Г
ОО CD
00
.
Изобретение относится к станко- строелию.
Целью изобретения является повышение точности обработки деталей на токарных станках, имеющих выполнен- 1ый в станине проем для сквозного транспортирования деталей тина вал путем использования выполненной в виде гидрпцилиндра подводимой опоры.
На фиг. изображен токарный станок с проемом для сквозного транспортирования- деталей, в котором размеще на подводимая опора, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг. 3 - узел I на фиг. 2 ( выполнения опорной части штока гидроцилиндра) .
Токарный станок содержит станину 1, установленную на ней шпиндельную бабку 2, связанный с ней привод 3 главного движения постоянного тока, вращающий главный шпиндель с торцовым патроном А, зажимающим обрабатываемую деталь 5, поджатую с проти- воположного торца центром задней бабки б, установленной на нижних направляющих 7 станины 1. На верхних направляющих 8 станины 1 установлены два координатных суппорта 9 и 10, управляемых с помощью устройства ЧПУ..Иа направляющих 7 уста- ноЕлепы подающие призмы П и 12, осуществляющие перемещение детали 5 с линии транспортирования на линию , дентров станка и обратно. В станине выполнен проем 13 для сквозного транспортирования деталей, который имеет габариты Ь,п и Нпр обеспечи- вакмше прохождение через него длин- померпых валов указанных габаритов,
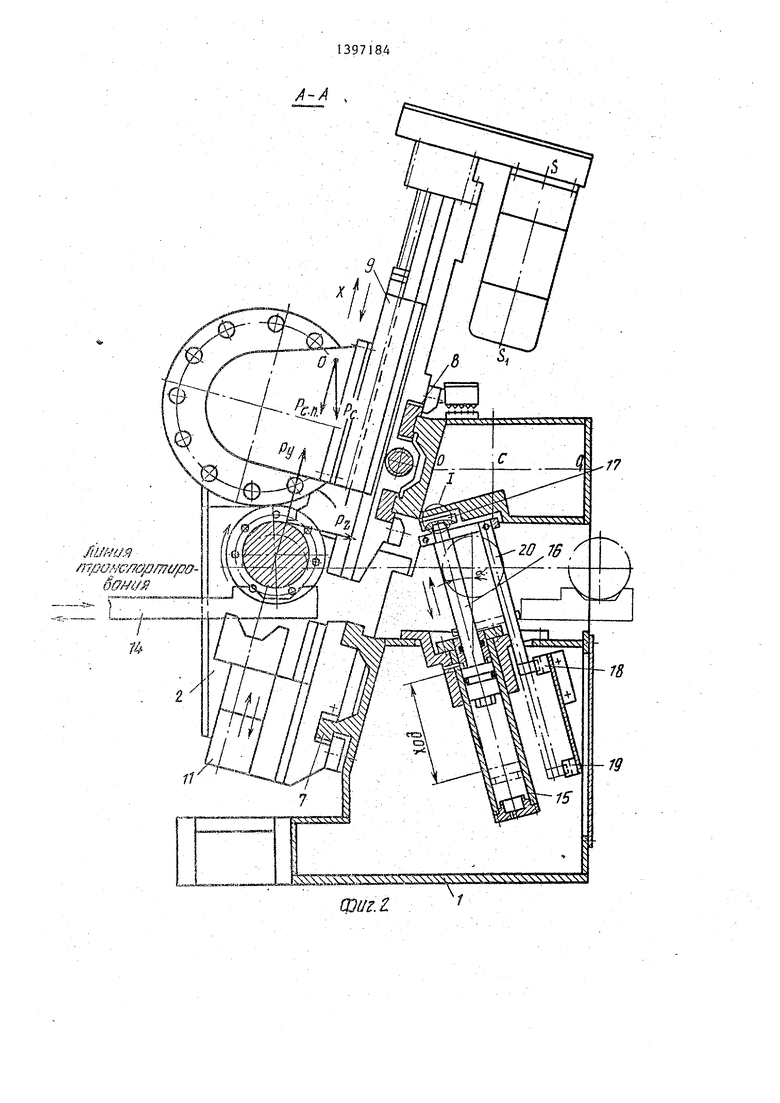
Перемещение деталей от станка к станку производится с помощью транспортера 14 Сфиг,2). В станине 1 под нижними направляюЕ имн 7 установлен . корпус гидроцилиндра Г5, щток 16 которого перед началом резания автоматически выдвигается вверх до .его контакта с упором 17, закрепленным в станине I в сечении над верхними направляющш-1и 8.Кравшие положения штока 16 контролируются конечными вь KJгючaтeлями 18 и 19 при помош тяги с флажком 20. Пщроцилиндр установлен в станине под расчетным углом по отноп еник1 к вертшсали, лежащей в плоскости, п.ерпендикулярной к линии центров станка. Для повыщения вибростойкости станины упор 17 может со-
д
5
0 5 0 5 0
0
держать запорное устройство, состоящее из расположенного в полости штока гидроцилиндра поршня 21, подпружиненного пружиной 22 и снабженного коническим участком 23, а также из расположенных в отверстиях 24 стенки штока 16 щариков 25. Полость штока 16 сообщается с бесштоковой полостью гидроцил.индра через канал 26.
Предотвращение силовых деформаций станины станка достигается следующим образом. После подачи детали 5 на линию центров станка, ее зажима и включения привода 3 главного движения по сигналу от устройства ЧПУ шток 16 гидроцилиндра выдвигается и устанавливается в гнезде упора 17. При этом давление рабочей жидкости в бесштоковой полости гидроцилиндра невелико и соответствует весу штока 16 и силам трения, возникающим в процессе его перемещения. В момент упирания штока 16 в упор 17 проис-ходит возрастание давления в бесщтоковой полости гидpoц шиFдpa и, через канал 26, в полости штока под поршнем 21, в результате чего поршень 21, преодолевая сопротивление пружины 22, начинает перемещаться вверх, своим коническим участком 23 выдавливая при этом шарики 25, Под действием этой силы шарики 25 смещаются в сторону- вверх и запирают шток 16 в его вьщвинутом положении. Далее производится обычная обработка детали с помощью координатных суппортов 9 и 10, по завершении которой они автоматически отводятся в исходное положение и призмы 11 и 12 опускают деталь 5 на линии транспортирования. По сигналу от устройства ЧПУ давление в полости штока 16 сбрасьшается и он под действием пружины вновь отпирается и-далее отводится от верхнего сече-- ния, перемещаясь в крайнее нижнее положение, фиксируемое конечным выключателем 19 После этого транспортер 14 через проем 13 перемещает обработанную деталь к следующему по ходу станку автоматической линии, одновременно подавая на линию центров первого станка новую деталь. I .
Процесс чернового и чистового резания с точки зрения разложения сил резания и деформации станины 1 в сечении над верхними направляющими проходит следующим образом.
При черновой обточке детали силы Ру (фиг.2) практически уравновешивается составляющей Р.л. веса с уппор- та, а сила Р вызьшает кручение се- чения над верхними направляющими вок руг центра тяжести С и смещение этого сечения вдоль оси 00(. При установке штока 16 в упор 17 кручение сечения над верхними направляющими кото- рое может возникнуть под воздействием силы PI, блокируется, а величина смещения по оси OOi настолько незначительна (порядка 0,05-0,1 мм), что при черновой обточке ею можно пре- небречь.
При чистовой обточке силы Ру и РХ невелики (не более 100 кг) и основная нагрузка сечения над верхними направляющими создается весом суппор- та РЙ , точнее его составляющей РС.П . Кручение вокруг центра тяжести С, которое может возникнуть под воздействием этой силы, а также смещение этого сечения относительно оси 884 жестко блокируется установленньм в упоре 17 штоком 16.
Итак, за счет использования установленной в проеме 13 подводимой опоры практически исключается возможность деформации станины в процессе как черновой, так и чистовой обточки деталей, тем самым достигается требуемая высокая точность обработки длинномерных валов в автоматических линиях, состоящих из станков со сквозным транспортированием деталей.
Как показывают проведенные расчеты, наилучшим вариантом расположения 40 гидроцилиндра в станине станка яв-
ляется его наклон под углом 30±15 ПС отношению к вертикали, лежащей s в плоскости, перпендикулярной к ли- кки центров станка.
Формула изобретения
1.Токарный станок, содержащий ста- .нину с верхними и нижними направляющими и выполненным в ней проемом для сквозного транспортирования обрабатываемых деталей типа вал, о т л и- чающийся тем, что, с целью по- повыга ения точности обработки, он снабжен упором, размещенным на станине над верхними направляющими, и подводимой опорой, выполненной в виде гидроцилиндра, корпус которого установлен на станине под нижними направляющими, а шток предназначен дли взаимодействия с упором.
2.СтанЬк по п.1, о т л и ч а го щ и и с я тем, что корпус гидро- циликдра установлен на станине под углом 30il5 К вертикали, лежащей
в плоскости, перпендикулярной линии центров станка.
3.Станок по п. 1 , о т л и ч а ю- щ и и с я тем, что в штоке гидроци- линдра вьшолнены полость и отверстия в боковых стенках, а упор снабжен запорным устройством, состоящим из подпр жиненного порщня с коническим участком, расположенного в полости штока, и шариков, расположенных в отверстиях с возможностью взаимодействия с упором и коническим участком поршня, причем полость штока вьшолне- на сообщающейся с бесштоковой полостью гидроцилиндра.
..9
щ&у/:/ / /}/ / OffMyj
- .
П
иг.2.
22
25
W
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| СПОСОБ И МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ КОМПЛЕКСНЫХ КОНТУРОВ АСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2397844C1 |
| ДВУХШПИНДЕЛЬНЫЙ ВЕРТИКАЛЬНЫЙ СТАНОК ДЛЯ ТОКАРНОЙ ОБТОЧКИ ПОРШНЕЙ И ПРОРЕЗАНИЯ В НИХ КАНАВОК | 1992 |
|
RU2057620C1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| НИЗКОУРОВНЕВЫЙ ТОКАРНЫЙ СТАНОК ПОДВИЖНОГО БАЗИРОВАНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ КОЛЕСНОЙ ПАРЫ | 2021 |
|
RU2759101C1 |
| Сперфинишный станок | 1975 |
|
SU540728A1 |

Изобретение относится к станкостроению. Целью изобретения является повышение точности обработки деталей на токарных станках, имеющих выполненный в станине проем для сквозного транспортирования деталей типа вал, путем использования выполнен-; ной в виде гидроцилиндра подводимой опоры. На станине 1 выполнены верхние 8 и нижние 7 направляющие. На направляющих 7 установлены подающие призмы II и 12, осуществляющие перемещение детали 5 по линии транспорти- на линию центров станка и обратно. Под нижними направляющими 7 на станине 1 установлен корпус гидроцилиндра, шток которого перед началом резания автоматически выдвигается вверх до его контакта с упором, . закрепленным на станине 1 над верхними направляющими. 2 з.п.ф-лы, 3 ил, SS
.З
| Металлорежущие станки./ Под ред, Н.С.Ачеркана | |||
| - М.: Машиностроение, 1965 Т.1, с.52, фиг.1.53. |
