(5) СИСТЕМА УЯРА8ЛЕНИЯ УПРУГИМИ ПЕРЕМЕЩЕНИЯМИ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА


| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| СИСТЕМА ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ И РЕГУЛИРОВАНИЯ ДЕФОРМАЦИЙ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1989 |
|
RU2014208C1 |
| Система активного контроля размеров | 1985 |
|
SU1268388A1 |
| Привод подач шлифовального станка | 1980 |
|
SU931433A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |

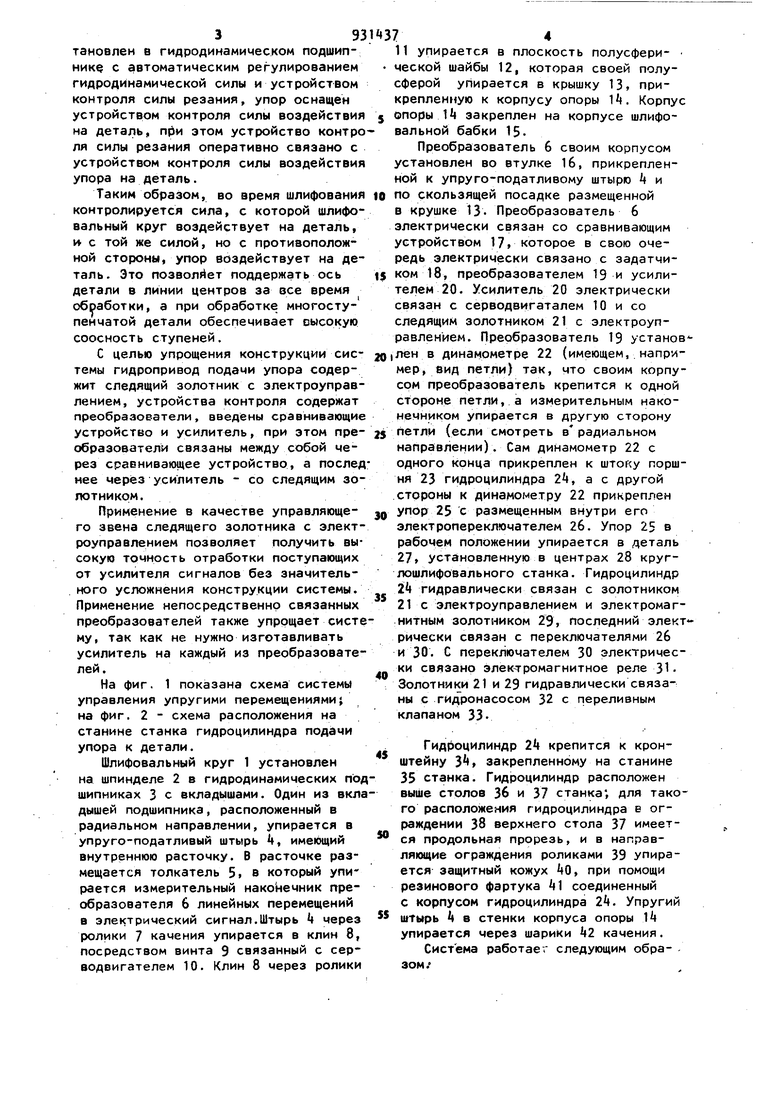
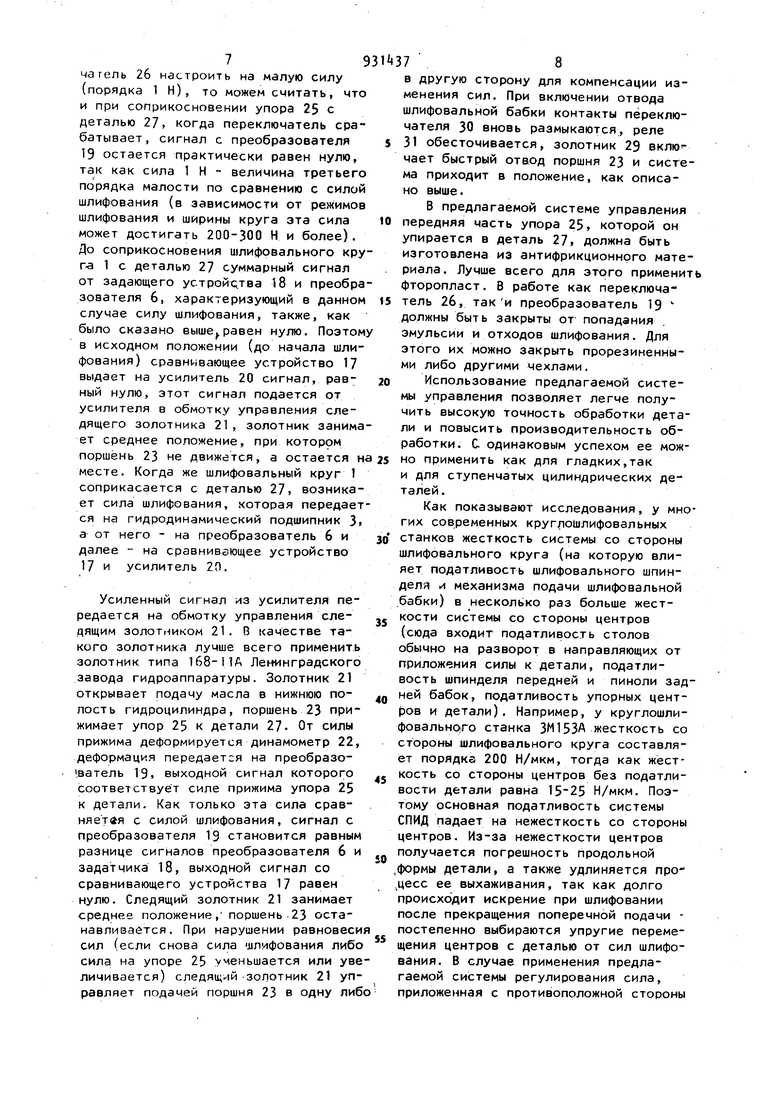
Изобретение относится к станкостроению и может быть применено в круглошлифовальных станках при шлифо вании круглых деталей. Известен круглошлифовальный стано с ЧПУ, где для избежания прогиба шли фуемой детали имеется опора с колодками, автоматически подводимыми по программе к детали со стороны, диаметрально противоположной шлифовальному кругу, и поддерживающими деталь без прогиба ее под действием усилия шлифовального круга. Для этого станок имеет устройство, измеряющее пол жение шлифовальной бабки, устройство измерения размера детали и устройств во подачи и отсчета положения подводимой к детали опоры. ,В станке также имеются средства, автоматически компенсирующие износ колодок, для предотвращения появления остаточного прогиба детали. За счет устройства автоматического измерения размера детали получают окончательный размер детали, за счет подводимого упора повышается жесткость всей системы, что позволяет работать с пoвышeнны W1 режимами и легче получить высокую чистоту поверхности D. Однако неточность определения взаимного ис;кодного положения рабочей поверхности шлифовального круга и опорной поверхности подводимых колодок, а также износ круга, температур ные деформации державок колодок и погрешности отсчета координат взаимного перемещения колодок и шлифовальной бабки приводят к прогибу оси детали (в сторону к шлифовальному кругу либо к колодкам в зависимости от несовпадения расстояния до оси центров от колодок и от круга). При шлифовании ступенчатой детали это приводит к биению ступеней одна о другую. Цель изобретения - повышение точности обработки. Указанная цель достигается тем, что шпиндель шлифовального круга устаиовлен в гидродинамическом подшипнике с автоматическим регулированием гидродинамической силы и устройством контроля силы резания, упор оснащен устройством контроля силы воздействия на деталь, при этом устройство контро ля силы резания оперативно связано с устройством контроля силы воздействия упора на деталь. Таким образом, во время шлифования контролируется сила, с которой шлифовальный круг воздействует на деталь, и с той же силой, но с противоположной стороны, упор воздействует на деталь. Это позволяет поддержать ось детали в линии центров за see время обработки, а при обработке многоступенчатой детали обеспечивает высокую соосность ступеней. С целью упрощения конструкции системы гидропривод подачи упора содержит следящий золотник с электроуправлением, устройства контроля содержат преобразователи, введены сравнивающие устройство и усилитель, при этом преобразователй связаны между собой через сравнивающее устройство, а послед нее через усилитель - со следящим зопотником. Применение в качестве управляющего звена следящего золотника с электроуправлением позволяет получить высокую точность отработки поступающих от усилителя сигналов без значительного усложнения конструкции системы. Применение непосредственно связанных преобразователей также упрощает систе му, так как не нужно изготавливать усилитель на каждый из преобразователей . На фиг. 1 показана схема системы управления упругими перемещениями; на фиг. 2 - схема расположения на станине станка гидроцилиндра подачи упора к детали. Шлифовальный круг 1 установлен на шпинделе 2 в гидродинамических под шипниках 3 с вкладышами. Один из вкла дышей подшипника, расположенный в радиальном направлении, упирается в упруго-податливый штырь 4, имеющий внутреннюю расточку. В расточке размещается толкатель 5, в который упирается измерительный наконечник преобразователя 6 линейных перемещений в электрический сигнал.Штырь k через ролики 7 качения упирается в клин 8, посредством винта 9 связанный с серводвигателем 10. Клин 8 через ролики 11 упирается в плоскость полусфери- ческой шайбы 12, которая своей полусферой упирается в крышку 13, прикрепленную к корпусу опоры Т. Корпус опоры закреплен на корпусе шлифовальной бабки 15. Преобразователь 6 своим корпусом установлен во втулке 16, прикрепленной к упруго-податливому штырю Ц и по скользящей посадке размещенной в крушке 13- Преобразователь 6 электрически связан со сравнивающим устройством 17, которое в свою очередь электрически связано с задатчиком 18, преобразователем 19 и усилителем 20. Усилитель 20 электрически связан с серводвигаталем 10 и со следящим золотником 21с электроуправлением. Преобразователь 19 установ лен в динамометре 22 (имеющем, например, вид петли) так, что своим корпусом преобразователь крепится к одной стороне петли, а измерительным наконечником упирается в другую сторону петли (если смотреть в радиальном направлении). Сам динамометр 22 с одного конца прикреплен к штоку поршня 23 гидроцилиндра 2, а с другой стороны к динамометру 22 прикреплен упор 25 с размещенным внутри его электропереключателем 26. Упор 25 в рабочем положении упирается в деталь 27, установленную в центрах 28 кру(- лошлифовального станка. Гидроцилиндр 2k гидравлически связан с золотником 21с электроуправлением и электромагнитным золотником 29, последний электрически связан с переключателями 2б и 30. G переключателем 30 электрически связано электромагнитное реле 31Золотники 21 и 29 гидравлически связаны с гидронасосом 32 с переливным клапаном 33. Гидроцилиндр 2 крепится к кронштейну 3 закрепленному на станине 35 станка. Гидроцилиндр расположен выше столов 36 и 37 станка; для такого расположения гидроцилиндра е oi- раждении 38 верхнего стола 37 имеется продольная прорезь, и в направляющие ограждения роликами 39 упирается защитный кожух kQ, при помощи резинового фартука 1 соединенный с корпусом гидроцилиндра 2. Упругий штырь t в стенки корпуса опоры упирается через шариКи 2 качения. Система работает следующим образом/Электропитание цепи включается вместе со станком .(либо, при желании, может быть принят отдельный включатель). Гидравлически система подключается к гидронасосу 32 станка. Переключатель 30 связан с рукоят кой включения подачи шлифовальной бабки 15 на быстрый подвод к детали 27 на шлифование. Но пока быстрый подвод шлифовальной бабки не включен контакты переключателя 30 не замкнуты, электромагнитное реле ЗК управляющее работой системы, не запитано, его нормально разомкнутые контакты разомкнуты, нормально замкнутые замкнуты (положение контактов противоположно показанному на фиг. 1). При этом включен один из электромагнитов золотника 2Э, масло через эоло ник под давлением подается в верхнюю (по схеме) полость гидроцияиндра 2, а нижняя полость соединена со сливом Поршень 23 находится в отведенном положении. Преобразователь 19 отсоединен от сравнивающего устройства 17 усилитель 20 отсоединен от следящего золотника 21 с электромагнитным упра У1ениеи и подсоединен к серводвигател 10. Серводвигатель 10 регулирует заданную гидродинамичеслую силу в гидродинамическом подшипнике 3. чтобы она соответствовала заданной, что . необходимо дня последующего измерения силы шлифования. Длр регулирования гидродинамической силы используется известный гидродинамический под шипник с автоматическим регулированием. Во времй вращения шпинделя 2 преобразователь 6 измеряет деформацию упруго-податливого штыря , которая зависит от гидродинамической силы, с какой вкладыш подшипника 3 давит на штырь k. Сигнал с преобразователя 6 в сравнивающем устройстве 17 сравнивается с сигналом задатчика 18 (которым задаэтся соответствующая гидродинамическая сила). Разница этих сигналов из .устройства 17 передается в усилитель 20, откуда после усиления - к серводвигателе 10. Серводвигатель перемещает клин 8 вдоль его оси. При этом от клина 8 перемещается штырь и меняет зазор между вкладышами подшипника 3 и шпин делем 2 настолько, чтобы гидродинамическая сила стала заданной величины. Когда это происходит, сигнал с преобразователя 6 становится равмчм . Э 6 сигналу задатчика 18 и серводвигатель 10 останавливается. В дальнейшем при поддче шлифовальной бабки на врезание (шлифование) серводвигатель 10 отсоединяется от усилителя 20 и не работает, клин 8 остается в отрегулированном положении, гидродинамическая сила во время шлифования одной детали не изменяется по сравнению с отрегулированной и дополнительный сигнал с преобразователя 6 (по сравнению с тем, по которому регулируется гидродина14ическая сила), зависит только от- силы шлифования. Если бы не производили такой регулировки то не могли бы в дальнейшем отделить силу шлифования от гидродинамической силы. При екмочении быстрого подвода шлифовальной бабки 15 на шлифование кон- такты переключателя 30 замыкаются.он запитывает электромагнитное реле 31 Нормально разомкнутые контакты реле замыкаются, нормально замкнутые - размыкаются (этому (юложению контактов соответствует состояние системы, показанное на фиг. 1). При этом усилитель 20 отсоединйется от серводвигателя 10 и подключается к следящему золотнику 21 с электромагнитным управлением, лреобраэователь 19 соединяется со сравниеави ш устройством 17, к электропмтаиию подключается второй из электромагмнтов двухстороннего золотника Z3t а бмвятй включенным - отключается. Так«94 образом, золотник 29 соединяет нижнюю полость гидроцилнндра 24 с г |дронасосом 32. а верхнюю со сливом, и поршень 23 с упором 25 ускоренным ходом подается к детали 27. При подвода упора 25 к детали срабатывает электродвигатель 26, он отключает, второй,электромагнит, и подача либо слив масла из гидроцили1 эдра 2k («крез золотник 29 перекры- . вается. Теперь поршень 23 может двигаться только под управлением следящего золотника 21, который в свою очередь управляется усилителем 20. Для этого в усилитель поступает сигнал из сравнивающего устройства 17, которое теперь уже суммирует сигналы, поступающие от преобразователей 6 и 19 и задающего устройства 18. Так лг.к динамометр 22 с прёобразовгтелем 19 должны измерять силу, с которой шток поршня 23 давит на деталь 27, то первоначально (без нагрузки) сигнал с преобразователя 19 настраивается на ноль. Если переключагель 26 настроить на малую силу {порядка 1 Н), то можем считать, что и при соприкосновении упора 25 с деталью 27, когда переключатель срабатывает , сигнал с преобразователя 19 остается практически равен нулю, так как сила 1 Н - величина третьего порядка малости по сравнению с силой шлифования (в зависимости от режимов шлифования и ширины круга эта сила может достигать 200-300 Н и более). До соприкосновения шлифовального круга 1 с деталью 27 суммарный сигнал от задающего устройства 18 и преобразователя 6, характеризующий в данном случае силу шлифования, также, как было сказано выше равен нулю. Поэтому в исходном положении (до начала шлифования) сравнивающее устройство 17 выдает на усилитель 20 сигнал, равный нулю, этот сигнал подается от усилителя в обмотку управления следящего золотника 21, золотник занима ет среднее положение, при котором поршень 23 не движется, а остается на месте. Когда же шлифовальный круг 1 соприкасается с деталью 27, возникает сила шлифования, которая передает ся на гидродинамический подшипник 3 а от него - на преобразователь 6 и далее - на сравнивающее устройство 17 и усилитель 20. Усиленный сигнал из усилителя передается на обмотку управления следящим золотником 21. В качестве такого золотника лучше всего применить золотник типа 168-11А Ленинградского завода гидроаппаратуры. Золотник 21 открывает подачу масла в нижнюю полость гидроцилиндра, поршень 23 прижимает упор 25 к детали 27. От силы прижима деформируется динамометр 22, деформация передается на преобразо ватель 19, выходной сигнал которого соответствует силе прижима упора 25 к детали. Как только эта сила сравняется с силой шлифования, сигнал с преобразователя 19 становится равным разнице сигналов преобразователя 6 и задатчика 18, выходной сигнал со сравнивающего устройства 17 равен нулю. Следящий золотник 21 занимает среднее положение, поршень 23 останавливается. При нарушении равновеси сил (если снова сила шлифования либо сила на упоре 25 уменьшается или уве личивается) следящий -золотник 21 управляет подачей поршня 23 в одну либ 9 78 в другую сторону для компенсации изменения сил. При включении отвода шлифовальной бабки контакты переключателя 30 вновь размыкаются, реле 31 обесточивается, золотник 29 включает быстрый отвод поршня 23 и система приходит в положение, как описано выше. В предлагаемой системе управления передняя часть упора 25, которой он упирается в деталь 27, должна быть изготовлена из антифрикционного материала. Лучше всего для этого применить фторопласт. В работе как переключатель 26, таки преобразователь 19 должны быть закрыты от попадания эмульсии и отходов шлифования. Для этого их можно закрыть прорезиненными либо другими чехлами. Использование предлагаемой системы управления позволяет легче получить высокую Точность обработки детали и повысить производительность обработки. С одинаковым успехом ее можно применить как для гладких,так и для ступенчатых цилиндрических деталей. Как показывают исследования, у многих современных круглошлифовальных станков жесткость системы со стороны шлифовального круга (на которую влияет податливость шлифовального шпинделя и механизма подачи шлифовальной бабки) в несколько раз больше жесткости системы со стороны центров (сюда входит податливость столов обычно на разворот в направляющих от приложения силы к детали, податливость шпинделя передней и пиноли задней бабок, податливость упорных центров и детали). Например, у круглошлифовальн го станка ЗМ153А жесткость со стороны шлифовального круга составляет порядка 200 Н/мкм, тогда как жесткость со стороны центров без податливости детали равна 15-25 Н/мкм. Поэтому основная податливость системы СПИД падает на нежесткость со стороны центров. Из-за нежесткости центров получается погрешность продольной ,формы детали, а также удлиняется про цесс ее выхаживания, так как долго происходит искрение при шлифовании после прекращения поперечной подачи постепенно выбираются упругие перемещения центров с деталью от сил шлифования. В случае применения предлагаемой системы регулирования сила, приложенная с противоположной стороны
детали, не дает переместиться центрам в сторону от шлифовального круга, повышается точность продольной формы, скорее снимается припуск под обработку.
Формула изобретения
контроля силы резания, упор оснащен устройством контроля силы воздействия на деталь при этой устройство контроля силы резания оперативно связано с устройством контроля силы воздействия упора на деталь,
