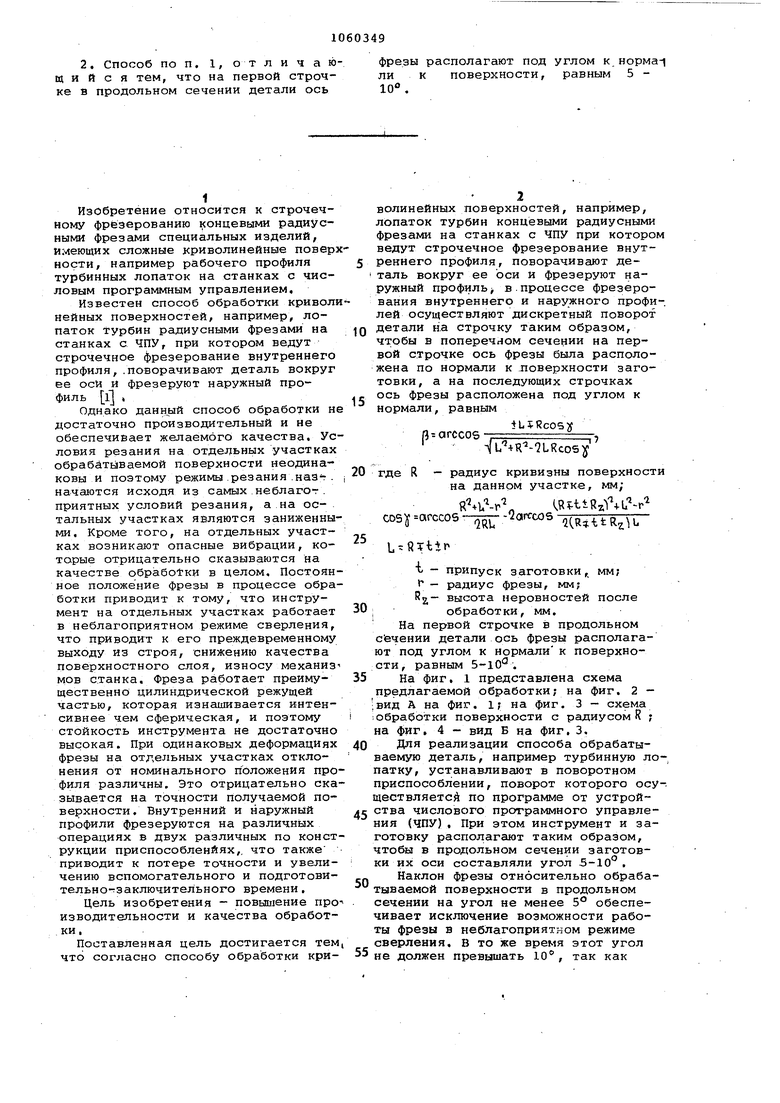
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| Способ изготовления пакета лопаток паровой турбины | 2022 |
|
RU2781617C1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ обработки турбинных лопаток | 1983 |
|
SU1093433A1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Способ фрезерования внутренних контуров деталей | 1980 |
|
SU891254A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2014 |
|
RU2588757C2 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
1. СПОСОБ ОБРАБОТКИ КРИВОЛИ;НЕЙНЫ ПОВЕРХНОСТЕЙ, например лопаток турбин концевыми радиусными фрезами на станках с числовым программным управлением, при котором ведут строчечное фрезерование внутреннего профиля, поворачивают деталь вокруг ее оси и фрезеруют наружный профиль, отличающийся ч&л, что, с целью повышения производительности и качества обработки, в процессе фрезерования внутреннего и наружного профилей осуществляют дискретный поворот детали на строчку таким образом, чтобы в поперечном сечении на первой строчке ось фрезы была расположена по нормали к поверхности заготовки, а на последуюtttHX строчках ось фрезы расположена под углом к нормали, равным ±L5Rcos pmfonnQ , V L r-2LRcoe/ где R - радиус кривизны поверхности на данном участке, мм; COS O CCOS- / -2arccoe HH«5} i i r ICR+fctR U L Rtl±r, где t - припуск заготовки, мм; Г - радиус фрезы, мм; высота неровностей после ; обработки, мм.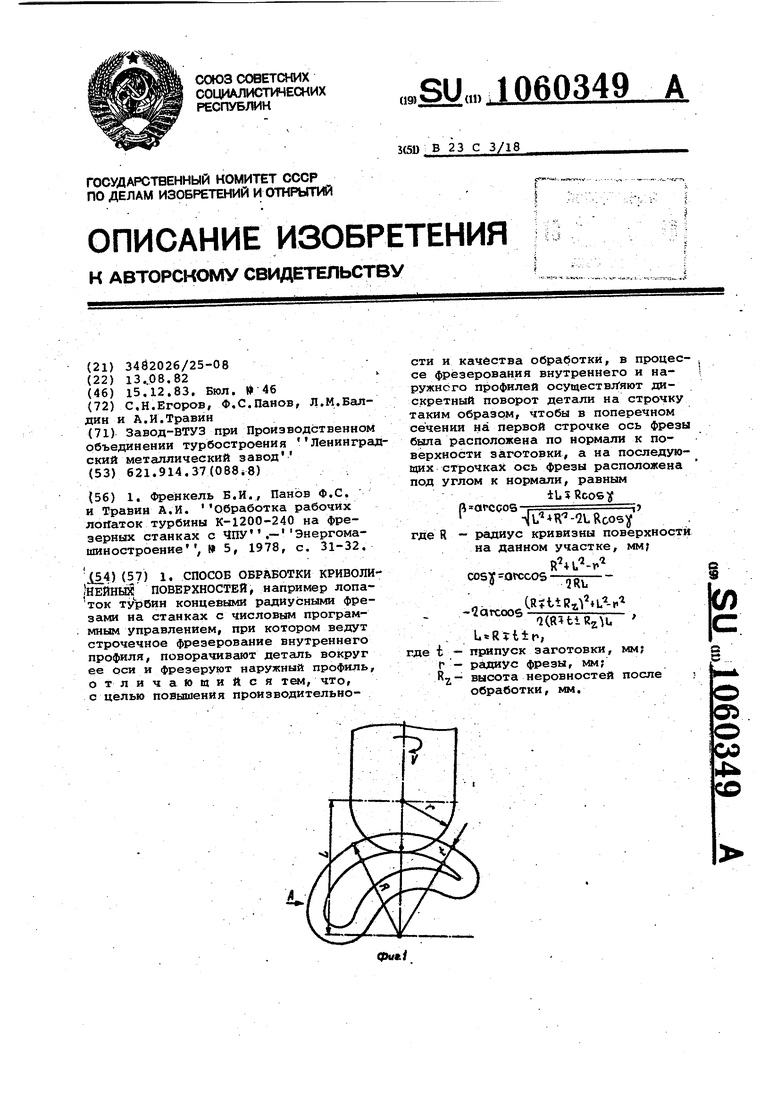
1
Изобретение относится к строчечному фрезерованию концевыми радиусными фрезами специальных изделий, Имеющих сложные криволинейные поверхности, например рабочего профиля турбинных лопаток на станках с числовым программным управлением.
Известен способ обработки криволинейных поверхностей, например, лопаток турбин радиусными фрезами на станках с ЧПУ, при котором ведут строчечное фрезерование внутреннего профиля,.поворачивают деталь вокруг ее оси и фрезеруют наружный профиль i ,
Однако способ обработки не достаточно производительный и не обеспечивает желаемого качества. Условия резания на отдельных участках обрабатываемой поверхности неодинаковы и поэтому режимы.резания.назт. начаются исходя из самых неблагот. приятных условий резания, а на остальных участках являются заниженными. Кроме того, на отдельных участках возникают опасные вибрации, которые отрицательно сказываются на качестве обработки в целом. Постоянное положение фрезы в процессе обработки приводит к тому, что инструмент на отдельных участках работает в неблагоприятном режиме сверления, что приводит к его преждевременному выходу из строя, снижению качества поверхностного слоя, износу механизмов станка. Фреза работает преимущественно цилиндрической режущей частью, которая изнашивается интенсивнее чем сферическая, и поэтому стойкость инструмента не достаточно высокая. При одинаковых деформациях фрезы на отдельных участках отклонения от номинального положения профиля различны. Это отрицательно сказывается на точности получаемой поверхности. Внутренний и наружный профили фрезеруются на различньах операциях в двух различных по конструкции приспособлениях,, что также приводит к потере точности и увеличению вспомогательного и подготовительно- заключительного времени,
Цель изобретения - повышение производительности и качества обработки.
Поставленная цель достигается тем что согласно способу обработки криволинейных поверхностей, например, лопаток турбин концевыми радиусными фрезами на станках с ЧПУ при котором ведут строчечное фрезерование внутреннего профиля, поворачивают деталь вокруг ее оси и фрезеруют наружный профиль в.процессе фрезерования внутреннего и наружного профи-, лей осуществляют дискретный поворот
детали н.а строчку таким образом, чтобы в поперечном сечении на первой строчке ось фрезы была расположена по нормали к .поверхности заготовки, а на последующих строчках
ось фрезы расположена под углом к нормали, равным
iLJRcosjf
pi:arccos
ilVRMlR
0 где R - радиус кривизны поверхности на данном участке, мм;
,-г „ RvttRjf+L -r
cos arccos-- j ;-- аг схзв
L-RTttr
t- - припуск заготовки, мм;
- радиус фрезы, мм;
j;- высота неровностей после
0; обработки, мм.
На первой строчке в продольном сечении детали ось фрезы располагают под углом к нормали к поверхности, равным 5-10,
5 На фиг. 1 представлена схема
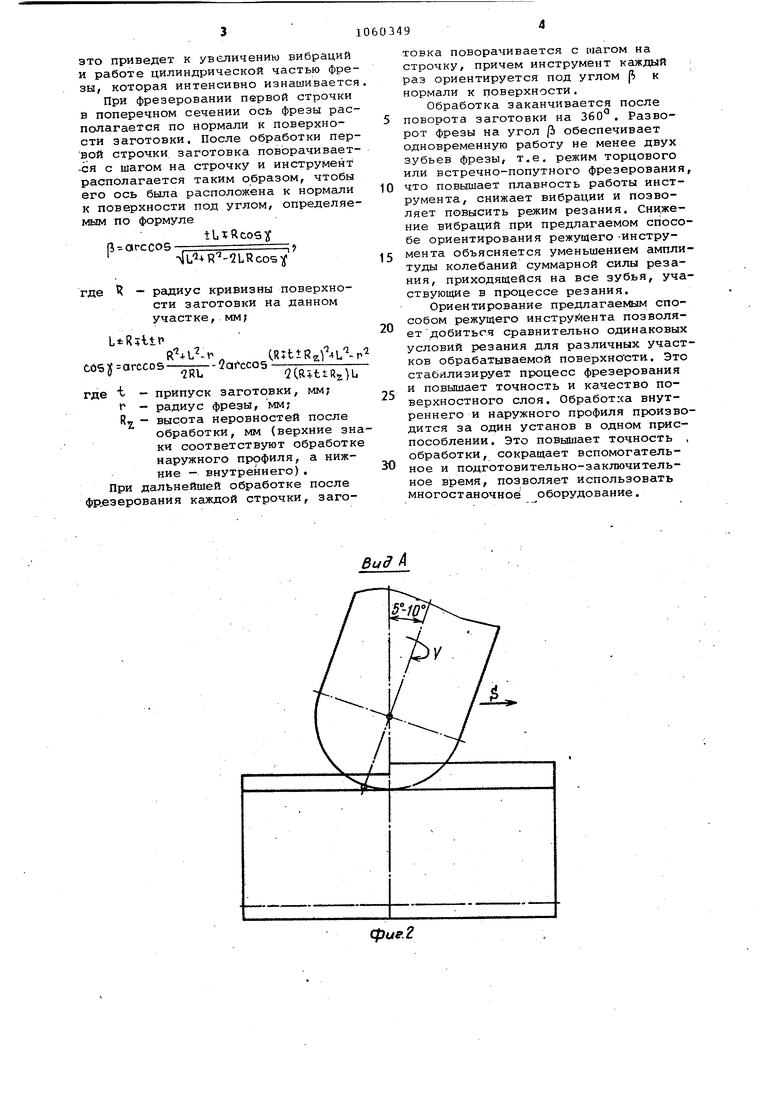
предлагаемой обработки; на фиг, 2 - вид А на фиг, 1; на фиг, 3 - схема обработки поверхности с радиусом R ; на Фиг, 4 - вид Б на фиг. 3.
0 Для реализации способа обрабатываемую деталь, например турбинную ло-, патку, устанавливают в поворотном приспособлении, поворот которого осу-, ществляетсй по программе от устрой5 ства числового программного управления (ЧПУ), При этом инструмент и заготовку располагают таким образом, чтобы в продольном сечении заготовки их оси составляли угол S-lo,
Наклон фрезы относительно обрабатываемой поверхности в продольном сечении на угол не менее обеспечивает исключение возможности работы фрезы в неблагоприятном режиме сверления, в то же время этот угол
не должен превышать 10 , так как это приведет к увеличению вибраций и работе цилиндрической частью фрезы, которая интенсивно изнашивается При фрезеровании первой строчки в поперечном сечении ось фрезы располагается по нормали к поверхности заготовки. После обработки первой строчки заготовка поворачивает-ся с шагом на строчку и инструмент располагается таким образом, чтобы его ось была расположена к нормали к поверхности под углом, определяе мым по формуле tUTftcosy ft apccos-pr -U TRMLRCOS где - радиус кривизны поверхности заготовки на данном участке, мм; LtR4U (.RltlR if-L arccos----- 2arcco5 --- 2RL - CR+ttR U t - припуск заготовки, мм; t - радиус фрезы, мм; R-jt - высота неровностей после обработки, мм (верхние зн ки соответствуют обработк наружного профиля, а нижние - внутреннего). При дальнейшей обработке после фр.езерования каждой строчки, загоВи А товка поворачивается с шагом на строчку, причем инструмент каждый : раз ориентируется под углом ( к нормали к поверхности. Обработка заканчивается после поворота заготовки на 360 . Разворот фрезы на угол (Ь обеспечивает одновременную работу не менее двух зубьев фрезы, т,е, режим торцового или встречно-попутного фрезерования, что повышает плавность работы инструмента, снижает вибрации и позволяет повысить режим резания. Снижение вибраций при предлагаемом способе ориентирования режущего -инструмента объясняется уменьшением амплитуды колебаний суммарной силы резания, приходящейся на все зубья, участвующие в процессе резания. Ориентирование предлагаемым способом режущего инструмента позволяет добиться сравнительно одинаковых условий резания для различных участков обрабатываемой поверхности. Это стабилизирует процесс фрезерования и повышает точность и качество поверхностного слоя. Обработка внутреннего и наружного профиля производится за один установ в одном приспособлении. Это повышает точность , обработки, сокращает вспомогательное и подготовительно-заключительное время, позволяет использовать многостаночное оборудование.
(рие.2
фиеЗ
6udS
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и Трайии А.И | |||
| КИНЕМАТОГРАФИЧЕСКИЙ АППАРАТ ДЛЯ ПОЛУЧЕНИЯ И ПРОЕКТИРОВАНИЯ СНИМКОВ В НАТУРАЛЬНЫХ ЦВЕТАХ | 1922 |
|
SU1200A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
