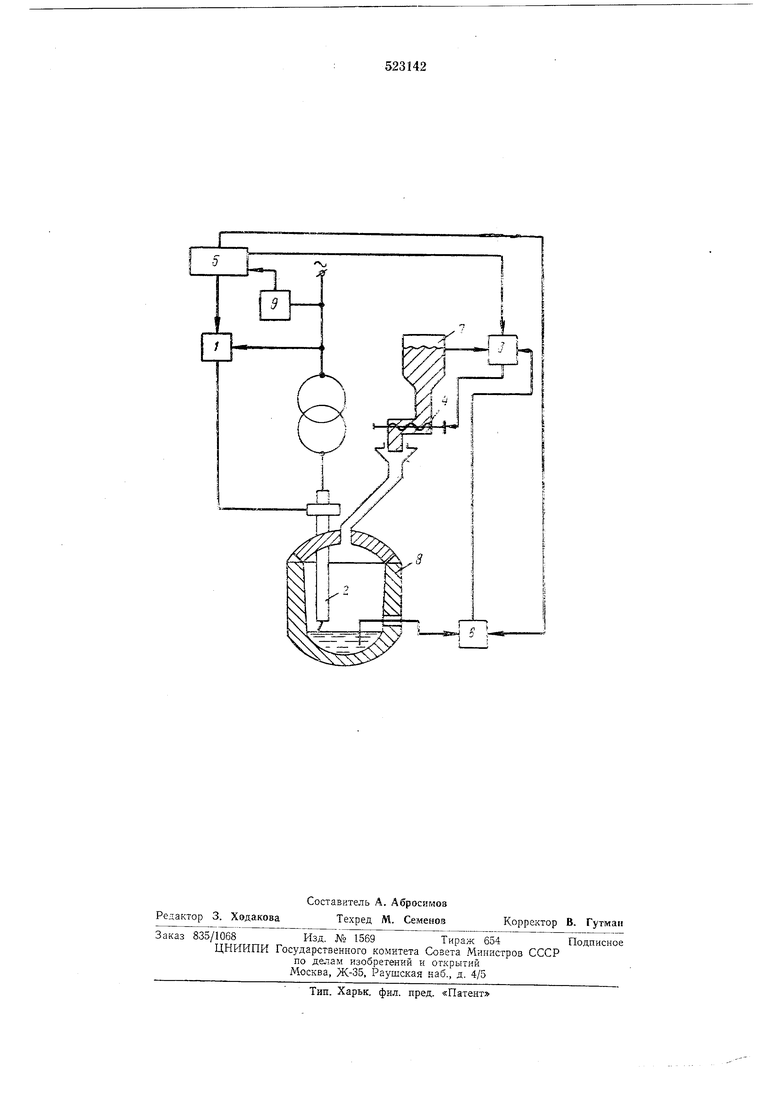
за Б -печь, а также опраделеНиая температура металла. На чертеже яриведеиа структурная схема, поясняющая описывавмь|й спосо б управлен-ия. Мощность виухри зада.нно1го техколотнческого интервала поддерживлется регуляторам 1 мощности путем перемещеиия электродов 2, а скорость загрузч-эн - регулятором 3 скорости загрузки путем воздействия 1на испол-н.ите;1ьный механизм системы загруэки (.например, лутем из.менения скорости враи ения шнека 4). Переход от одного технологического «нтервала :к другому осуществляется автоматически с помощью задающего устройства 5. Коррекция скорости подачи ino температуре (металла внутри каждого технологического интервала осуществляется с помощью регулятора 6 температуры металла иутем изменения задания регулятору скорости загрузки. Мо;ме,нт начала загрузки губчатого железа из бункера 7 в печь 5 характеризуется наличием ла подине печи жидкого неталла. В качестве параметра, служащего для определения наличия на пощяне печи жидкого металла, :используется коэффициент мощности, увеличение 1которого три работе печи на жидкой ванне связано с улучшением vcл 0,3 и и ;гореН|Ия дуг. Загрузка губчатого железа в печь начинается при достижении заданного значения коэффициента 1мощности, измеряемото блоком 9 определения момента начала загрузки, по сигналу которого задающее устройство автоматичеоки устанавливают задание регулятору МОЩ1НОСТИ, регулятору скорости загрузки и регулятору температуры. Одновременно с этИМ начинается непрерывный ,или дискретный за1мер температуры. При несоответствии температурного режима металлической ванны заданному регулятор 6 темлературы вводит коррекцию скорости загрузки губчатого железа путем лзменения задания регулятору 3 таким обр.азом, что пр,и повышении температуры металла или скорости ее изменения от заданного значения скорость загрузки увеличивают, а при снижении - уменьшают. Формула изобретения Способ управления процессом плав-ки губчатого железа в электрической печи, включающий изменение акорости за-пруэки губчатого железа в печь в зависимости от электрИ1ческой мощности, забираемой от сети, отличающийся тем, что, с целью повышения точиости поддержания температуры металла и сокращения продолжительности плав-.ки, 3arpy3iKy губчатого железа Начинают при Бынолнении следующего соотнощения мелчду электрическимИ параметрами: р - р 3 а р где РЗ - агктивяая мощность, забираемая из сети; Рр - реа,ктизная мощ ;ость, забираемая из сети, мощность внутри 1каждото технологичеокого интервала поддерживают настоянной на макси1мально допустимом уровне ъ вводят коррекцию Скорости загрузки губчатого железа пропорционально отклонению температуры металла от заданного зна-чения так, что нри (Превышении температуры металла заданного значения скорость затрузки увеличивают, в противоположном - уменьшают. Источники информации, принятые во вни 1ание при акснертизе. 1. «Черные металлы, 1974, Л 16, стр. 7, 13-14 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления процессом плавки губчатого железа | 1975 |
|
SU554294A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВУЮ ПЕЧЬ | 2014 |
|
RU2576213C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВКИ МЕТАЛЛИЗИРОВАННЫХ ОКАТЫШЕЙ В ДУГОВОЙ ПЕЧИ | 1993 |
|
RU2082763C1 |
| СПОСОБ УПРАВЛЕНИЯ РЕЖИМОМ РАБОТЫ УСТАНОВКИ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2337979C1 |
| Способ выплавки синтетического чугуна | 1990 |
|
SU1765181A1 |
| Способ выплавки низколегированной стали | 1981 |
|
SU981379A1 |
| Способ управления процессом плавления металла в индукционной чугуноплавильной тигельной печи | 1988 |
|
SU1640175A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ В ДУГОВОЙ ПЕЧИ | 1991 |
|
RU2049119C1 |
| Устройство для автоматического регулирования температуры нагрева заготовок в производственном комплексе индукционная печь-пресс | 1987 |
|
SU1453625A1 |
| СПОСОБ ОТДЕЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЖЕЛЕЗА ОТ ОКСИДА | 2006 |
|
RU2403289C2 |