На установках непрерывной разливки стали перемещение газовых резаков обычно производится с помощью устройств, содержащих электродвигатели и червячные редукторы. Такие устройства дороги, громоздки и имеют больщой вес.
Предлагаемое устройство для перемещения газового резака на установке непрерывной разливки стали отличается небольщими габаритами и простотой конструкции. Оно обеспечивает перемещение режущего конца резака строго параллельно поверхности движущегося слитка на протяжении всей его щирины. Это достигается в результате того, что резак зажат в хвостовике, который поворачивается роликовой обоймой и имеет на конце ролик, перемещающийся в двухсторонней дугообразной направляющей.
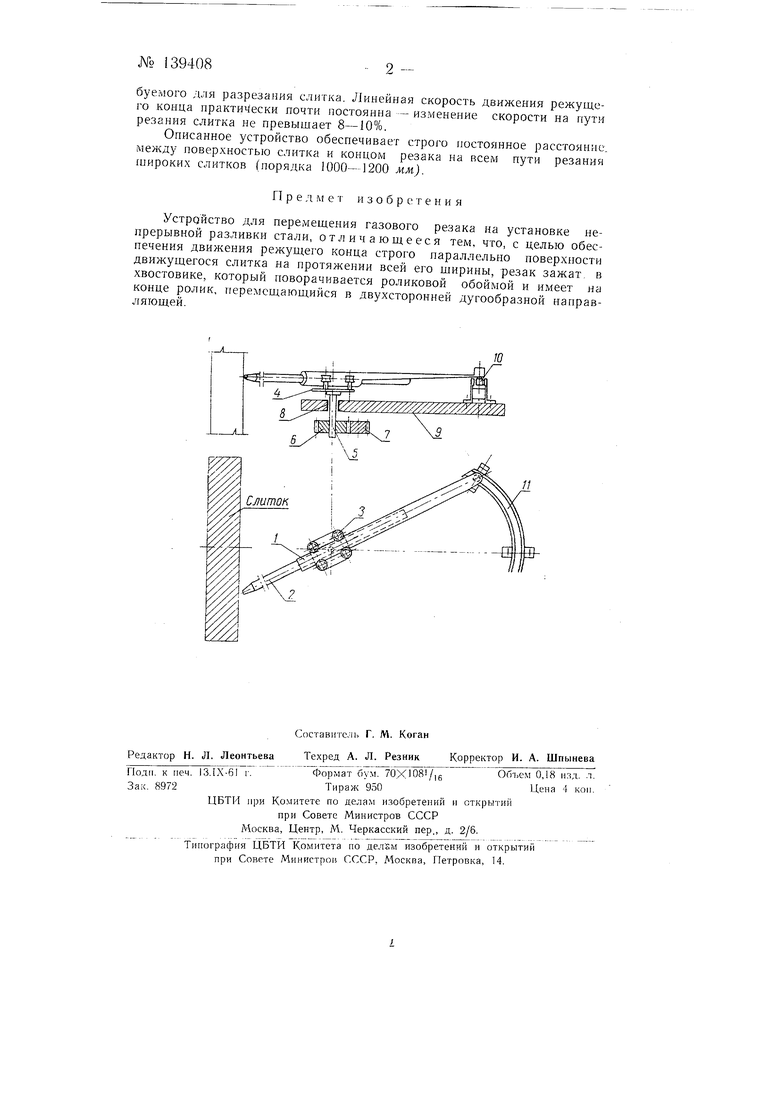
На чертеже показано описываемое устройство (в двух проекциях).
Хвостовик 1 с закрепленным в нем резаком 2 свободно перемещается в продольном направлении в направляющих роликах 3, оси которых смонтированы на кронщтейне 4. Кронштейн снабжен пальцем 5 с шестерней 6, которая получает вращение от приводной шестерни 7. Подшипник 8 пальца 5 установлен на раме 9. На конце хвостовика / имеется палец с роликом 10, который входит в двухстороннюю направляющую 11.
В процессе работы установки непрерывной разливки стали получаемый слиток движется в вертикальном направлении. При разрезке слитка палец 5 получает вращение от приводимой шестерни 7 и хвостовик / вместе с резаком 2 поворачивается роликами 3 и одновременно перемещается в продольном направлении роликом 10, который скользит но двухсторонней дугообразной направляюн1,ей //. Профиль направляющей // выбран таким образом, что режущий конец резака 2 получает прямолинейное перемещение на протяжении всего пути, требуемого для разрезания слитка, Линейная скорость движения режущего конца практически почти постоянна - изменение скорости на пути резания слитка не превышает 8-10%.
Описанное устройство обеспечивает строго постоянное расстояние, между поверхностью слитка и концом резака на всем пути резания широких слитков (порядка 1000-1200 мм).
П р е д м е т изобретения
Устройство для перемещения газового резака на установке непрерывной разливки стали, отличающееся тем, что, с целью обеспечения движения режущего конца строго параллельно поверхности движущегося слитка на протяжении всей его ширины, резак зажат, в хвостовике, который поворачивается роликовой обоймой и имеет на конце ролик, перемещающийся в двухсторонней дугообразной направляющей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения резаков газорезок | 1959 |
|
SU130325A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1993 |
|
RU2038190C1 |
| Устройство для выдачи и уборки слитков и затравки на установках непрерывной разливки металла | 1959 |
|
SU124078A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2021874C1 |
| Устройство для непрерывной разливки стали | 1961 |
|
SU143214A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТОГО ДЕФОРМИРОВАННОГО СЛИТКА | 1995 |
|
RU2106929C1 |
| Канатный шлеппер для транспортировки изделий | 1958 |
|
SU116616A1 |
| Способ автоматического управления порезом слитка на установках непрерывной разливки металла | 1981 |
|
SU975192A1 |
| Подъемное устройство для выдачи длинных слитков из колодца на установках для непрерывной разливки стали | 1956 |
|
SU109556A1 |
| Гидравлические маятниковые ножницы | 1981 |
|
SU1006106A1 |
