3214
12 W 5 17
15 щ
СО СО
ISD
1Ч
(.l
15
Изобретение относится к обработке металлов давлением, в частности к Оснастке для гибки труб и является усовершенствованием 1Г ,обрете11ИЯ по авт. св. № 1186320.
Цель изобретения - повышение производительности .ia счет снижения трудоемкости установки оправки.
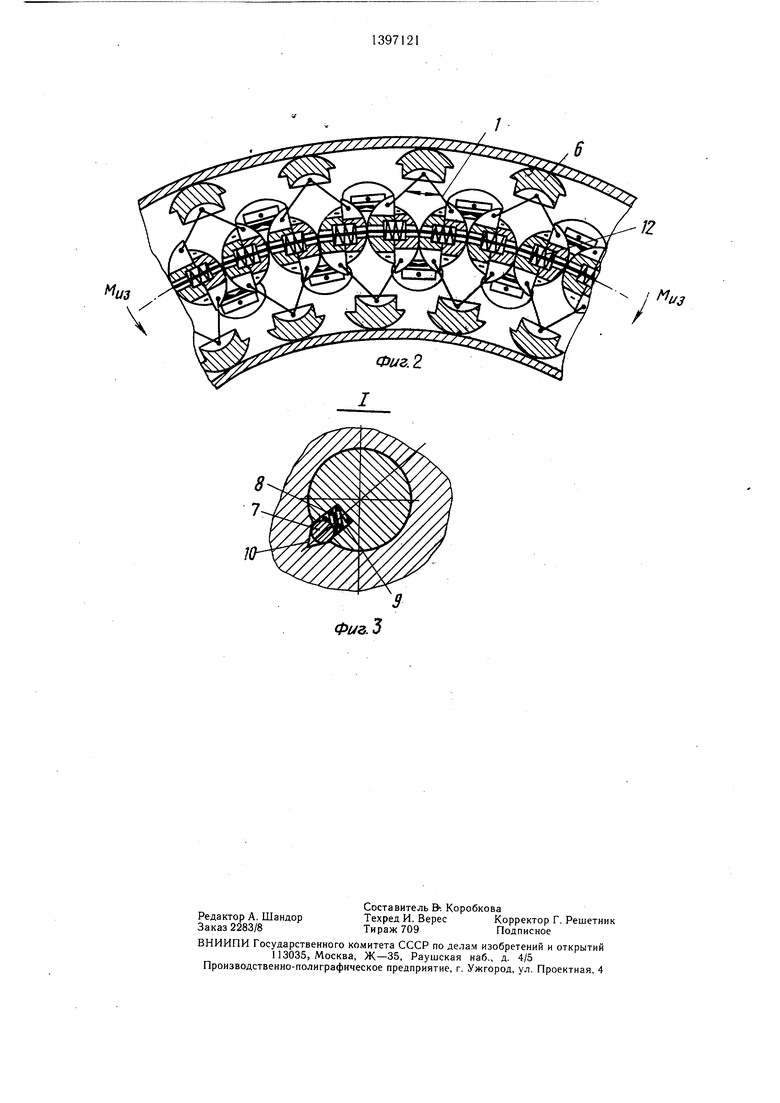
На фиг. 1 изображена предлагаемая оправка; на фиг. 2 - то же, в рабочем поло- на фиг. 3 - узел I на фиг. 1. .Оправка состоит из отдельных звеньев, каждое из которых содержит тяги 1, закрепленные одним концом на осях 2 в цапфах 3, а другим концом - попарно на обшей оси 4 в пазу 5 шаровой сегментной головки 6. Тяги I закреплены на осях 2 посредством фиксатора, выполненного в виде фиксируюшего шарика 7, подпружиненного пружиной 8, расположенных в глухом отверстии 9 на оси 2 и канавке 10 в тяге 1. Внутри каждого звена находятся по две цапфы 3. В гнездах 11, выполненных в цапфах 3, установлены пружины 12 сжатия. Звенья оправки смонтированы на гибком тросе 13, который одним концом крепится к цапфе крайнего звена, а другим концом посредством винта 14 - к винтовому механизму 15 с гайкой 16.
Оправку используют следующим образом.
Оправку с тягами 1, зафиксированными шариками 7 в шаровых сегментных головках 6, и сохраняющую тем самым свой наружный размер постоянным, но меньшим внутреннего диаметра изгибаемой трубы 17, помещают в трубу 17.
Перемещением гайки 16 винтового механизма 15 производят сближение цапф 3 путем сжатия пружин 12, расположенных в гнездах 11. При этом шаровые сегментные го- лоВки 6 контактируют с внутренней поверхностью трубы 17, а тяги 1 поворачиваются относительно осей 2, поскольку шарики 7 вы- Ходят из канавок 10. Затем трубу 17 со смонтированной в ней оправкой устанавлирические головки 6 выходят из контакта с внутренней поверхностью трубь, и оправку с фиксированным посредством шариков 7 положением тяг 1 извлекают из трубы.
Попарное крепление тяг 1 одним концом 5 на общей оси 4 препятствует заклиниванию звеньев оправки, повышает подвижность шаровых сегментных головок 6, увеличивает жесткость оправки.
Направляющий паз 5 в головке 6 выпол- 0 нен с криволинейной образующей, эквидистантной образующей поверхности головки, что исключает возможность заклинивания звеньев оправки в начальный момент сборки с трубой, так как угол между тягами 1, закрепленными на оси 4, всегда меньше 180°.
Фиксирование тяг 1 относитель но осей 2 позволяет механизировать процесс сборки оправки с трубой 17, облегчает ее извлечение из трубы после гибки.
Пружины 12 расположены внутри цапф 3 для повышения жесткости оправки, расширения диапазона диаметров труб, гибка которых может быть произведена на оправке одного типоразмера, а также для увеличения числа пятен контакта между оправкой и 25 трубой на единицу длины последней.
20
35
Формула изобретения
. Оправка для гибки труб по авт. св. № 1186320, отличающаяся тем, что, с целью повышения производительности за счет снижения трудоемкости установки оправки, одни концы тяг установлены в пазу шаровой сегментной головки попарно на общей оси, расположенной в полости симметрии головки, а другие конць- тяг закреплены в цапфе посредством фиксаторов.
2. Оправка по п. 1,, отличающаяся тем, что, с целью повышения качества гибки путем увеличения числа пятен контакта между оправкой и трубой, пружины расповйют в трубогибочное устройство и осуще- 40 ложены внутри цапф.
ствляют гибку трубы.3. Оправка по п. 1, отличающаяся тем,
ложены внутри цапф.что паз в шаровой сегментной головке выПо окончании процесса гибки ослабляют гайку 16 винтового механизма 15, Под действием пружин 12 цапфы 3 расходЯтсй,, сфеполнен с криволинейной образующей, эквидистантной с бразующей поверхности головки.
5
рические головки 6 выходят из контакта с внутренней поверхностью трубь, и оправку с фиксированным посредством шариков 7 положением тяг 1 извлекают из трубы.
Попарное крепление тяг 1 одним концом на общей оси 4 препятствует заклиниванию звеньев оправки, повышает подвижность шаровых сегментных головок 6, увеличивает жесткость оправки.
Направляющий паз 5 в головке 6 выпол- 0 нен с криволинейной образующей, эквидистантной образующей поверхности головки, что исключает возможность заклинивания звеньев оправки в начальный момент сборки с трубой, так как угол между тягами 1, закрепленными на оси 4, всегда меньше 180°.
Фиксирование тяг 1 относитель но осей 2 позволяет механизировать процесс сборки оправки с трубой 17, облегчает ее извлечение из трубы после гибки.
Пружины 12 расположены внутри цапф 3 для повышения жесткости оправки, расширения диапазона диаметров труб, гибка которых может быть произведена на оправке одного типоразмера, а также для увеличения числа пятен контакта между оправкой и 5 трубой на единицу длины последней.
0
Формула изобретения
. Оправка для гибки труб по авт. св. № 1186320, отличающаяся тем, что, с целью повышения производительности за счет снижения трудоемкости установки оправки, одни концы тяг установлены в пазу шаровой сегментной головки попарно на общей оси, расположенной в полости симметрии головки, а другие конць- тяг закреплены в цапфе посредством фиксаторов.
2. Оправка по п. 1,, отличающаяся тем, что, с целью повышения качества гибки путем увеличения числа пятен контакта между оправкой и трубой, пружины расположены внутри цапф.
что паз в шаровой сегментной головке выполнен с криволинейной образующей, эквидистантной с бразующей поверхности головки.
/
/ М.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для гибки труб | 1976 |
|
SU664714A1 |
| ОПРАВКА ДЛЯ ТРУБОГИБОЧНОГО СТАНКА | 2021 |
|
RU2824644C1 |
| Оправка для гибки труб | 1981 |
|
SU963609A1 |
| Устройство для крепления оптического зеркала в оправе | 1980 |
|
SU943626A1 |
| ВЗВЕШИВАЮЩЕЕ УСТРОЙСТВО НА ТРАНСПОРТНОМ СРЕДСТВЕ | 1993 |
|
RU2091723C1 |
| Дорн для гибки тонкостенных волноводов прямоугольного сечения | 2021 |
|
RU2775766C1 |
| КУЛЬТИВАТОР | 1995 |
|
RU2090025C1 |
| Оправка для гибки труб | 1986 |
|
SU1342561A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| ВОЛНОВАЯ ПЕРЕДАЧА С ДВУМЯ ДЕФОРМИРУЕМЫМИ ЗУБЧАТЫМИ ИЛИ ФРИКЦИОННЫМИ КОЛЕСАМИ АБРАМОВА В.А. | 2015 |
|
RU2597055C1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки труб. Целью является повышение производительности за счет снижения трудоемкости установки оправки. Тяги 1 одними своими концами установлены в пазу 5 шаговой сегментной головки (Г) 6 попарно на общей оси 4, а другими концами закоепле- ны в цапфах 3 посредством шаровых фиксаторов. Оправка при установке в трубе сохраняет свой наружный размер постоянным, но меньшим внутреннего диаметра изгибаемой трубы (Т) 17. Для ув ёличения числа пятен контакты между оправкой и трубой пружины 12 расположены внутри цапф 3. Оправку устанавливают в Т 17. Перемещением гайки 16 винтового механизма 15 производят х;блйже- ние цапф 3 путем сжатия пружин 12. При этом щаровые сегментные Г 6 контактируют с внутренней поверхностью Т 17. Тяги 1 поворачиваются относительно осей 2, поскольку фиксирующие щарики 7 выходят из канавок. Т 17 со смонтированной в ней оправкой устанавливают в трубогибочное устройство и осуществляют гибку. Для исключения возможности заклинивания звеньев оправки в начальный момент сборки с Т 17 паз 5 в Г 6 выполнен с криволинейной образующей, эквидистантной образующей поверхности Г 6. 2 з.п.ф-лы, 3 ил. S т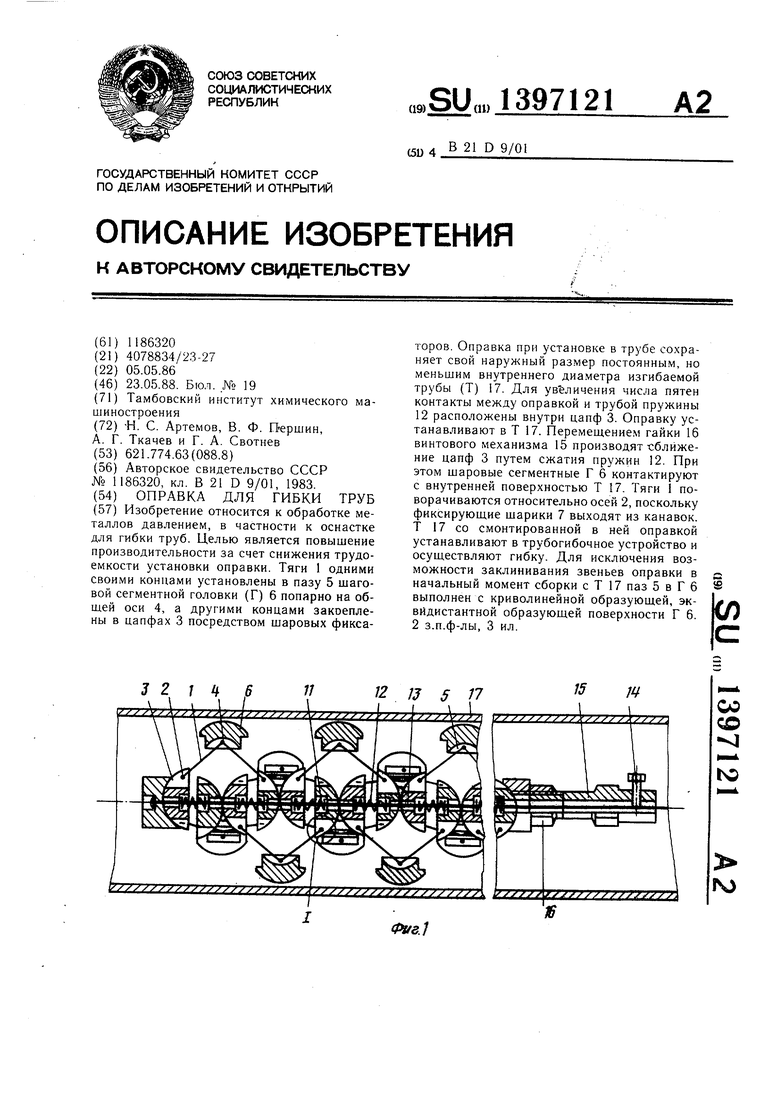
Ф1/3.3
| Авторское свидетельство СССР № 1186320, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
