00
со ел
4;
Од
Изобретение относится к обработке металлов резанием и может быть использовано при изготовлении корпус- ных деталей с рядом гд: убоких отверстий.
Цель изобретения - повышение точности при обработке глубоких отверстий с параллельными осями в деталях типа обечаек.jg
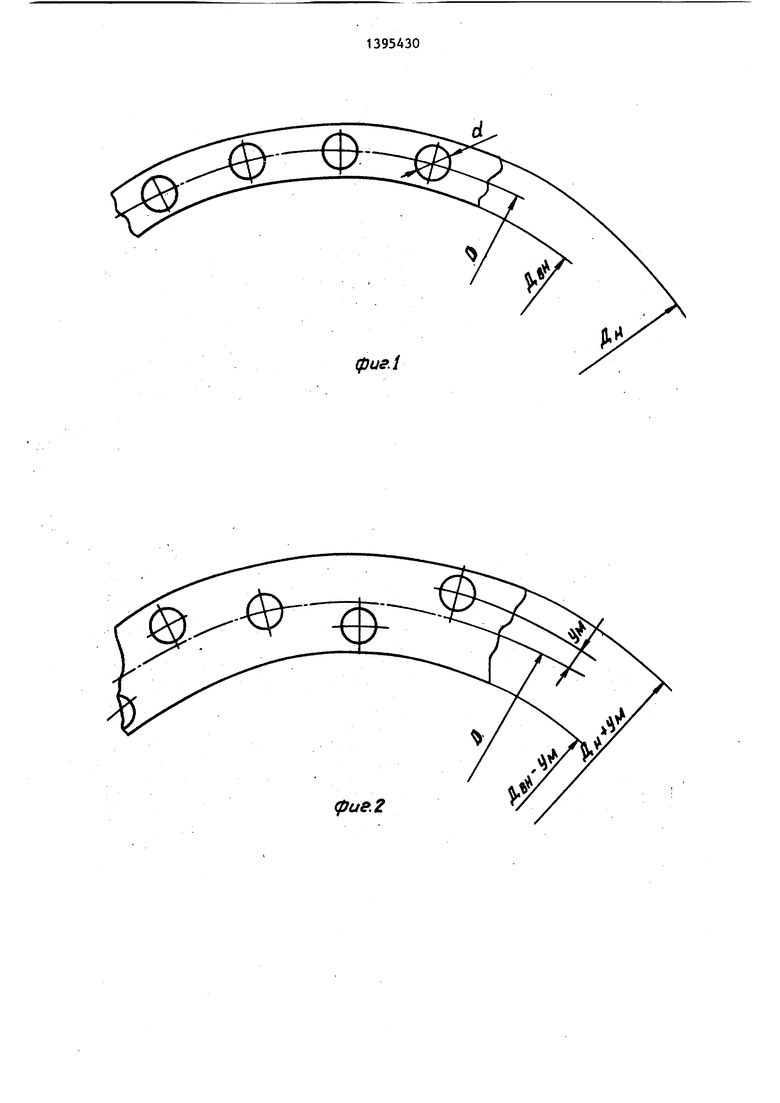
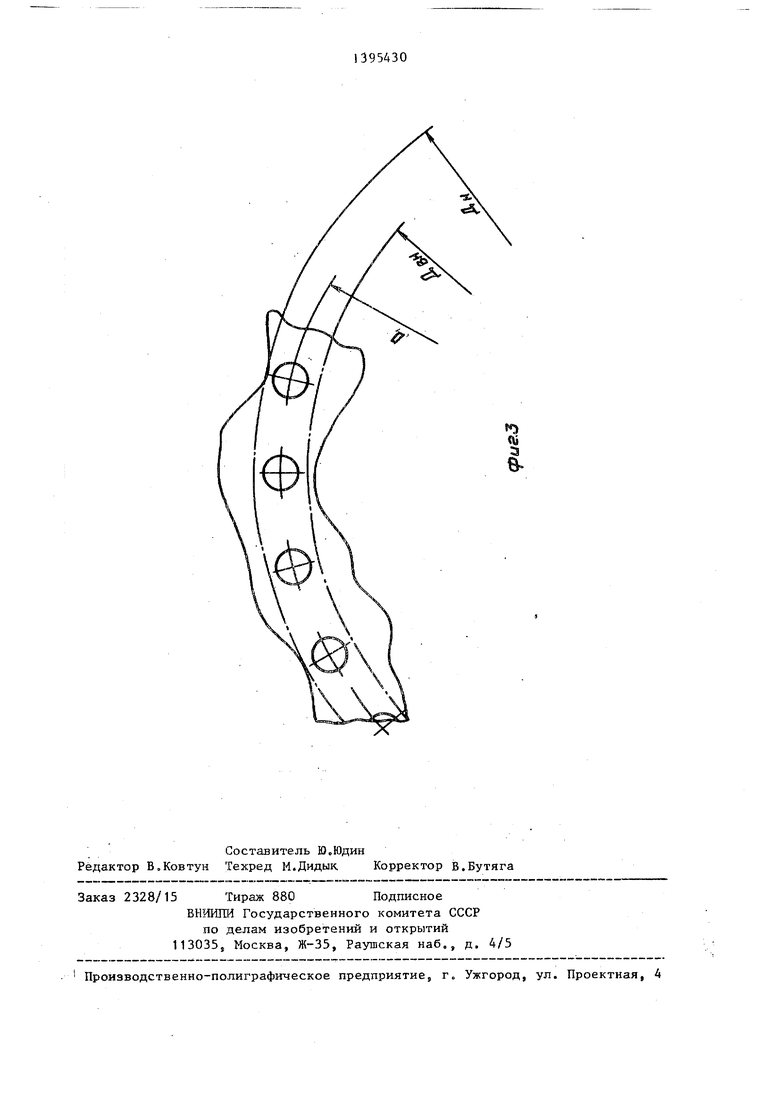
На фиг. 1 изображена часть торцо- Е1ой поверхности детали со стороны в|хода сверла; на фиг,2 - то же, со 4тороны выхода сверла; на фиг.З - то я|е, со стороны выхода сверла после 5 в1ыполнения гофр.
I В качестве заготовки, подлежащей обработке, выбирают такую, которая гредставляет собой ко1: ьцеобразное чело вращения, наружная Д и внут- 20 ренняя Д р„ поверхности которого яв- 4яются конусными. При этом, толщи- HJa большего торца отличается от тол- Цины меньшего на удвоенную величину 1 аксимально возможного увода сверла У,,. 25 : Установив деталь, производят свер- л|1ение сквозных отверстий по номиналь- lioMy диаметру ДО, вход которых распо- л|южен на меньшей торцовой поверхносрадиального смещения оси соответст вующего отверстия, а величину гофр на поверхности выхода сверла выпол няют равной максимальному радиаль ному смещению оси У соответствую щего отверстия от номинальной вели чины, при этом расположение гофр о номинальной оси противоположно. с щению осей соответствующих отверст Затем вынимают стержни из отвер тий детали и удаляют гофры, обраба тывая наружную и внутреннюю ее поверхности любым известным способом
Формула изобретени
Способ обработки корпусных дета лей с отверстиями с параллельными осями, которые получают сверлением отличающийся тем, что с целью повьш1ения точности при обр ботке глубоких отверстий в деталя типа обечаек, берут заготовку в ви кольцеобразного тела вращения, нар ная и внутренняя поверхности котор го являются конусными, а толщина большего торца отличается от меньш го на удвоенную величину максималь возможного увода сверла, и после
. Затем измеряют величину радиаль- ЗО сверления отверстий, вход которых
радиального смещения оси соответствующего отверстия, а величину гофр на поверхности выхода сверла выполняют равной максимальному радиальному смещению оси У соответствующего отверстия от номинальной величины, при этом расположение гофр от номинальной оси противоположно. смещению осей соответствующих отверстий Затем вынимают стержни из отверстий детали и удаляют гофры, обрабатывая наружную и внутреннюю ее поверхности любым известным способом.
Формула изобретения
Способ обработки корпусных деталей с отверстиями с параллельными осями, которые получают сверлением, отличающийся тем, что, с целью повьш1ения точности при обработке глубоких отверстий в деталях типа обечаек, берут заготовку в виде кольцеобразного тела вращения, наружная и внутренняя поверхности которого являются конусными, а толщина большего торца отличается от меньшего на удвоенную величину максимально возможного увода сверла, и после 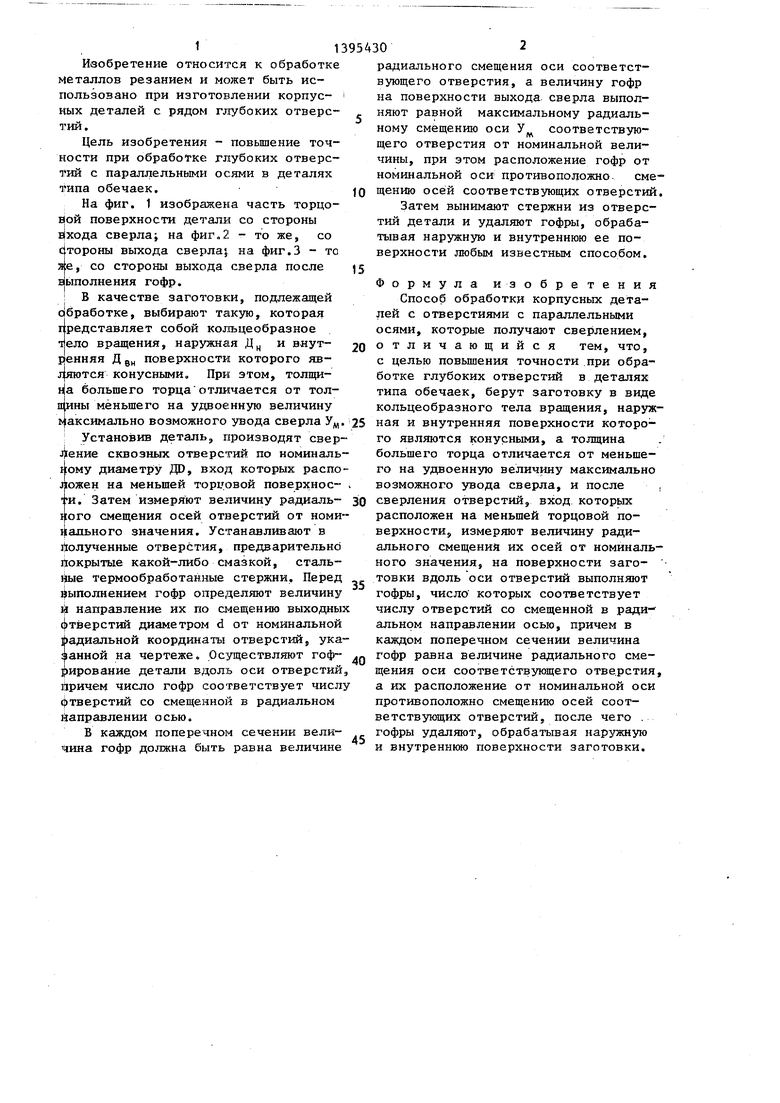
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И ЛОПАТОЧНОЕ СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ | 2000 |
|
RU2176176C2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| Способ изготовления глубоких отверстий малых диаметров с повышенными точностными характеристиками в корпусных деталях, изготовляемых из деформируемых материалов | 2020 |
|
RU2751934C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЯ | 2014 |
|
RU2567933C1 |
| СПОСОБ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 2016 |
|
RU2658769C2 |
| Способ сверления глубокого отверстия в стальной заготовке | 2018 |
|
RU2672458C1 |
| Кольцевое сверло | 1978 |
|
SU844161A1 |
| Способ сверления сквозных отверстий в меди | 2018 |
|
RU2672461C1 |
| Способ обработки глубоких отверстий | 1986 |
|
SU1400794A1 |
| Способ сверления глубокого отверстия в медной заготовке на токарно-винторезном станке | 2018 |
|
RU2672459C1 |
Изобретение относится к области обработки металлов резанием и может быть использовано при изготовлении корпусных деталей с рядом гл гбоких отверстий. Целью изобретения, является повышение точности при обработке глубоких отверстий с параллельными осями в деталях типа обечаек. В детали сверлят сквозные отверстия, после чего измеряют радиальное смещение их осей от номинального значения. Устанавливают в просверленные отверстия предварительно покрытые смазкой стальные стержни. На поверхности детали вдоль оси отверстий выполняют гофры, число которых соответствует числу отверстий со смещенной осью. При этом в каждом поперечном сечении величина гофров равна величине радиального смещения оси соответствующего отверстия, а расположение гофров от номинальной оси противоположно радиальному смещению осей соответствующего отверстия. Затем стержни вынимают из отверстий, а гофры удаляют. 3 ил. § (Л
ijioro смещения осей отверстий от номи- йального значения. Устанавливают в Полученные отверстия, предварительно йокрытые какой-либо смазкой, сталь- йые термообработанные стержни. Перед выполнением гофр определяют величину И направление их по П ещению выходных фтверстий диаметром d от номинальной радиальной координаты отверстий, укаданной на чертеже. Осуществляют гоф- дд гофр равна величине радиального сме- рирование детали вдоль оси отверстий, щения оси соответствующего отверстия, йричем число гофр соответствует числу фтверстий со смещенной в радиальном направлении осью,
В каждом поперечном сечении величина гофр должна быть равна величине
45
а их расположение от номинальной оси противоположно смещению осей соответствующих отверстий, после чего . гофры удаляют, обрабатывая наружную и внутренннж) поверхности заготовки.
5
расположен на меньшей торцовой поверхности, измеряют величину радиального смещений их осей от номинального значения, на поверхности заго- тонки вдоль оси отверстий выполняют гофры, число которых соответствует числу отверстий со смещенной в ради- альнрм направлении осью, причем в каждом поперечном сечении величина
гофр равна величине радиального сме- щения оси соответствующего отверстия,
а их расположение от номинальной оси противоположно смещению осей соответствующих отверстий, после чего . гофры удаляют, обрабатывая наружную и внутренннж) поверхности заготовки.
(fJue.2
фиг.
| Балакшин B.C | |||
| Основы технологии машиностроения | |||
| М.: Машиностроение, 1969, с | |||
| Способ образования азокрасителей на волокнах | 1918 |
|
SU152A1 |
