Изобретение относится к области машиностроения и может быть использовано в технологии изготовления систем точных координатных отверстий корпусных деталей, например, при изготовлении ударно-спусковых механизмов стрелкового оружия.
Известен способ сверления на обрабатывающих центрах глубоких отверстий малого диаметра и сверло одностороннего резания для сверления таких отверстий [1]. Способ заключается в том, что при сверлении сверлом одностороннего резания для его принудительного центрирования сначала обычным сверлом делают заходное отверстие, а затем сверлят сверлом одностороннего резания. Недостатком данного способа является неопределенная глубина заходного отверстия. Сверло одностороннего резания, применяемое в данном способе, заточено таким образом, что две режущие кромки, расположенные под углами к оси сверла, пересекаясь, образуют вершину сверла, смещенную от его оси. При сверлении таким сверлом у его вершины происходит смятие металла детали, приводящее к уводам оси обрабатываемого отверстия.
Известен способ сверления глубоких отверстий малого диаметра, включающий выполнение пилотного заходного отверстия обычным сверлом с последующим сверлением лопаточным сверлом одностороннего резания [2].
Известно лопаточное сверло одностороннего резания для сверления глубоких отверстий малого диаметра, содержащее одно перо с режущей кромкой, имеющей обратную заточку, и вспомогательной кромкой [3].
Задачей, на решение которой направлено изобретение, является обеспечение взаимозаменяемости узлов и деталей охотничьего оружия и сведение к минимуму пригоночных операций при сборке путем выполнения отверстий в корпусе ударно-спускового механизма с высокой точностью соответствия их координат на входе координатам на выходе.
Для этого в способе сверления глубоких отверстий малого диаметра, включающем выполнение пилотного заходного отверстия обычным сверлом с последующим сверлением лопаточным сверлом одностороннего резания, заходное отверстие выполняют на глубину, равную не менее двойной высоты режущей кромки лопаточного сверла, затем производят дополнительное сверление напроход обычным сверлом диаметром, равным 0,7 диаметра номинального отверстия, и окончательную обработку ведут одним пером лопаточного сверла, при этом совмещают вершину сверла с окружностью, образованной его диаметром, а в процессе сверления создают на режущей кромке постоянное равномерное усилие прижатия вспомогательной кромки к стенке отверстия. Лопаточное сверло одностороннего резания выполняют одноперовым с обратной заточкой режущей кромки под углом 45o и углом вспомогательной кромки, равным 0o.
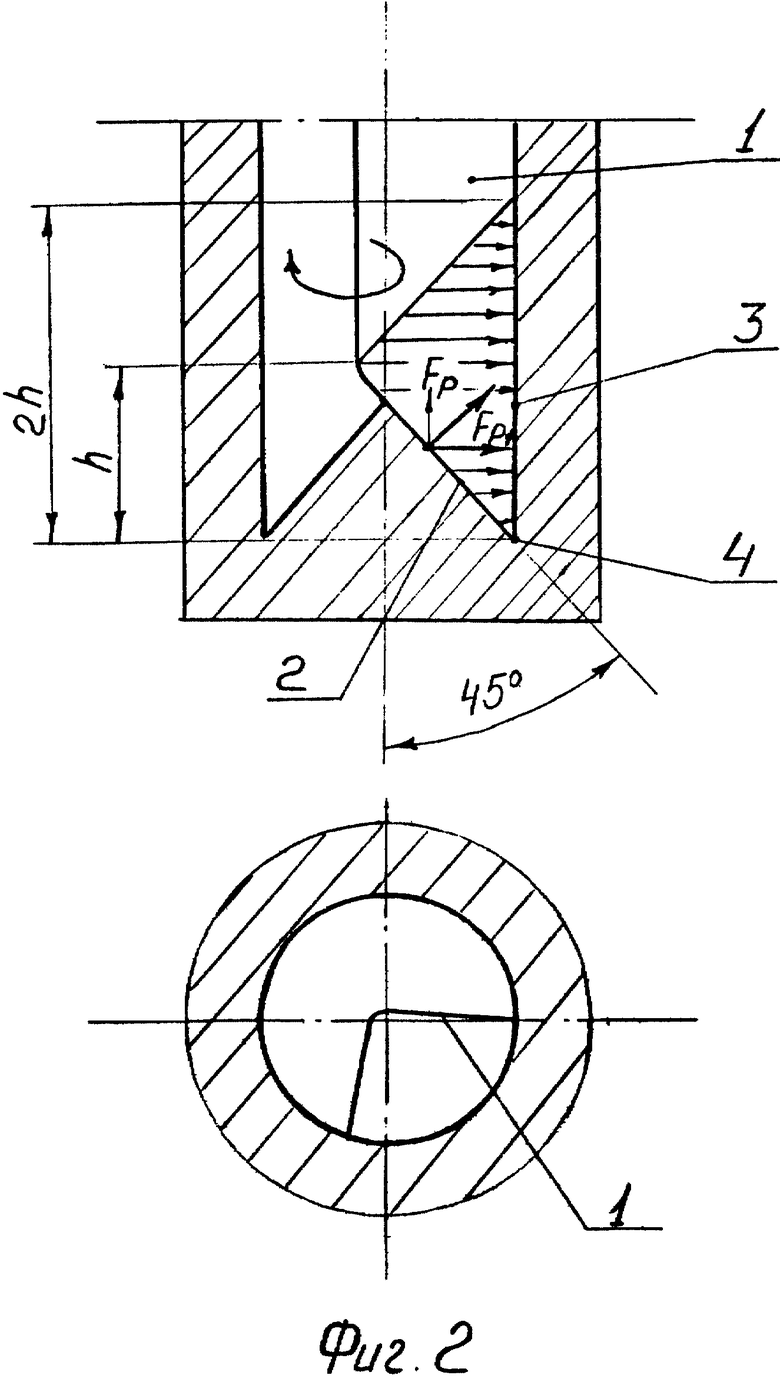
На фиг. 1 изображена схема реализации способа; на фиг. 2 - поперечное и продольное сечение одноперового лопаточного сверла одностороннего резания.
Для получения требуемой точности координат при обработке глубоких отверстий одним из необходимых условий является отсутствие уводов осей отверстий, причиной которых может быть неправильное направление инструмента в начале сверления или неоднородность материала обрабатываемого изделия по глубине сверления.
При сверлении глубоких отверстий малого диаметра, как правило, применяются сверла одностороннего резания с одной режущей кромкой без самоцентрирующих свойств. При крайне низкой жесткости сверла для сверления отверстий малого диаметра (2,5-3,5 мм) прямолинейность канала достигается за счет самонаправления тела сверла стенками отверстия. Очень важно, чтобы условия, обеспечивающие самонаправление, были созданы на входе - в начале обработки. Для этого на входе обрабатываются точные отверстия под заход сверла. Продолжая движение по оси канала, сверло выходит из контакта с заходным отверстием - начинается эффект самонаправления сверла стенками уже обработанного отверстия.
В предлагаемом способе заходное отверстие изготавливают глубиной, равной не менее двойной высоты h режущей кромки лопаточного сверла, исходя ив того, что радиальная составляющая Fр1 силы реакции Fр на режущей кромке лопаточного сверла, прижимающая вспомогательную кромку к стенке отверстия, будет действовать на вспомогательную кромку на участке, длина которого равна двойной высоте режущей кромки.
У традиционных сверл одностороннего действия для глубокого сверления вершина сверла, к которой приложено максимальное давление, смещена от стенки отверстия и, упираясь в обрабатываемый материал, проминает его в районе вершины, так как удельное давление сверла превосходит допустимую прочность материала обрабатываемой детали. Из-за разнотвердости обрабатываемого материала по глубине это проминание создает условие для увода оси сверла под действием силы реакции в процессе сверления.
В предлагаемой конструкции сверла для устранения этого недостатка вершину сверла переносят на окружность, образованную его диаметром, при этом смятие обрабатываемого материала происходит возле стенки отверстия, а прижатая к стенке вспомогательная кромка сверла обкатывает поверхность отверстия.
Способ сверления осуществляется следующим образом.
Выполняют обычным сверлом точное пилотное заходное отверстие на глубину, равную не менее двойной высоты режущей кромки одноперового лопаточного сверла одностороннего резания (фиг. 1a). Далее для облегчения условий резания лопаточного сверла, имеющего малый диаметр и при этом снабженного V-образным пазом для вывода стружки, обычным сверлом диаметром, равным 0,7 диаметра лопаточного сверла, выполняют отверстие напроход (перфорирование) (фиг. 1в). И окончательную обработку отверстия ведут одноперовым лопаточным сверлом (фиг. 1c). При этом на режущей кромке сверла создается сила реакции, составляющая которой прижимает вспомогательную кромку к стенке отверстия. Сверло самоцентрируется и обкатывает стенку отверстия в течение всего процесса сверления.
Перовое лопаточное сверло 1 имеет режущую кромку 2 с обратной заточкой под углом 45o и вспомогательную кромку 3 с углом, равным 0o. Вершина 4 сверла лежит на окружности, образованной диаметром сверла.
Сверло работает следующим образом.
Сверлу сообщают вращение и осевое перемещение. Благодаря значительной опорной поверхности и нулевому углу вспомогательная кромка под действием радиальной составляющей силы реакции на режущую кромку будет постоянно и равномерно прижиматься к стенке отверстия и направлять сверло по оси отверстия.
Пример. На станках с ЧПУ типа КПФЗ-250 осуществлялась обработка систем точных координатных отверстий в корпусе ударно-спускового механизма охотничьего автомата ТОЗ-87М.
Была изготовлена опытная партия корпусов ударно-спускового механизма из алюминиевого сплава, в которых выполнялись координатные отверстия диаметром 3 мм и глубиной, равной 10 диаметрам.
Технология изготовления отверстий содержала три перехода:
1) Выполнение точного заходного отверстия с допуском не более 0,01 мм относительно фактического размера сверла и глубиной не менее 2-х диаметров.
2) Предварительное сверление отверстия напроход диаметром 2 мм (перфорирование).
3) Окончательное сверление отверстия одноперовым лопаточным сверлом с режущей кромкой под углом 45o.
Замеры показали точное совпадение координат осей отверстий на входе с координатами осей отверстий на выходе.
Предлагаемый способ сверления и сверло позволяют выполнять точные глубокие отверстия малого диаметра с полным отсутствием уводов осей.
Источники информации
1. "Инструменты для глубокого сверления", ЗАО "ИТЦ Технополис", Москва, стр. 1, 6.
2. Троицкий Н. Д. "Глубокое сверление", Л., "Машиностроение", 1971, с. 142, 143, рис. 81.
3. US 3260139, В 23 В 51/02, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ И СВЕРЛО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156180C2 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ С ТВЕРДОСПЛАВНЫМ СТЕБЛЕМ | 2014 |
|
RU2581541C2 |
| СПОСОБ СВЕРЛЕНИЯ ГЛУБОКОГО ОТВЕРСТИЯ В ДЕТАЛИ | 2010 |
|
RU2421302C1 |
| Устройство для сверления глубоких отверстий малого диаметра | 1958 |
|
SU123388A1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2101141C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ОПТИЧЕСКОГО ПРИЦЕЛА НА ОРУЖИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2199073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169059C2 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2068321C1 |
Изобретение относится к машиностроению, к изготовлению систем точных координатных отверстий корпусных деталей охотничьего оружия. Способ включает выполнение пилотного заходного отверстия обычным сверлом с последующим сверлением лопаточным сверлом одностороннего резания. Лопаточное сверло содержит одно перо с режущей кромкой, имеющей обратную заточку, и вспомогательную режущую кромку. Для обеспечения взаимозаменяемости узлов и деталей охотничьего оружия, уменьшения пригоночных операций при его сборке в способе пилотное заходное отверстие выполняют на глубину, равную не менее двойной высоты режущей кромки лопаточного сверла, затем сверлят напроход обычным сверлом диаметром, меньшим номинального диаметра обрабатываемого отверстия, окончательную обработку ведут одним пером лопаточного сверла, вершина которого совмещена с окружностью, образованной диаметром сверла, при этом в процессе сверления создают на режущей кромке постоянное равномерное усилие для прижатия вспомогательной кромки к стенке обрабатываемого отверстия. В лопаточном сверле режущая кромка наклонена под углом 45o, а вспомогательная кромка - под углом 0o. 2 с.п. ф-лы, 2 ил.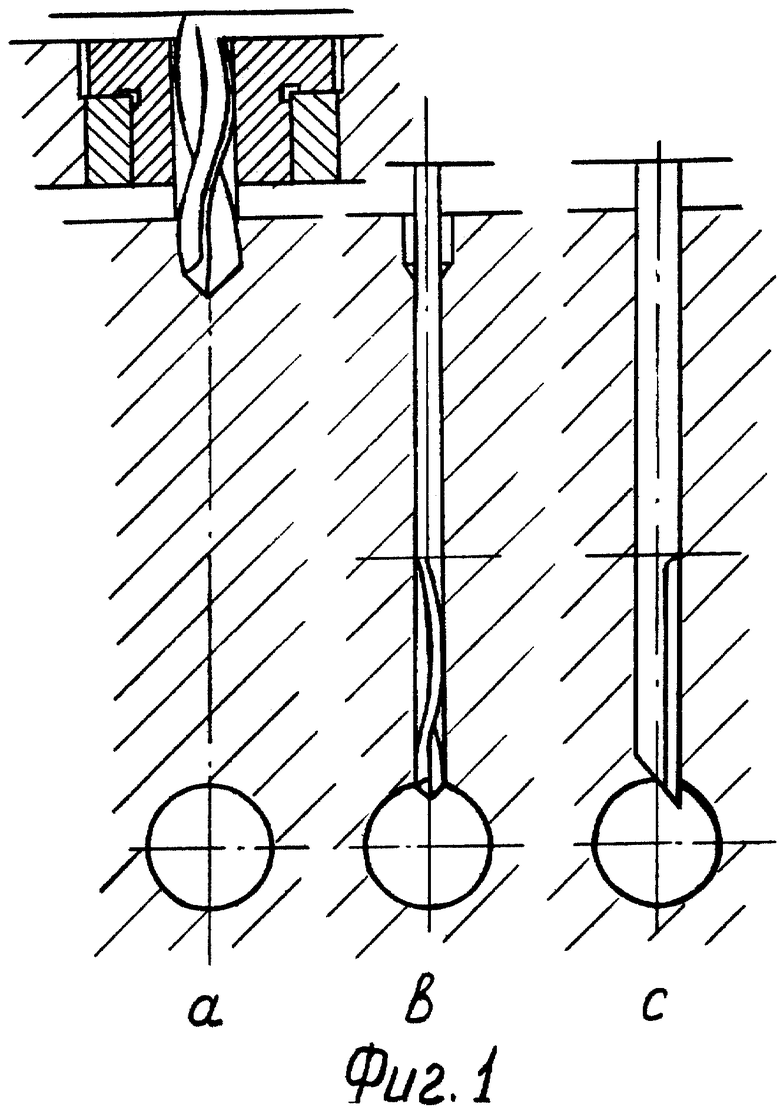
| ТРОИЦКИЙ Н.Д | |||
| Глубокое сверление | |||
| - Л.: Машиностроение, 1971, с.142, 143, рис.81 | |||
| US 3260139, 12.07.1962 | |||
| Сверло | 1949 |
|
SU88310A1 |
| Однокромочное сверло | 1981 |
|
SU975240A2 |
| Способ обработки глубоких отверстий | 1985 |
|
SU1255297A1 |
| Способ коррекции оси предварительно обработанного отверстия | 1985 |
|
SU1355368A1 |
| Способ обработки глубоких отверстий | 1986 |
|
SU1400794A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Трубчато-лопаточное сверло | 1989 |
|
SU1673308A1 |
| Пустообразователь (вкладыш) для формования многопустотных плит и тому подобных изделий | 1958 |
|
SU122860A1 |

