113
Изобретение относится к сварочному производству, а именно к оборудованию, применяемому для автоматизации процессов электродуговой сварки, и может найти применение в производстве металлоконструкций.
Целью изобретения является повышение качества сварного соединения за счет стабилизации тепловложения в свариваемое изделие.
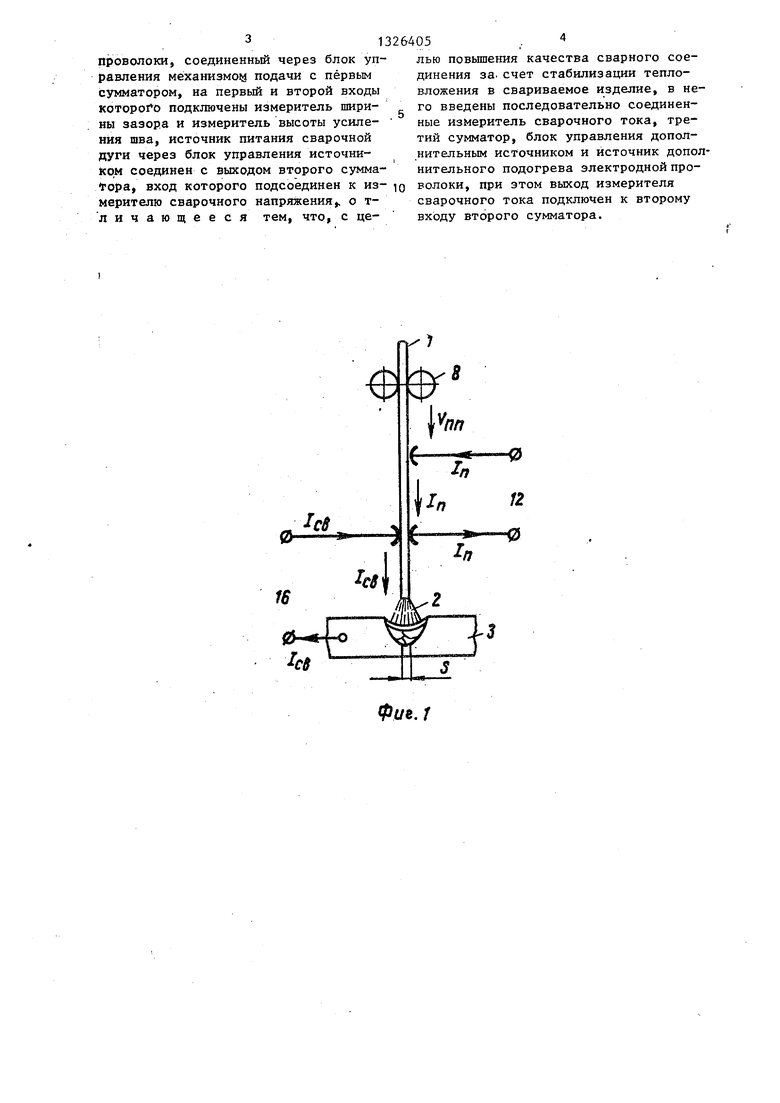
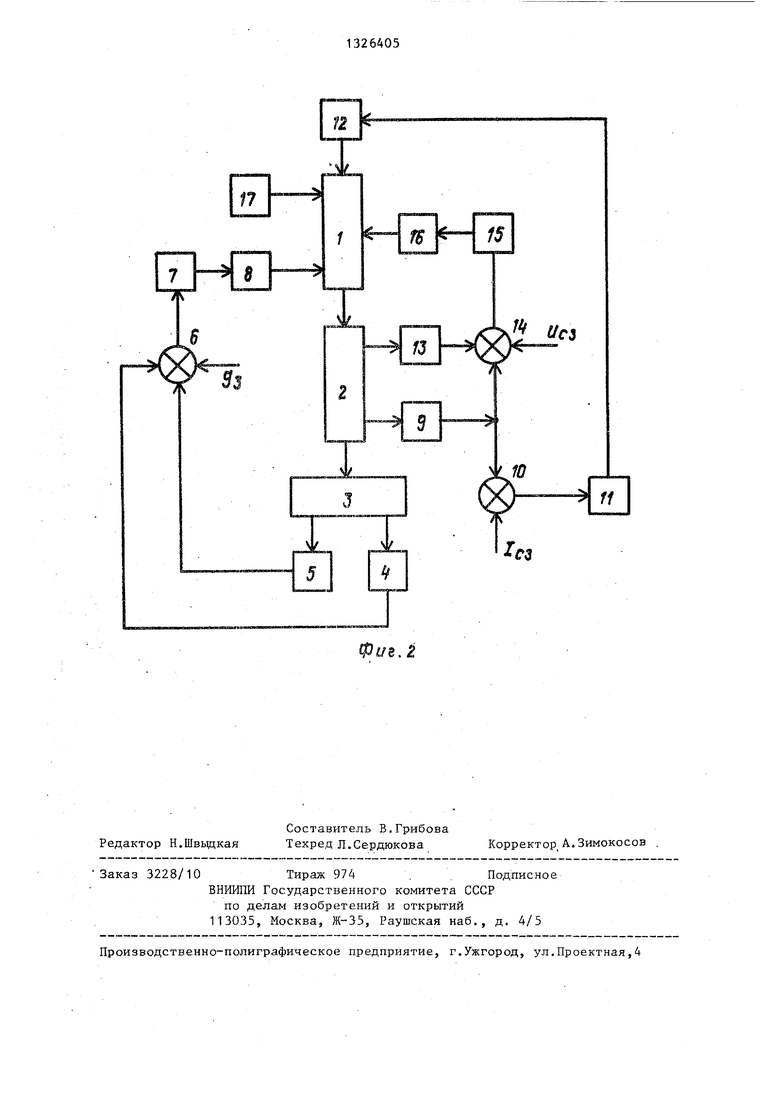
На фиг.1 показан.о подключение источника питания св арочной дуги и источника дополнительного подогрева электродной проволоки; на фиг,2 - блок-схема устройства для регулирования процесса дуговой сварки соединенной с переменным зазором.
Блок-схема устройства включает проволоку 1, сварочную дул у 2 и свариваемые детали 3. Измеритель 4 высоты усилейия шва и измеритель 5 им- рины зазора подключены на входы первого сумматора 6, выход которого через блок 7 управления подачей про- волоки соединен с механизмом 8 подачи электродной проволоки. Измеритель 9 сварочного тока через второй сумматор 10 и блок 11 управления дополнительным источником соединен с источником 12 дополнительного подогрева электродной проволоки. Измеритель 13 сварочного напряжения через третий сумматор 14 и блок 15 управления сварочным источником соединен с источником 16 питания сварочной дуги. Кроме того, устройство содержит.механизм 17 продольного и поперечного перемещения сварочной проволоки относительно оси шва.
Устройство работает следую1цим об- разом,
В процессе сварки соединения с переменным зазором ведется непрерывное измерение ширины зазора и высоты усиления шва. Полученные от этих устройств сигналы суммируются в первом сумматоре 6 с сигналом задания
ВЫСОТЫ усиления шва gj,
Полученньй при этом сигнал рассогласования передается на блок 7 управления подачей проволоки, которьй в зависимости от величины и знака сигнала через механизм 8 подачи эле:ктрод-
50
Таким образом, при сварке с постоянной скоростью и амплитудой колебаний электрода поперек шва, задаваемыми механизмом 17 перемещения, при условии нормгшьной работы всего устройства для регулирования процесса сварки независимо от ширины зазора обеспечивается практически постоянная форма шва при практически постоянном тепловложении в свариваемую деталь, что дает более стабильное качество шва и сварного соединения в целом. ,
Формула изобретения
Устройство для. регулирования проной проволоки увеличивает или yivienb- g,- цесса дуговой сварки соединений с пешает скорость подачи проволоки 1 в сварочную дугу 2 (зону сварки) .до такого значения, при котором сигнал рассогласования уменьшается до :нуля.
ременным зазором, содержащее механизмы продольного и поперечного перемещения сварочной горелки относительно - оси шва, механизм подачи электродной
Изменение скорости подачи электродной проволоки; вызывает соответствующие изменения силы сварочного тока и напряжения на дуге, которые фиксируются измерителями сварочного тока 9 и сварочного напряжения 13. Сигнал об изменении силы сварочного тока поступает на. второй сумматор 10, где
суммируется с сигналом задания 1 , Полученный при этом суммарный сигнал рассогласования передается на блок 11 управления: дополнительным источником, который в зависимости от величины и знака сигнала через источник 12 дополнительного подогрева электродной проволоки увеличивает или уменьшает силу тока подогрева „,следовательно, и температуру подогрева электрод20
ной npoBOJloKH перед ее подачей в зону сварки (фиг,1). При этом происходит изменение силы сварочного тока 1 до такого значения, при котором сигнал рассогласования уменьшается до, 2Б нуля.
Одновременно сигналы об изменении сварочного тока: и напряжения на дуге поступают на тргетий сумматор 14, где суммируются с сигналом задания ,
30 Полученньм при этом суммарный сигнал рассогласования передается на.блок 15 управления сварочным источником, которьй в зависимости от величины и знака сигнала управляет источником
2g 16 питания сварочной дуги, а следовательно, .и напряжением на дуге до
такого значения, при котором сигнал рассогласования уменьшается до.нуля.
Таким образом, при сварке с постоянной скоростью и амплитудой колебаний электрода поперек шва, задаваемыми механизмом 17 перемещения, при условии нормгшьной работы всего устройства для регулирования процесса сварки независимо от ширины зазора обеспечивается практически постоянная форма шва при практически постоянном тепловложении в свариваемую деталь, что дает более стабильное качество шва и сварного соединения в целом. ,
ременным зазором, содержащее механизмы продольного и поперечного перемещения сварочной горелки относительно - оси шва, механизм подачи электродной
Проволоки, соединенный через блок управления механизмов подачи с первым сумматором, на первый и второй входы которого подключены измеритель шири- ны зазора и измеритель высоты усиле- нйя шва, источник питания сварочной дуги через блок управления источником соединен с выходом второго сумма- Тора, вход которого подсоединен к из- мерителю сварочного напряжения о т- личающееся тем, что, с целью повышения качества сварного соединения за. счет стабилизации тепло- вложения в свариваемое изделие, в него введены последовательно соединенные измеритель сварочного тока, третий сумматор, блок управления дополнительным источником и источник дополнительного подогрева электродной проволоки, при этом выход измерителя сварочного тока подключен к второму входу второго сумматора.
Фие. f
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927455A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2597855C1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1980 |
|
SU927454A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2009 |
|
RU2429112C1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Система автоматического управления процессом сварки | 1983 |
|
SU1107975A1 |
Изобретение относится к сварочному производству, а именно к автоматизации сварочных процессов. Изобретение позволяет повысить качество сварного соединения за счет стабилизации тепловложения в свариваемое изделие. Для этого в процессе сварки непрерывно измеряют ширину зазора и высоту усиления шва, определяют отклонения от заданных значений. По результату формируют величину тока подогрева, а следовательно, и температуру электродной проволоки. Возникшие при этом отклонения тока и напряжения сварочной дуги от заданных значений формируют сигнал управления источником питания. Таким образом, при сварке с постоянной скоростью и амплитудой колебаний электрода поперек шва независимо от ширины зазора будет обеспечиваться постоянная форма шва при практически постоянном тепловложении в свариваемую деталь. 2 ил. I сл с
Редактор Н.Швьщкая
Составитель В.Грибова Текред Л.Сердюкова
Заказ 3228/10Тираж 974 . . Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная,4
Корректор А.Зимокосов
| СПОСОБ ОЧИСТКИ И ОТДЕЛЕНИЯ РАДИЯ ОТ БАРИЯ | 1922 |
|
SU1117A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1983 |
|
SU1138272A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
