СО
ел
О5
00
Изобретение относится к сталеплавильному производству, а именно элект- ррстапеплавильному, и может быть ис- прльзовано для управления процессом плавки металлизованных окатьппей в дуговых сталеплавильных печах«
Целью изобретения является повы- производительности печи и уменъ- фние удельного расхода электроэнер- г|ии.
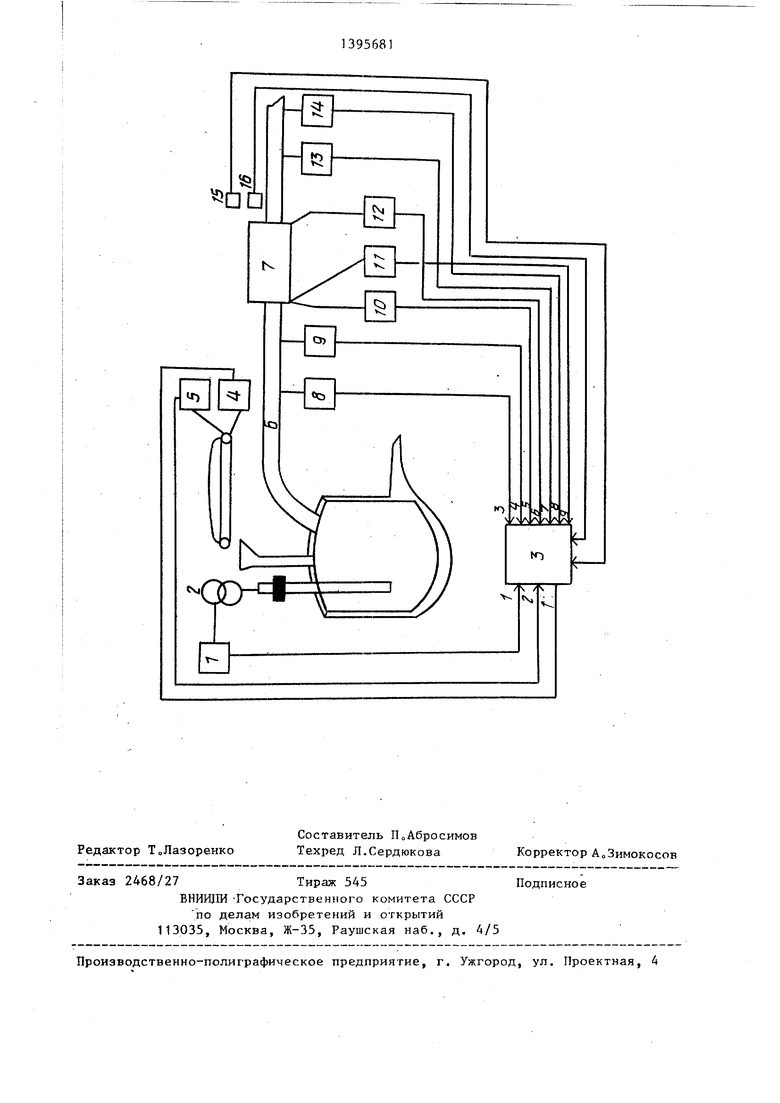
I На чертеже изображено устройство, Поясняющее способ,,
Кроме того, устройство содер т датчики температуры 15 и расхода кислорода 16,
Устройство работает следующим образом „
С датчика 1 электрической мощности на блок 3 управления поступает сигнал о вводимой в печь электрической мощности. Блок 3 управления вычисляет начальную скорость загрузки окатьппей V, , являющуюся функцией вводимой в печь электрической мощ- ностИо Блок 3 управления вьщает сиг

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом загрузки металлизованных окатышей в электросталеплавильную печь | 1986 |
|
SU1344784A1 |
| Способ определения момента начала загрузки окатышей в дуговую печь | 1984 |
|
SU1254025A1 |
| Электросталеплавильный агрегат ковш-печь (ЭСА-КП) | 2016 |
|
RU2645858C2 |
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ РАДИОАКТИВНЫХ ОТХОДОВ | 2005 |
|
RU2320038C2 |
| Способ выплавки стали в агрегате печь-ковш | 2016 |
|
RU2649476C2 |
| Способ электроплавки стали из железорудного металлизованного сырья и дуговая печь для его осуществления | 2020 |
|
RU2761189C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЭЛЕКТРОПЛАВКИ ЖЕЛЕЗОРУДНЫХ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567422C2 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ ГАЗОМ | 2005 |
|
RU2356946C2 |
| ДУГОВАЯ ПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ С ИСПОЛЬЗОВАНИЕМ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ | 2005 |
|
RU2374582C2 |
Изобретение относится к области сталеплавильного производства, а именно к электросталеплавильному производству, и может быть использовано для управления процессом плавки металлизованных окатышей в электропечах. Целью изобретения является повышение производительности печи и уменьшение удельного расхода электро- энергиио Сущность изобретения заключается в том, что во время плавки рассчитьтают величину теплового эффекта реакции дожигания окиси до двуокиси углерода в камере дожигания по формуле EJ, (tr, V, t)- - ie 4i-tB, )tt, -V, где t, и tr, - температура газа до и после камеры дожигания; V, и Vj, - расход газа до и после камеры дожигания, to и., - температура и расход кислорода, подаваемого в камеру дожигания, т - расход охлаждающей воды, tg, и температура охлаждающей воды на входе и выходе в систему охлаждения,, и из- § меняют скорость загрузки металлизо- - ванных окатышей до достижения вели- / чиной Е максимального значения, которое поддерживают во время плавки, 1 ил о
нал на загрузку металлиэованных окаУстройство содержит датчик 1 элект-|5 тытей со скоростью V на исполнительн ый механизм 4 подачи металлизованных окатьшейо Датчик 5 весовой скорости выдает на блок 3 управления сигнал, соответствующий фактическому 20 значению весовой скорости о При достижении равенства сигнала датчика 5 весовой скорости и заданного значерической мощности, подключенный к Нечному трансформатору 2, выход кото- lioro соединен с первым входом блока
3управления (управляющая мини- или микро-ЭВМ), выход которого соединен G входом исполнительного механизма
4подачи металлизованных окатьщ1ей, установленный на ленточном транспортере датчик 5 весовой скорости подачи металлизованных окатышей, йыход которого соединен: с вторым Входом блока 3 управления, установленный в газоотводящем тракте 6 до камеры 7 дожигания, датчик 8 расхода (этходящего газа, выход которого сое- |5инен с третьим входом блока 3 управления, датчик 9 температуры от- рсодящего газа, установленный в газо- Ьтводящем тракте до камеры дожига- |Ния, выход которого соединен с четвертым входом блока 3 управления, датчик 10 расхода охлаждающей воды
на охлаждение водоохлаждаемых элементов камеры 7 дожигания, ВБПСОД которо25
30
35
ния V, , блок 3 управления производит считывание значений сигналов следующих датчиков; расхода отходящего газа, температуры отходящих газов, установленных в газоотводящем тракте до камеры дожигания, расхода охлаждающей воды на охлаждение водоохлаждаемых элементов камеры дожигания, температуры охлаждающей воды на входе и выходе в систему охлаждения камеры дожигания, расхода отходящего газа, температуры отходящего газа, установленных в газоотводящем тракте после камеры дожигания, температуры и расхода кислорода в камеру дожигания.
Блок 3 управления рассчитьшает величину Е, теплового эффекта реакции дожигания СО до СО и одновременно выдает сигнал на увеличение скорости загрузки на uV на исполнительный механизм 4„ По достижении, скорости загрузки V V,-i-uV датчик 5 весовой скорости подачи выдает соответствующий сигнал на блок 3 управления. Блок 3 управления считает значение сигналов датчиков 558-15, рассчитывает величину Е теплового эффекта реакции дожигания СО до СО и сравнивает значения Е, и Е Б случае Е, « Е цикл повторяется п раз, до тех пор, пока не будет выполняться соотношение ,,, о При выполнении этого соотношения блок 3 управления вьщает на исполнительный механизм 4 на уменьшение скорости загрузки металлизованных окатьш ей на
го соединен с пятым входом блока 3 управления, датчик 11 температуры охлаждающей воды, установленный на входе в систему охлаждения камеры 7 дожигания, выход которого соединен с шестым входом блока 3 управления, датчик 12 температуры охлаждающей воды установленный на выходе из системы охлаждения камеры 7 дожига-. НИН, вьпсод которого соединен с седьмым входом блока 3 управления, датчик 13 расхода отходящего газа, установленный в газоотводящем тракте после камеры дожигания, выход которого соединен с восьмым входом блока 3 управления, датчик 14 температуры отходящего газа, установленный в газоотводящем тракте после камеры дожигания, выход которого соединен с де- вятьм входом блока 3 управления
5
0
5
0
5
0
5
ния V, , блок 3 управления производит считывание значений сигналов следующих датчиков; расхода отходящего газа, температуры отходящих газов, установленных в газоотводящем тракте до камеры дожигания, расхода охлаждающей воды на охлаждение водоохлаждаемых элементов камеры дожигания, температуры охлаждающей воды на входе и выходе в систему охлаждения камеры дожигания, расхода отходящего газа, температуры отходящего газа, установленных в газоотводящем тракте после камеры дожигания, температуры и расхода кислорода в камеру дожигания.
Блок 3 управления рассчитьшает величину Е, теплового эффекта реакции дожигания СО до СО и одновременно выдает сигнал на увеличение скорости загрузки на uV на исполнительный механизм 4„ По достижении, скорости загрузки V V,-i-uV датчик 5 весовой скорости подачи выдает соответствующий сигнал на блок 3 управления. Блок 3 управления считает значение сигналов датчиков 558-15, рассчитывает величину Е теплового эффекта реакции дожигания СО до СО и сравнивает значения Е, и Е Б случае Е, « Е цикл повторяется п раз, до тех пор, пока не будет выполняться соотношение ,,, о При выполнении этого соотношения блок 3 управления вьщает на исполнительный механизм 4 на уменьшение скорости загрузки металлизованных окатьш ей на
uV, которая становится равной V V, + &V(), где п - число циклов управления (расчет Е - увеличение скорости на &V - расчет Е),
Пример, Начальная скорость загрузки определяется технологической инструкцией и равна 25+35 кг/мин МВт,Конкретное значение зависит от степени металлизации и химического состава металлизованных окатышей Скорость корректируется следукяцим образом,
Расчитьгоается величина Е, теплового эффекта реакции дожигания СО до COj и одновременно увеличивается скорость подачи окатышей на величину & V 0,85-2 кг/мин„
Значение &V 0,85 кг/мин-МВт определяется из разрешающей способност весовых устройств тракта загрузки окатьшей, составляющих 50 кг в то время, как весовая скорость подачи окатышей в период расплавления составляет 0,85 кг/мин МВт-60МВт 51 кг/мино Значение bV выше 2 кг/ми МВт приводит к существенному перерегулированию при переходе от последнего увеличения скорости на ЛУ при , , когда скорость уменьшает ся на &V, и при t,V 2 кг/мин- МВт скорость подачи существенно ниже оптимальной, В момент достижения скорости V V, + &V измеряется температура и расход отходящих газов до и после камеры дожигания, и измеряется температура охлаждающей воды водоохлаждаемых элементов конструкции камеры дожигания. Рассчитывается величина Е, теплового эффекта реак- ции дожигания СО до Если выполняется соотношение . описанные операции повторяются до достижения соотношения Е„.,Е, Тогда скорость подачи окатьш1ей уменьшают на uV и она устанавливается равной , + + uV(n-l)o
Если Е,, Е ,, скорость загрузки уменьшают на V и устанавливают
равной V V, - лУ, Формула изобретения
Способ управления скоростью загрузки металлизованных окатьш1ей в дуговую сталеплавильную печь, преимущественно с камерой дожигания отходящих газов, включающий изменение скорости подачи металлизованных окатышей в печь в зависимости от вводимой злектрической мощности, отличающийся тем, что, с целью по- вьш1ения производительности печи и уменьшения удельного расхода электроэнергии, дополнительно измеряют температуру и расход отходящих газов до и после камеры дожигания, температуру и расход воды на входе и выходе из водоохлаждаемых элементов камеры дожигания, расход и температуру подаваемого в камеру дожигания кислорода и рассчитьшают тепловой эффект Е„ дожигания окиси углерода до двуокиси углерода в камере дожигания по формуле ЕЙ (tr, -V, + Vo. to) - (.) + V,),
где tj. и t - температура газа до и после камеры дожигания;
V, и Vj - расход газа до и после камеры дожигания; t о и V(j - температура и расход кислорода, подаваемого в камеру дожигания;
Шц - расход охлаждающей воды;k
BI f температура охлаждающей воды на входе и выходе в
систему охлаждения
изменяют скорость подачи металлизоанных окатьшгей до достижения величиной Е„ максимального значения, которое поддерживаиот во время плавки.
| Способ управления процессом плавки губчатого железа в электрической печи | 1975 |
|
SU523142A1 |
