Изобретение относится к механической обработке и может быть использовано преимущественно при обработке легких заполнителей сложной формы в изделиях многослойной сотовой конструкции плоским дисковым ножом на пятикоординатных станках с программным управлением. Обрабатываемый материал - пенопласт, полимерсотопласт, стеклосотопласт и т.п. Область применения - механообработка деталей авиа- и вертолетостроения.
Известен способ строчной объемной обработки фасонных поверхностей фрезой с внутренним касанием, которую непрерывно поворачивают относительно продольной оси детали на угол, определяемый из условия совпадения радиуса кривизны обрабатываемого поперечного сечения с радиусом кривизны поперечного сечения цилиндра формообразования (см. авт. свид. №450657, В 23 С 3/16 за 1974 г.).
Этот способ применим лишь для весьма ограниченного класса деталей, имеющих большую кривизну (аэродинамические модели агрегатов самолетов, коноиды, объемные кулачки, лопатки турбин и др.) и не применим для большого класса деталей, имеющих малую кривизну и значительные габариты (например, детали, выходящие на внешние обводные поверхности в авиастроении, штамповочная объемная оснастка и т.п.).
Известен способ фрезерования вогнутых фасонных поверхностей с использованием цилиндрических или дисковых фрез, при котором плоскость фрезы располагается под некоторым постоянным или изменяемым углом к обрабатываемой поверхности (см. авт. свид. №132953, 49 В 5/05 за 1960 г.).
Этот способ не точен и дает возможность получить лишь приближенную форму вогнутой поверхности.
Наиболее близким по технической сущности является способ обработки сложных поверхностей торцовой вращающейся фрезой, которой сообщают продольную и периодическую поперечную подачу с установкой оси фрезы под углом α к обрабатываемой поверхности, который определяют из условия стабилизации межстрочных гребней (см. авт. свид. №1255303, В 23 С 3/16 за 1986 г.).
Недостатком этого способа является невозможность обработки сложных поверхностей, имеющих двойную кривизну.
Предлагаемым изобретением решается задача точного формообразования сложных поверхностей, имеющих двойную кривизну, за счет соответствующей пространственной ориентации режущего инструмента при обработке с учетом двух угловых координат.
Для достижения этого технического результата в способе обработки сложных поверхностей вращающимся режущим инструментом, включающем расположение плоскости режущего инструмента под углом α к обрабатываемой поверхности, осуществляют дополнительное вращение оси режущего инструмента вокруг вектора его линейного перемещения на угол β, который определяют относительно перпендикуляра к базовой плоскости детали согласно формуле

где А, В, С - коэффициенты плоскости, определяемой нормалью к поверхности в точке касания инструмента и вектором перемещения, которые вычисляются из равенств:
А=Cosβ1Cosγ2-Cosβ2Cosγ1,
B=Cosα2Cosγ1-Cosα1Cosγ2,
C=Cosα1Cosβ2-Cosα2Cosβ1,
α1, β1, γ1 - значения углов, которые составляет вектор нормали к обрабатываемой поверхности в точке касания инструмента соответственно с осями Х, Y и Z,
α2, β2, γ2 - значения углов, которые составляет вектор линейного перемещения соответственно с осями X, Y и Z.
Предлагаемый способ обработки сложных поверхностей иллюстрируется чертежами, представленными на фиг.1-3.
На фиг.1 показано положение плоского дискового ножа относительно обрабатываемой поверхности в момент его касания опорной точки A.
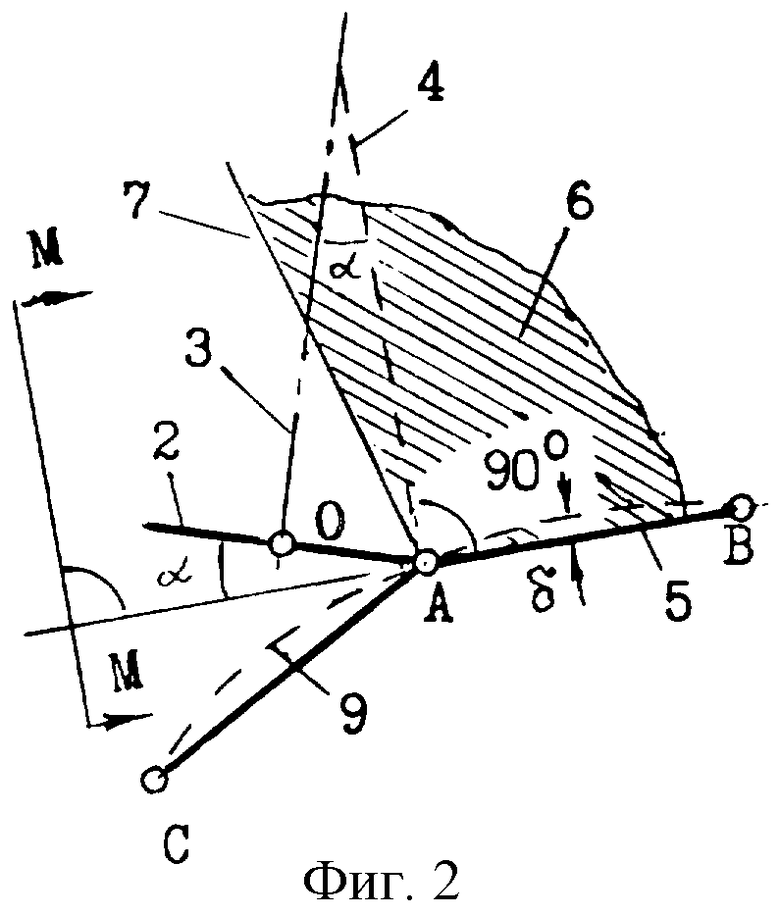
На фиг.2 изображено положение кромки дискового ножа в плоскости, определяемой вектором нормали в точке A и прямой, соединяющей точку касания с последующей опорной точкой.
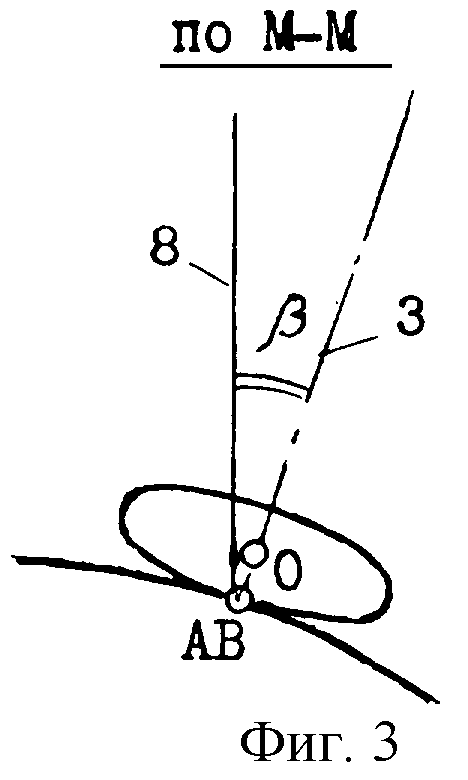
На фиг.3 представлено сечение М-М в плоскости, перпендикулярной к прямой, которая соединяет точку касания с последующей опорной точкой.
На указанных чертежах поясняется сущность способа обработки. При обработке поверхности детали 1 (фиг.1) дисковый нож 2, вращающийся вокруг оси 3, перемещают по отрезкам прямых, соединяющих последовательно опорные точки С, A, B и т.д. согласно маршрутной технологии, с касанием кромки дискового ножа 2 каждой опорной точки (точка A на фиг.1). В каждой опорной точке (фиг.2) ось вращения 3 наклоняют на угол α в сторону движения относительно перпендикуляра 4 к прямой 5, соединяющей точку касания с последующей опорной точкой, в плоскости 6, определяемой указанной прямой и вектором нормали 7 к обрабатываемой поверхности в точке A. Таким образом, плоскость дискового ножа 2 будет также наклонена на угол α к прямой перемещения 5. Направления векторов нормали 7 и прямой перемещения 5 характеризуются значениями углов α1, β1, γ1 и α2, β2, γ2, которые указанные вектора образуют соответственно с осями Х, Y и Z (фиг.1). На фиг.3 (сечение по М-М) ось вращения 3 совпадает со следом плоскости 6. Таким образом, вторая угловая координата оси вращения инструмента будет определяться углом между следом плоскости 6 и перпендикуляром 8 к базовой плоскости детали.
При движении дискового ножа к следующей опорной точке линейные координаты его центра О и угловые координаты оси вращения 3 меняют пропорционально изменению длины прямой 5.
На фиг.2 кривая линия 9 является следом пересечения плоскости 6 с поверхностью детали 1. Расстояние между соседними опорными точками, определяющими маршрут движения ножа в процессе обработки, находят из условия обеспечения необходимой точности формообразования, характеризуемой стрелой прогиба δ между кривой 9 и прямой 5.
Угол β вычисляют с использованием методов аналитической геометрии; при этом значения направляющих косинусов вектора нормали в точке касания режущего инструмента с поверхностью детали (Соsα1, Соsβ1, Соsγ1) определяют на математической модели детали, а значения направляющих косинусов единичного вектора перемещения для прямой AB вычисляют по формулам: Cosα2=(XB-XA)/S, Cosβ2=(УB-УA)/S, Cosγ2=(ZB-ZA)/S,
где  - длина прямой AB. Если точку A принять за начало системы координат, в которой XA=0, УA=О, Za=0, то уравнение плоскости, определяемой нормалью 7 и прямой 5, может быть записано в следующем виде:
- длина прямой AB. Если точку A принять за начало системы координат, в которой XA=0, УA=О, Za=0, то уравнение плоскости, определяемой нормалью 7 и прямой 5, может быть записано в следующем виде:
AХ+BY+СZ=0,
где

Направление перпендикуляра к базовой плоскости обычно совпадает с направлением оси Z станочной системы координат; а для оси Z значения направляющих косинусов равны

Угол между прямой и плоскостью определяется известной формулой

Подставляя в эту формулу значения коэффициентов из равенств (1) и (2), находим из нее величину угла β.
На основе изложенного способа обработки разработано математическое обеспечение, которое выполняет автоматизированную подготовку программ для пятикоординатного станка с программным управлением РФП-6, то есть позволяет вычислять линейные координаты центра и угловые координаты оси вращения дискового ножа, а перемещения ножа формировать с учетом динамических характеристик указанного станка; при этом постепенное изменение линейных и угловых координат при переходе к каждой последующей опорной точке выполняется системой управления станком "Нейрон".
На Казанском авиационном производственном объединении имени С.П. Горбунова были проведены промышленные испытания по обработке отсеков деталей, входящих в крыльевую систему управления самолета. Обработка осуществлялась плоским дисковым ножом диаметра D=50 мм с постоянным углом наклона торцовой плоскости инструмента к направлению перемещения α=1°. Число оборотов шпинделя равнялось 9000 об./мин при подаче 3000 мм/мин. Допустимое отклонение от теоретической поверхности было принято равным δ=0,02 мм, то есть равнялось величине дискретности позиционирования станка. Обработка на этих режимах обеспечивала высокую точность и хорошее качество обработанной поверхности.
В I квартале 2003 года на Казанском авиационном производственном объединении им. С.П.Горбунова намечено внедрение предложенного способа обработки сложных поверхностей.
Изобретение относится к области механической обработки, обработке сотовых наполнителей на пятикоординатных станках с ЧПУ. Способ включает расположение плоскости вращающегося режущего инструмента под углом к обрабатываемой поверхности. Для повышения точности за счет соответствующей пространственной ориентации режущего инструмента в процессе обработки осуществляют совмещение оси режущего инструмента с плоскостью, определяемой прямой, соединяющей точку касания с последующей опорной точкой, и вектором нормали к обрабатываемой поверхности, путем дополнительного поворота оси режущего инструмента вокруг вектора его линейного перемещения. В качестве режущего инструмента может быть использован дисковый нож. 1 з.п. ф-лы, 3 ил.

| Способ обработки сложных поверхностей | 1985 |
|
SU1255303A1 |
| ВУЛКАНИЗАТОР ДЛЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 0 |
|
SU384684A1 |
| SU 491262 А, 07.03.1986 | |||
| US 4046057 A, 06.09.1977. | |||

