оо со кэ
Изобретение относится к дуговой сварке и может быть использовано в работах для дуговой сварки и в автоматических установках для дуговой сварки плавящимся электродом.
Целью изобретения является повышение качества сварного соединения.
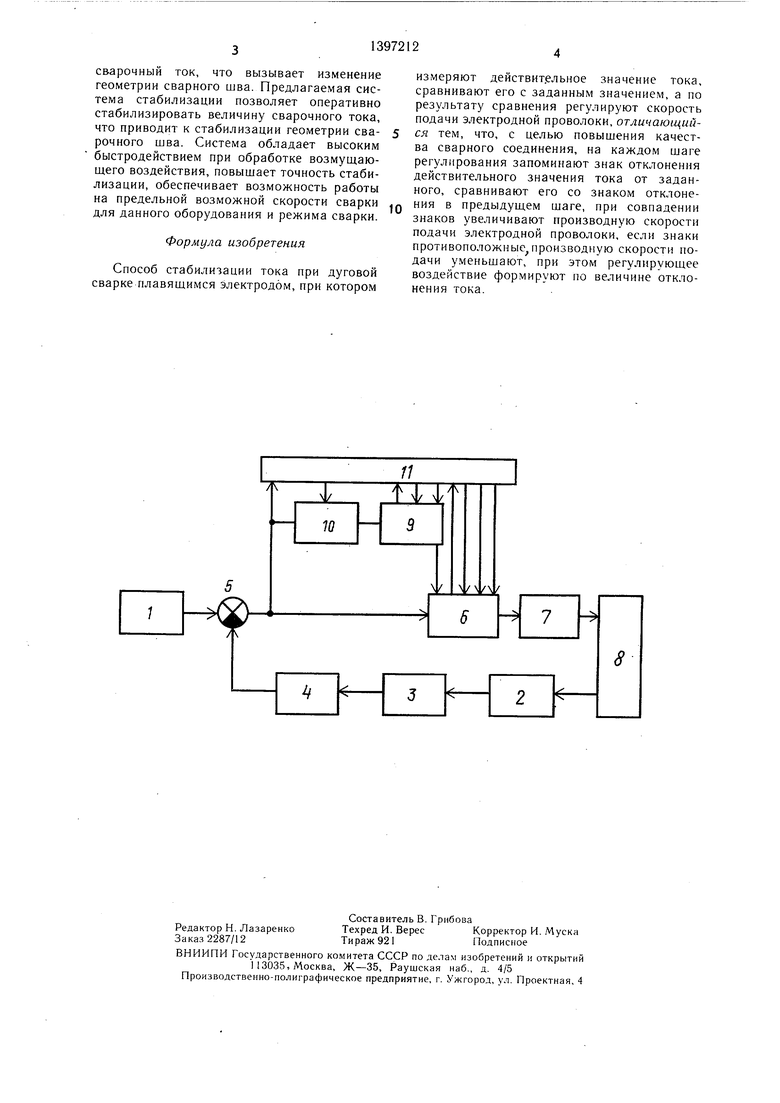
На .чертеже представлена блок-схема устройства для реализации предлагаемого способа.
Устройство содержит задающий блок 1, датчик 2 величины тока, фильтр 3 нижних частот, аналого-цифровой преобразователь 4, элемент 5 сравнения, регулятор б, привод подачи электродной проволоки, систему 8 источник питания дуги - дуга, на- страивающий блок 9, анализатор 10, запоминающий блок 11.
Способ осуществляется следующим образом.
Из задающего блока 1 поступает команда, аргументом которой является задающее воздействие кода стабилизируемого параметра. Датчик 2 по цепи обратной связи информирует систему стабилизации о действительном значении параметра в данный момент. С целью защиты от высокочастотных
помех сигнал обратной связи проходит через фильтр 3 нижних частот. Отфильтрованный аналоговый сигнал в аналого-цифровом преобразователе 4 преобразуется в цифровую форму (код тока обратной связи) и сравнивается элементом 5 сравнения с кодом заданного значения параметра (кодом заданного значения тока). В зависимости от величины отклонения регулятор 6 изменяет код, скорости подачи электродной проволоки 7. Изменение скорости подачи электродной проволоки вызывает изменение тока сварки в объекте управления, т. е. в системе источник питания - дуга, которое фиксируется датчиком 2. Параметры регулятора изменяются посредством настраивающего блока 9 в соответствии с принятой стратегией управления: если отклонение действительного значения тока от заданного его значения на предыдущем щаге и настоящем щаге различного знака, то нужно уменьшать производную скорости подачи электродной проволоки; если отклонение на предыдущем щаге и на настоящем щаге упраЕ5ления имеет один и то же знак, то нужно увеличивать производную скорости подачи электродной проволоки.
Решение о том, увеличивать или уменьшать на данном щаге значение изменения скорости, вырабатывает анализатор 10. В системе используется запоминающий блок 11, который служит для запоминания информации: о величине и знаке отклонения, эта информация используется анализатором на каждом последующем ujare управления; о значении k на данном щаге управления, минимальном и максимальном значении k, данная инфор лация используется
с
0
5
0
Q 5
0 5
настраивающим блоком при выработке значения k (k - производная скорости подачи электродной проволоки); о значении кода 4,/„ на данном щаге, о макс11маль- ном и минимальном его значении, данная информация используется регулятором (V«/« - скорость подачи электродной проволоки).
Часть информации (максимальные и минимальные значения кода k, У.„у„) заносится в запоминающий блок до начала работы системы стабилизации, а другая часть заносится в запоминающий блок в процессе работы системы .стабилизации, т. е. в реальном времени.
Управляющее воздействие (изменение скорости подачи электродной проволоки) повторяется через время Т управления, этот интервал времени зависит от динамических характеристик сварочного оборудования.
В данном устройстве в качестве элемента сравнения, регулятора, анализатора, настраивающего блока, запоминающего блока используются микро-ЭВМ «Электроника К1-20, привод подачи электродной проволоки «Изоплан, в качестве сигнала датчика величины тока сварки используется сигнал щунта источника питания дуги. В качестве фильтра используется электронная схема, функционально реализующая фильтр Бесселя второго порядка, с частотой среза 5 Гц. Для преобразования отфильтрованного сигнала о величине тока сварки из аналоговой формы в цифровую используется электронная схема, преобразующая аналоговый сигнал в цифровой. В качестве задающего устройства может использоваться ЭВМ верхнего уровня или пульт оператора К1-20, в зависимости от выбранного режима работы системы стабилизации.
Например, при сварке угловых соединений известным способом из стали стали 35 толщиной 3 мм в среде СО2, сварочной проволоки СВ-08Г2С диаметром 1,2 мм при вылете электрода 12 мм, напряжении дуги 20 В, силе тока 130А, скорости сварки 16 м/ч, расходе газа 14 л/мин уменьще- ние диаметра сварочной проволоки на 0,1 мм вызывает уменьшение силы тока на 20-25 А, что ведет к уменьшению глубины проплав- ления на 0,4-0,5 м.м при первоначальной глубине проплавления 2,6 мм, что составляет 15-19%.
Применение предлагаемой системы стабилизации позволяет стабилизировать величину сварочного тока в пределах ±5%, при прочих равных условиях, что приводит к стабильности глубины проплавления ±0,1 мм, т. е. 0,04%.
Предлагае.мая система эффективно работает в случае эрозии и изменении диаметра электродной проволоки, при этом увеличиваются скорость плавления электродной проволоки и длина дуги и уменьшается
сварочный ток, что вызывает изменение геометрии сварного шва. Предлагаемая система стабилизации позволяет оперативно стабилизировать величину сварочного тока, что приводит к стабилизации геометрии сварочного шва. Система обладает высоким быстродействием при обработке возмущающего воздействия, повышает точность стабилизации, обеспечивает возможность работы на предельной возможной скорости сварки для данного оборудования и режима сварки.
Формула изобретения
Способ стабилизации тока при дуговой сварке плавящимся электродом, при котором
измеряют действительное значение тока, сравнивают его с заданным значением, а по результату сравнения регулируют скорость подачи электродной проволоки, отличающийся тем, что, с целью повышения качества сварного соединения, на каждом щаге регулирования запоминают знак отклонения действительного значения тока от заданного, сравнивают его со знаком отклонения в предыдущем шаге, при совпадении знаков увеличивают производную скорости подачи электродной проволоки, если знаки противоположные производную скорости подачи уменьшают, при этом регулирующее воздействие формируют по величине отклонения тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Способ регулирования процесса дуговой сварки | 1982 |
|
SU1134327A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2597855C1 |
| Устройство автоматического регулирования длины дуги для сварки плавящимся электродом | 1978 |
|
SU749590A1 |
| Устройство для регулирования процесса дуговой сварки соединений с переменным зазором | 1985 |
|
SU1326405A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Способ регулирования длины дуги при сварке | 1990 |
|
SU1712092A1 |
| БЕЗГАЗОВЫЙ СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ КОЛЬЦЕВЫМ ШВОМ ДЛЯ ВЫСОКОПРОЧНЫХ ПРИМЕНЕНИЙ | 2006 |
|
RU2353483C2 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1987 |
|
SU1462609A1 |
Изобретение относится к дуговой сварке и может быть использовано в работах лля дуговой сварки и автоматических установках для дуговой сварки нлавя- ши.мся электродом. Цель -- - гювьинение качества сварного соединения. Для этого в способе стабилизации тока при дуговой сварке плавящимся электродом на каждом шаге регулирования запоминают знак отклонения действительного значения тока, сравнивают его со знаком отклонения в предыдуидем шаге. По резульгату сравнения управляют производной скорости подачи сварочной проволоки. Способ позволяет изменять параметры регулятора в зависимости от величины отклонения сварочного параметра от заданного значения таким образом, чтобы обеспечить максимально возможное быстродействие н точность системы. I ил. I (Л
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
