Изобретение относится к металлургии, а конкретно к электросталеплавильному производству, к электроплавке стали из железорудного металлизованного сырья (ЖМС) в дуговой печи.
Известен способ электроплавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи (RU 2567424 С1, опублик. 10.11.2015 г.), позволяющий использовать ЖМС в виде потока метализованных окатышей в ванне дуговой печи при повышенных электротехнических показателях работы печи.
Недостатком указанных способа и устройства является то, что предложенная технология не позволяет осуществлять раздельную загрузку ЖМС в дуговую печь.
Наиболее близким к предлагаемым способу и устройству является изобретение (RU 2567426 С1, опублик. 10.11. 2015 г), в котором обеспечивается загрузка металлизованных окатышей через полые электроды в высокотемпературные зоны ванны печи.
Недостатком указанных способа и устройства является то, что в них не обеспечивается высокая производительность ДСП. Кроме того, в этих условиях электроплавки стали не учитываются разнообразие условий плавки ЖМС и ухудшаются условия для роста теплотехнических показателей процесса и получения высоких показателей качества и производства.
Техническим результатом изобретения является улучшение эффективности работы дуговой печи за счет повышения производительности агрегата и снижения расхода электроэнергии при электроплавке стали из ЖМС.
Технический результат в первом объекте изобретения достигается следующим образом.
Способ электроплавки стали из железорудного металлизованного сырья (ЖМС), содержащего металлизованные окатыши, металлизованные брикеты и сыпучие материалы, включает подачу ЖМС в ванну печи через свод и проведение электроплавки стали с одновременным введением газа через горелку. Отличие способа заключается в том, что осуществляют подачу в ванну печи металлизованных окатышей одним потоком, а металлизованных брикетов и сыпучих материалов другим потоком, при этом осуществляют дополнительный подогрев брикетов в ванне теплом от сжигания газа в горелке.
Кроме того осуществляют дополнительный подогрев ЖМС в ванне печи с помощью тепла, образующегося от дожигания горючих газов кислородом при избытке этого кислорода в газовой горелке.
Кроме того, ход плавки осуществляют при соблюдении условия Qм=Vпл, кг/с, где:
Qм, кг/с - скорость подачи ЖМС в печь;
Vпл, кг/с - скорость плавления ЖМС.
Технический результат во втором объекте изобретения достигается следующим образом.
Дуговая печь для электроплавки стали из железорудного металлизованного сырья, содержащего металлизованные окатыши, металлизованные брикеты и сыпучие материалы, включает водоохлаждаемый свод с четырьмя отверстиями по его центру, систему подачи потока металлизованных окатышей в печь в виде полых электродов, размещенных в трех отверстиях свода, систему подачи потока металлизованных брикетов и сыпучих материалов в печь в виде конуса с трубой, которая размещена в четвертом отверстии свода и снабжена газовой горелкой. Газовая горелка выполнена в виде полой трубы с наконечником в форме сопла Лаваля, Дуговая печь включает также систему управления процессами электроплавки стали на основе ЭВМ.
Кроме того конус с трубой снабжен механизмом удержания и перемещения по вертикали.
Также труба с газовой горелкой по всей боковой поверхности имеет отверстия или щели, причем Sотв≤Sпов⋅0,75, где:
Sотв - суммарная площадь всех отверстий или щелей, м2,
Sпов - суммарная площадь боковой поверхности трубы без отверстий или щелей, м2.
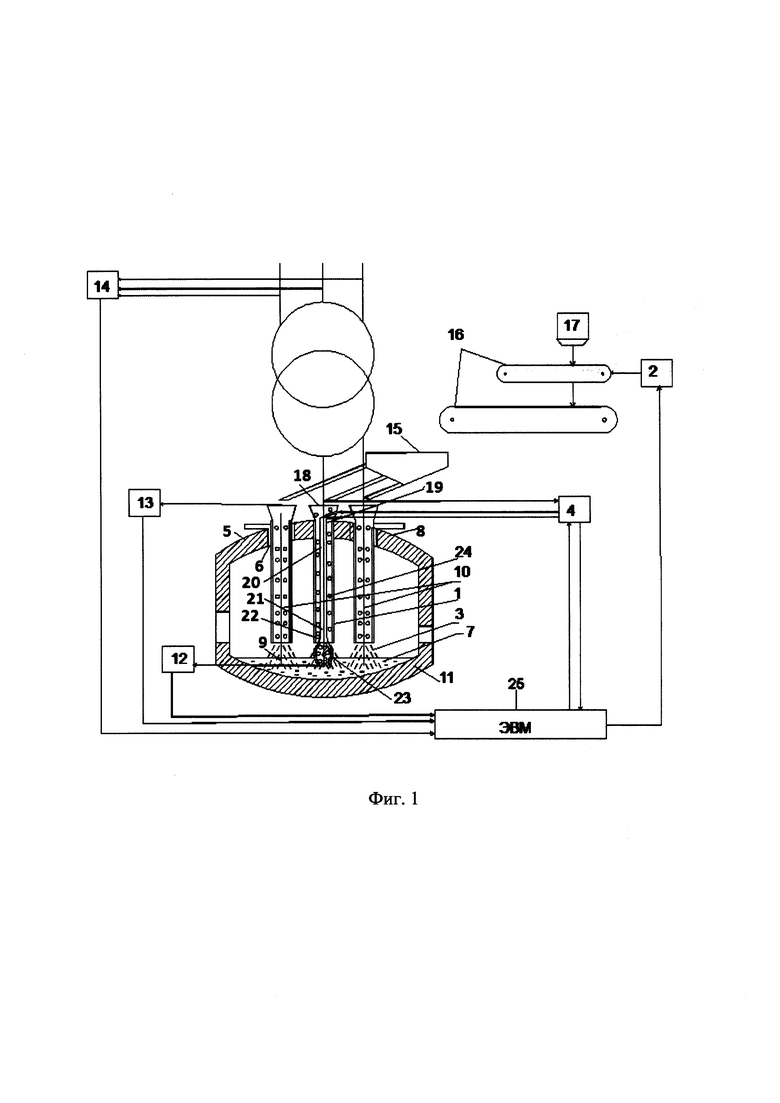
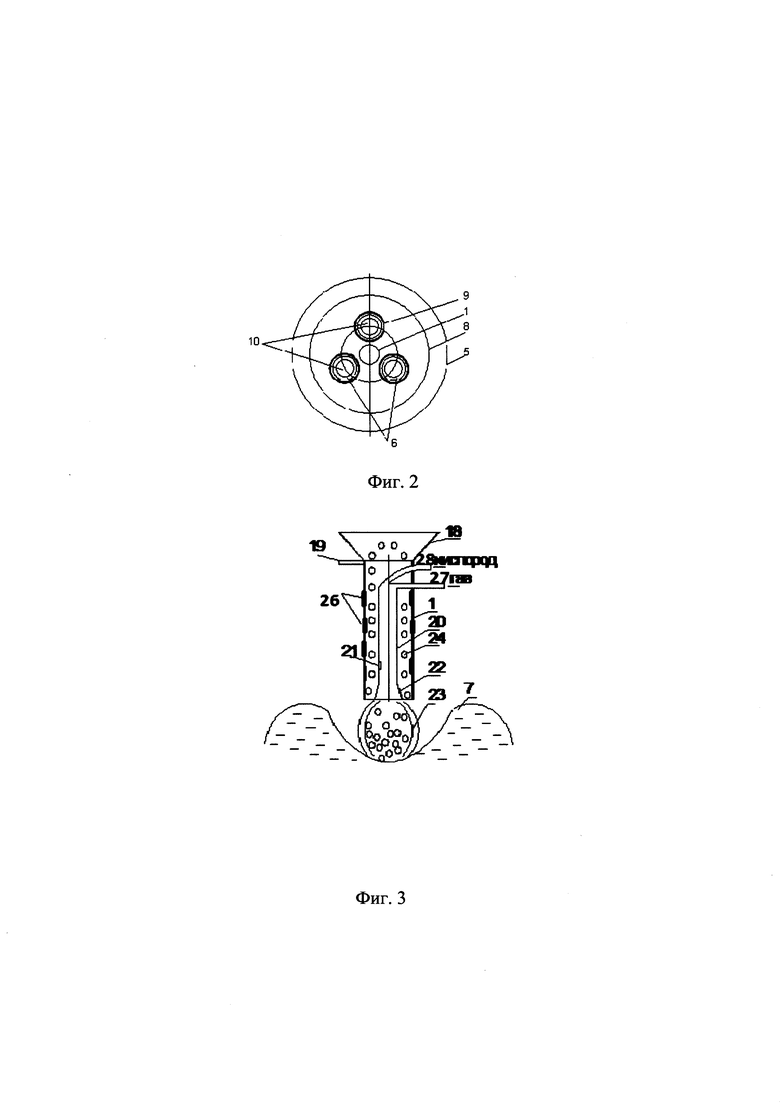
Способ поясняется чертежами, где фиг. 1 - схема конструкции дуговой печи для электроплавки стали из ЖМС, фиг. 2 - схема конструкции водоохлаждаемого свода с отверстиями для прохода полых электродов и конуса трубы с горелкой и фиг. 3 - схема конструкции направляющей трубы с конусом и газовой горелкой.
На фиг. 1-3 показаны: полая труба 1, исполнительный механизм 2 загрузки потоков ЖМС, электрические дуги 3, прибор 4 регистрации расхода кислорода и газа, свод 5 печи с отверстиями 6 в водоохлаждаемой части 8 свода печи, расплав 7 металла и шлака, высокотемпературная зона 9 печи, система полых электродов 10, ванна 11 печи, система 12 контроля температуры металла, датчик 13 расхода МО и МБ, датчик 14 потребляемой мощности печи, устройство 15 подачи МО, конвейер 16, бункер 17, конус 18 с трубой 1, механизм 19 вертикального перемещения трубы 1, горелка 20, запальник 21, сопло Лаваля 22, топливный факел 23, металлизованные брикеты 24, блок 25 управления компьютерной системы, отверстия или щели 26 в трубе 1, патрубки 27 и 28.
Предложенный способ электроплавки стали из железорудного металлизованного сырья (ЖМС) осуществляется в предложенной дуговой печи следующим способом.
В межплавочный период сигналы системы 13 контроля расхода ЖМС, состоящего из лома, окатышей, брикетов и других материалов, поступают в блок 25 управления компьютерной системы (управляющая ЭВМ), где они запоминаются. В процессе непрерывной загрузки ЖМС из бункера 17 по конвейерам 16 поступает в изолированное устройство 15 подачи МО и в конус 1 с трубой 18. Таким образом осуществляют загрузку ЖМС в печь через свод 5 с четырьмя отверстиями 6 в водоохлаждаемой части 8 свода двумя раздельными потоками, т.е. металлизованные окатыши (МО) через систему трех полых электродов 10, размещенных в трех отверстиях свода, а металлизованные брикеты (МБ) 24 и другие сыпучие материалы через полый конус 1 и трубу 18, размещенные в четвертом отверстии свода. На трубе 18 закреплена горелка 20 с запальником 21 и соплом Лаваля 22 на ее конце.
При плавлении МО и МБ в печи сигналы с датчика потребляемой активной мощности 14 и прибора 4 регистрации расхода кислорода и газа поступают в блок 25 управления компьютерной системы. В зависимости от величины активной мощности блок 25 управления выбирает начальную скорость загрузки потоков ЖМС и выдает сигнал в исполнительный механизм 2 загрузки.
При этом теплоэнергетическое состояние шлако-металлической ванны 11 печи контролируется системой контроля температуры металла 12 и осуществляется коррекция скорости загрузки МО и МБ блоком 25 управления путем изменения задания исполнительному механизму 2 загрузки. Сигналы с датчика 14 потребляемой мощности и с датчика 13 расхода МО и МБ поступают в блок 25 управления.
Датчиками 14 тока и напряжения оцениваются электрический режим и параметры электрических дуг 3 в системе полые электроды 10 и жидкий металл под шлаком в расплаве 7. Электрические дуги 3, образующиеся на торцах электродов 10, и факел 23 от горелки 20 в трубе 1 воздействуют на шлак и металл в расплаве 7, где МО нагреваются и плавятся в высокотемпературной зоне 9 при высоких скоростях.
Полая труба 1 и горелка 20 предназначены для организации сжигания природного газа в потоке кислорода, которые поступают из патрубков 27 и 28 и образуют высокотемпературный топливный факел 23, необходимый для нагрева потока окатышей и брикетов, попадающих в ванну 11 печи. Запальник 21 выполнен в виде электрической спирали, подключен к электрической сети и предназначен для зажигания природного газа, который смешивается с кислородом на выходе из трубы 1. В дуговой печи над сводом 5 установлен механизм 19, позволяющий перемещать трубу 1 с горелкой 20 вверх и вниз по вертикали.
Труба 1 по всей своей боковой поверхности имеет отверстия или щели 26, причем Sотв≤Sпов⋅0,75, где:
Sотв - суммарная площадь всех отверстий или щелей, м2,
Sпов - суммарная площадь боковой поверхности трубы без отверстий или щелей, м2. Щели или отверстия 26 в трубе 1 предназначены для снижения веса этой трубы и не препятствуют перемещению брикетов 24 по трубе 1 к ванне.
Программный блок 25 ЭВМ осуществляет расчеты параметров плавления ЖМС, а расчетная загрузка МО или МБ передается в блок 25 управления, фиксируется, сравнивается и корректируется по скоростям загрузки сырья. При подаче потока 24 МБ через конус 1 с трубой 18 используется тепло дополнительно от факела 23 сжигания природного газа в горелке 20, что интенсифицирует скорость плавлении МБ в ванне.
Технология раздельной подачи ЖМС в ванну дуговой печи создает новые условия для электроплавки стали. Интенсификация нагрева и плавления потоков ЖМС повышает производительность агрегата и снижает расход электроэнергии при электроплавке стали из ЖМС.
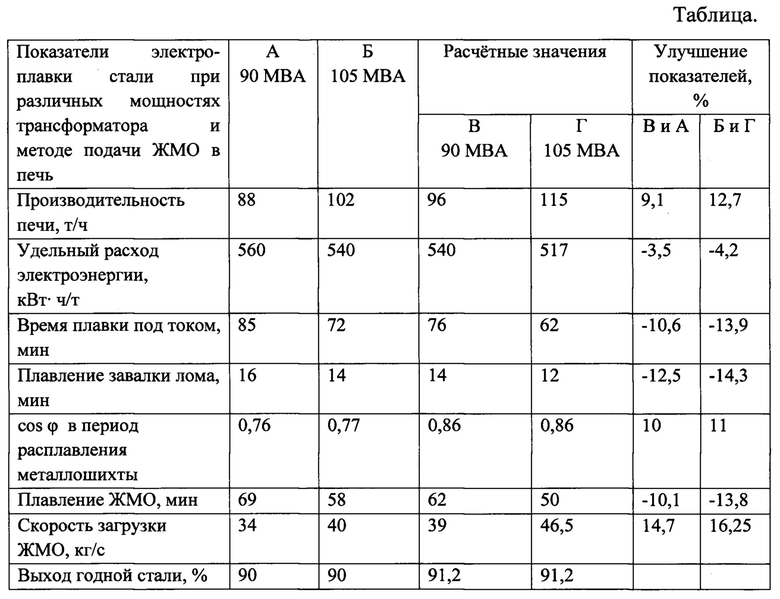
Обработка опытных данных при анализе эффективности работы ДСП-150 с применением ЖМС (см. Таблицу) свидетельствует о том, что при использовании нового метода загрузки ЖМС в ванну ДСП и соблюдении всех параметров рекомендуемого режима плавки, удельный расход электроэнергии снижается от 3 до 5%, производительность печи возрастает до 10%, cos ϕ возрастает примерно на 10%, время плавки под током уменьшается на 10-14%, а выход годной жидкой стали увеличивается на 1,2%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ЭЛЕКТРОПЛАВКИ ЖЕЛЕЗОРУДНЫХ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567422C2 |
| Способ выплавки стали в агрегате печь-ковш | 2016 |
|
RU2649476C2 |
| Электросталеплавильный агрегат ковш-печь (ЭСА-КП) | 2016 |
|
RU2645858C2 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВУЮ ПЕЧЬ | 2014 |
|
RU2576213C1 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ ГАЗОМ | 2005 |
|
RU2356946C2 |
| СПОСОБ ПЛАВКИ СТАЛИ ИЗ ЖЕЛЕЗОРУДНЫХ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567424C1 |
| ШИХТОВОЙ БРИКЕТ ДЛЯ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1999 |
|
RU2150514C1 |
| СПОСОБ УПРАВЛЕНИЯ ВЫПЛАВКОЙ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567425C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ВЫСОКОМОЩНЫХ ДУГОВЫХ ПЕЧАХ | 2000 |
|
RU2201970C2 |
| СПОСОБ ЭЛЕКТРОПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 2005 |
|
RU2360009C2 |
Изобретение относится к металлургии и может быть использовано при выплавке стали из железорудного металлизованного сырья (ЖМС) в дуговой печи. Способ включает непрерывную подачу ЖМС в ванну печи двумя потоками: через полые электроды и через конус с трубой и горелкой, причем один поток ЖМС включает металлизованные окатыши (МО), а другой - металлизованные брикеты и сыпучие материалы. Газовая горелка в трубе с конусом создает топливный факел за счет сжигания природного газа кислородом на выходе из трубы. Изобретение позволяет улучшить эффективность работы дуговой печи за счет повышения производительности агрегата и снижения расхода электроэнергии при выплавке стали из ЖМС. 2 н. и 5 з.п. ф-лы, 3 ил., 1 табл.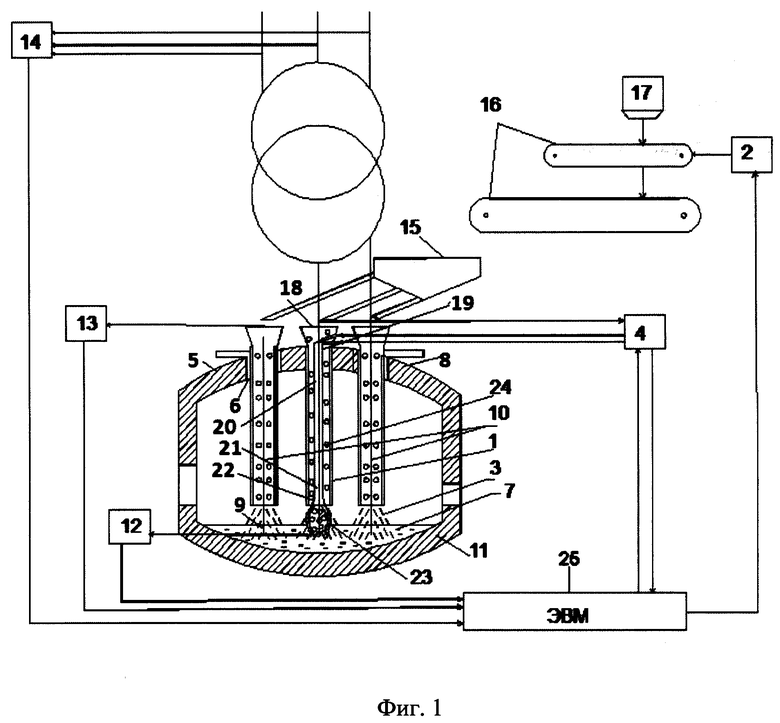
1. Способ электроплавки стали из железорудного металлизованного сырья, содержащего металлизованные окатыши, металлизованные брикеты и сыпучие материалы, включающий подачу железорудного металлизованного сырья в ванну печи через свод и проведение выплавки стали с одновременным введением газа через горелку, отличающийся тем, что осуществляют подачу в ванну печи металлизованных окатышей одним потоком через систему в виде полых электродов, размещенных в трех отверстиях свода, а металлизованных брикетов и сыпучих материалов другим потоком через систему в виде конуса с трубой, которая размещена в четвертом отверстии свода и снабжена газовой горелкой, при этом осуществляют дополнительный подогрев металлизованных брикетов в ванне печи теплом от сжигания газа в горелке.
2. Способ по п. 1, отличающийся тем, что осуществляют дополнительный подогрев железорудного металлизованного сырья в ванне печи с помощью тепла, образующегося от дожигания горючих газов кислородом при избытке этого кислорода в газовой горелке.
3. Способ по п. 1, отличающийся тем, что ход плавки осуществляют при соблюдении условия Qм=Vпл, кг/с, где
Qм - скорость подачи железорудного металлизованного сырья в печь, кг/с,
Vпл - скорость плавления железорудного металлизованного сырья , кг/с.
4. Дуговая печь для электроплавки стали из железорудного металлизованного сырья, содержащего металлизованные окатыши, металлизованные брикеты и сыпучие материалы, содержащая водоохлаждаемый свод с четырьмя отверстиями по его центру, систему подачи потока металлизованных окатышей в печь в виде полых электродов, размещенных в трех отверстиях свода, систему подачи потока металлизованных брикетов и сыпучих материалов в печь в виде конуса с трубой, которая размещена в четвертом отверстии свода и снабжена газовой горелкой, которая выполнена в виде полой трубы с наконечником в форме сопла Лаваля, и систему управления процессами электроплавки стали на основе ЭВМ.
5. Дуговая печь по п. 4, в которой полая труба горелки размещена внутри трубы и имеет запальник с электропроводкой, а также два патрубка подачи в полую трубу горелки природного газа и кислорода.
6. Дуговая печь по п. 4, в которой конус с трубой снабжен механизмом перемещения по вертикали.
7. Дуговая печь по п. 5, в которой труба с газовой горелкой по всей боковой поверхности имеет отверстия или щели, причем Sотв≤Sпов⋅0,75, где
Sотв - суммарная площадь всех отверстий или щелей, м2,
Sпов - суммарная площадь боковой поверхности трубы без отверстий или щелей, м2.
| ДУГОВАЯ ПЕЧЬ ДЛЯ ЭЛЕКТРОПЛАВКИ СТАЛИ | 2014 |
|
RU2567426C1 |
| СПОСОБ ЗАГРУЗКИ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВУЮ ПЕЧЬ (ВАРИАНТЫ) | 2011 |
|
RU2487172C1 |
| ДУГОВАЯ ПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ С ИСПОЛЬЗОВАНИЕМ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ | 2005 |
|
RU2374582C2 |
| US 4852120 A, 25.07.1989 | |||
| DE 3621323 A, 08.01.1987. | |||

